Фиг.1
Изобретение относится к литейному производству и может быть использрвано при получении слитков, заготовок больших сечений из черных и цветных металлов.
Целью изобретения является повыше- ние заготовок за счет получения однородной структуры по длине и сечению затовки.
На фиг,1 представлено.устройство, вид в плане; на фиг.2 - схема устройства на этапе заливки металла в металлоприемник; на фиг.З - то же, на этапе формирования заготовки.
Устройство содержит станину 1, металлоприемник 2 с воронкой 3 для заливки металла, поперечные стойки 4 и 5, связанные направляющими 6. На стойке 4 установлен гидроцилиндр 7 для перемещения контрпоршня 8 и гидроцилиндры 9 и 10 для пере- . мещения по направляющим траверсы 11. Со стороны заливки в металлоприемник 2 введен неподвижный поршень 12 с жестким упором 13. К металлоприемнику 2 примыкает кристаллизатор 14, имеюш,ий одинаковый диаметр с металлоприемником. Под кристаллизатором устанавливается тележ- ка или рольганг для траспортировки заготовок 15 (не показано). Металлоприемник вместе с кристаллизатором закреплены нз подвижной траверсе 11 и имеют возможность возратно-поступательного переме- щения.
Устройство работает следующим образом.
Жидкий металл заливают через воронку 3 в металлоприемник 2. Гидроцилиндрами 9 и 10 перемещают металлоприемник с кристаллизатором по направляющим 6 в сторону неподвижного поршня 12 до перекрытия заливочного отверстия под воронкой 3. После этого со стороны контр-поршня 8 с по- мощью гидроцилиндра 7 создают давление, равное 800-1500 кг/см на залитый металл 16 и начинают перемещать металлоприемник с кристаллизатором относительно металла в сторону неподвижного поршня. При этом зона кристаллизатора 14 надвигается на металл,формируя заготовку 15, Давление поддерживается до полного затвердевания металла. Кристаллизатор проходит вдоль всей длины со скоростью, обеспечивающей направленное затвердевание. Заготовка выдавливается неподвижным поршнем из него и далее передается доя последующей обработки. Контр-поршень 8 и металлоприемник 2 занимают исходное положение, и после заливки очередной порции жидкого металла процесс повторяют.
Стенки металлоприемника имеют теплоизоляцию, поэтому теплопотери минимальны и металл находится в жидком состоянии в этой зоне до подхода кристаллизатора.
Давление порядка 800-1500 атм обеспечивает плотный контакт затвердевшей корочки металла со стенкой зоны интенсивного охлаждения, что повышает скорость теплоотвода и, соответственно, скорость кристаллизации. Ж идкий металл, находящийся под давлением, заполняет пустоты, образующиеся между растущими кристаллами за счет усадочных явлений.Пропитка межкристаллитных каналов каркаса, особенно в центральной зоне, обеспечивает получение плотного металла.
Прилагаемое к жидкому металлу давление, увеличивая степень деформации кристаллизующегося металла, способствует протеканию в нем активационных процессов, включая рекристаллизацию. Повышенное за счет давления напряжение в затвердевающем металле способствует формированию в зоне его контакта с жидким металлом переходного слоя, состоящего КЗ частиц разрушенных кристаллов, которые могут выступать в роли активных центров при гетерогенной кристаллизации.
Такие условия при кристаллизации обеспечивают получение однородной структуры металла по сечению заготовки, а также и по ,длине, поскольку устройство создает направленную кристаллизацию металла.
Формула изобретения Устройство для литья заготовок под давлением, содержащее металлоприемник с размещенным в нем поршнем и кристаллизатор, соедненный с металлоприемником, отличающееся тем, что, с целью повышения качества заготовок за счет получения однородной структуры по объему заготовки, оно снабжено контр-поршнем, установленным в металлоприемнике со стороны кристаллизатора, при этом металлоприемник и кристаллизатор размещены соосно, имеют рэвные диаметры внутренних полостей и установлены с возможностью возвратно-поступательного перемещения относительно поршней.
л
j
/ / // ////////:///////
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывного литья чугунных заготовок | 1981 |
|
SU996071A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ КРИСТАЛЛИЗАЦИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2516210C2 |
| СПОСОБ НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ, УСТАНОВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА, МНОГОРУЧЬЕВОЙ КРИСТАЛЛИЗАТОР, ТЯНУЩЕЕ УСТРОЙСТВО И МОТАЛКА ДЛЯ СМАТЫВАНИЯ СЛИТКА В БУНТЫ ДЛЯ ЭТОЙ УСТАНОВКИ | 1993 |
|
RU2027541C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПРОИЗВОДСТВА ЗАГОТОВОК ПОСТОЯННОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ НЕОГРАНИЧЕННОЙ ДЛИНЫ | 2022 |
|
RU2796558C1 |
| СПОСОБ И УСТРОЙСТВО ПРОИЗВОДСТВА ПРУТКА И ТРУБНОЙ ЗАГОТОВКИ В ГОРИЗОНТАЛЬНОМ КРИСТАЛЛИЗАТОРЕ | 2015 |
|
RU2690255C2 |
| СПОСОБ НЕПРЕРЫВНОЙ ГОРИЗОНТАЛЬНОЙ РАЗЛИВКИ СТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2532679C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ | 1991 |
|
RU2025196C1 |
| Способ изготовления литых заготовок из антифрикционной бронзы | 2021 |
|
RU2762956C1 |
| СПОСОБ ГОРИЗОНТАЛЬНОГО ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК | 1983 |
|
SU1802460A1 |
| МАШИНА НЕПРЕРЫВНОГО ЛИТЬЯ С РОТОРНЫМ КРИСТАЛЛИЗАТОРОМ | 2013 |
|
RU2528925C1 |
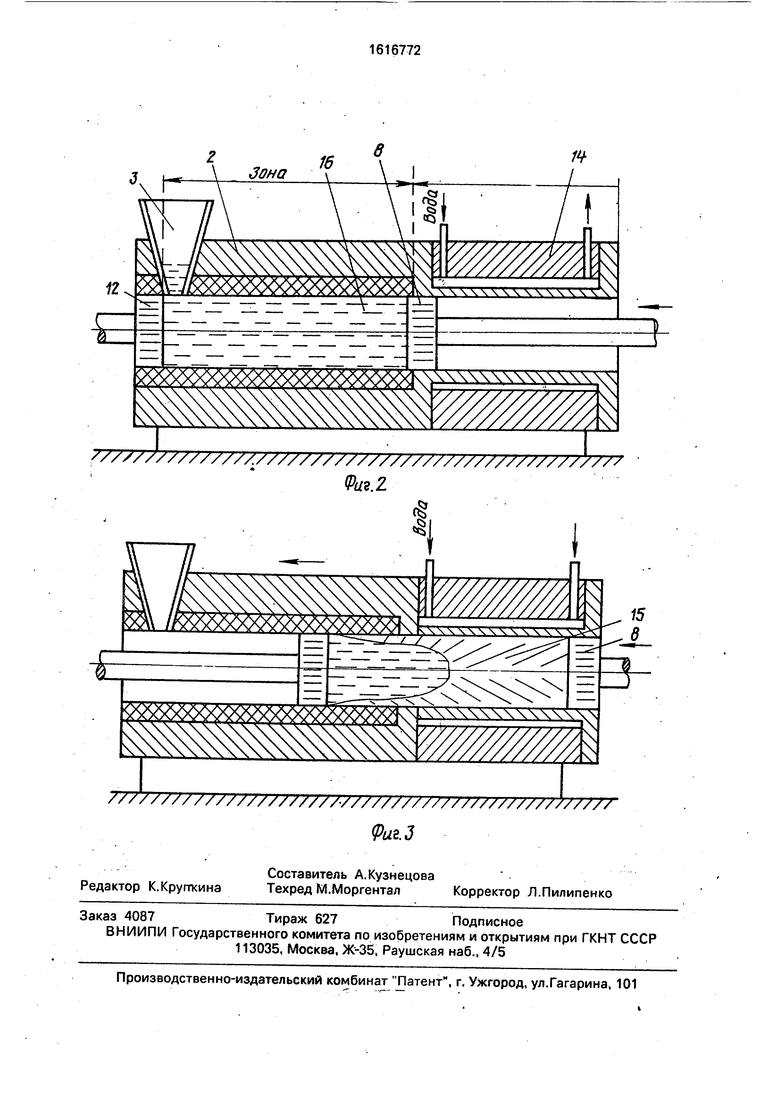
Изобретение относится к литейному производству и может быть использовано при получении слитков, заготовок больших сечений из черных и цветных металлов. Целью изобретения является повышение качества заготовок за счет получения однородной структуры по длине и сечению заготовки. Устройство содержит металлоприемник 2 и связанный с ним кристаллизатор 14, которые имеют возможность возвратно-поступательного перемещения относительно поршней 12 и 8. Металл заливается в металлоприемник 2 в пространство между поршнями. Металл сжимается поршнем 8, и затем металлоприемник 2 с кристаллизатором 14 перемещается влево. Тем самым кристаллизатор надвигается на жидкий металл, обеспечивая его направленную кристаллизацию. Создание давления устраняет усадочную пористость в слитке, что совместно с направленной кристаллизацией приводит к получению однородной структуры слитка. 3 ил.
«P(/.2
/- / //// /////////////////////////////////////////
fe.J
| Батыщев А.И | |||
| и др | |||
| Штамповка жидкого металла | |||
| М.: Машиностроение, 1979, с | |||
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Герканн Э | |||
| Непрерывное литье | |||
| М.: Ме- таллургиздат, 1961, с | |||
| Приспособление для градации давления в воздухопроводе воздушных тормозов | 1921 |
|
SU193A1 |
| ПРИСПОСОБЛЕНИЕ К КОСЕ ДЛЯ КОСЬБЫ ДВУМЯ РУКАМИ (ОКОСЬЕ) | 1921 |
|
SU565A1 |
