Таблица 1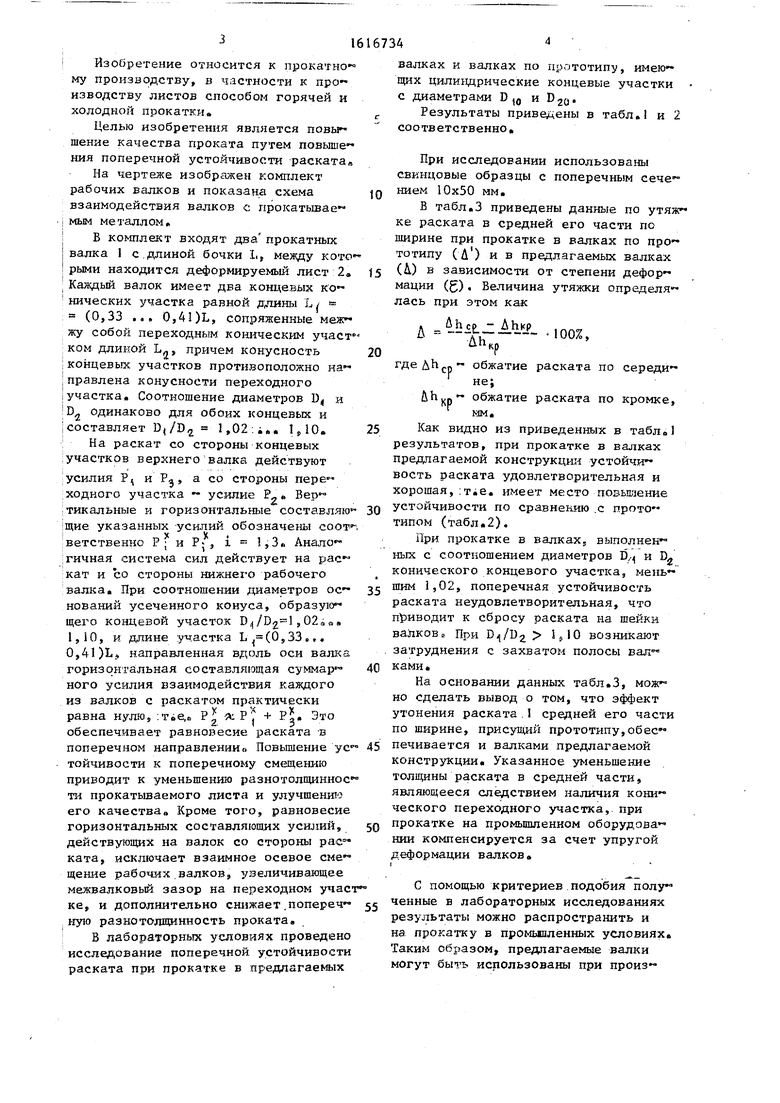

| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатный валок | 1987 |
|
SU1421441A1 |
| СПОСОБ ПОЛОСОВОЙ ГОРЯЧЕЙ ПРОКАТКИ | 2000 |
|
RU2182050C2 |
| Прокатный валок | 1983 |
|
SU1119748A1 |
| Комплект рабочих валков для широкополосных станов горячей прокатки | 1987 |
|
SU1475747A1 |
| Способ прокатки листов | 1985 |
|
SU1297957A1 |
| Прокатный валок клети широкополосного стана | 1980 |
|
SU1014604A1 |
| СПОСОБ ПРОКАТКИ ЛИСТОВОЙ СТАЛИ В КЛЕТИ ТРИО ЛАУТА | 2001 |
|
RU2188086C1 |
| СПОСОБ ПРОКАТКИ ЛИСТОВОЙ СТАЛИ | 1998 |
|
RU2152277C1 |
| Комплект рабочих валков чистовой клети полосового стана и способ прокатки полос в рабочих валках чистовой клети полосового стана | 1988 |
|
SU1597242A1 |
| ОПОРНЫЙ ВАЛОК ДРЕССИРОВОЧНОГО СТАНА | 2004 |
|
RU2252089C1 |
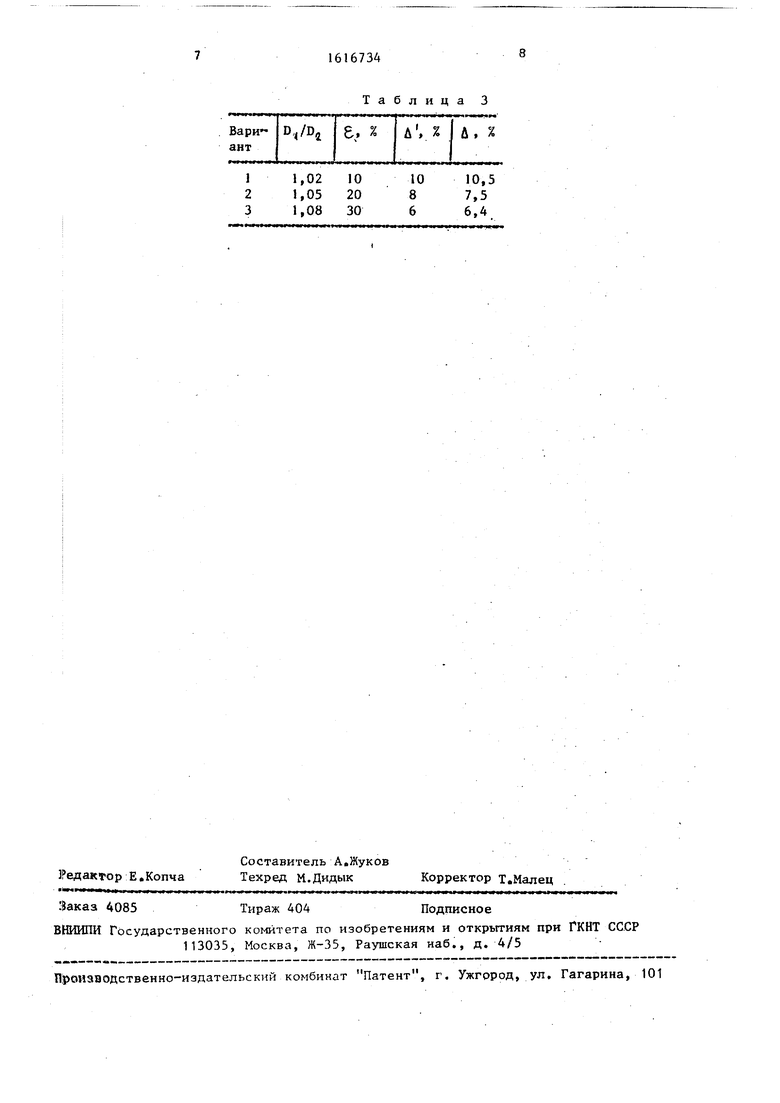
Изобретение относится к прокатному производству, в частности к производству листов способом горячей и холодной прокатки. Цель изобретения - повышение качества проката путем повышения поперечной устойчивости раската. Бочка валка 1 состоит из двух концевых конических участков, сопряженных третьим переходным коническим участком. При этом концевые участки выполнены одинаковой длины, составляющей 0,33-0,41 длины бочки валка, а соотношение диаметров оснований усеченного конуса, образующего концевой участок, равно 1,02-1,10. Конусность концевых участков направлена противоположно конусности переходного участка. Предложенная профилировка валка позволяет повысить устойчивость раската к поперечным смещениям и уменьшить поперечную разнотолщинность прокатываемых листов. 1 ил., 3 табл.
римечани:е. При соотношении 1,02
не обеспечивается устойчивость раската. При соотношении . 1,10 ухудапается захват раската валками.
Таблица 2
1 0,33 39,6
0,36 0,41
43,2 49,2
120
85
120 120
85 85
Таблица 3
| Прокатный валок | 1983 |
|
SU1119748A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Прокатный валок | 1987 |
|
SU1421441A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
