(21) .4491894/27
(22) 04.08.38
(46) 07.01.91. Бкш. № 1
(71) Научно-производственное объединение по механизации к автоматизации производства машин для хлопководства Технолог
(72) В.И.Шильцов
(53) 621.981.06(088.8)
(56) Авторское свидетельство СССР
№ 935160, кл. В 21 D 5/10, 1980.
(54) УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ОБЕЧАЕК
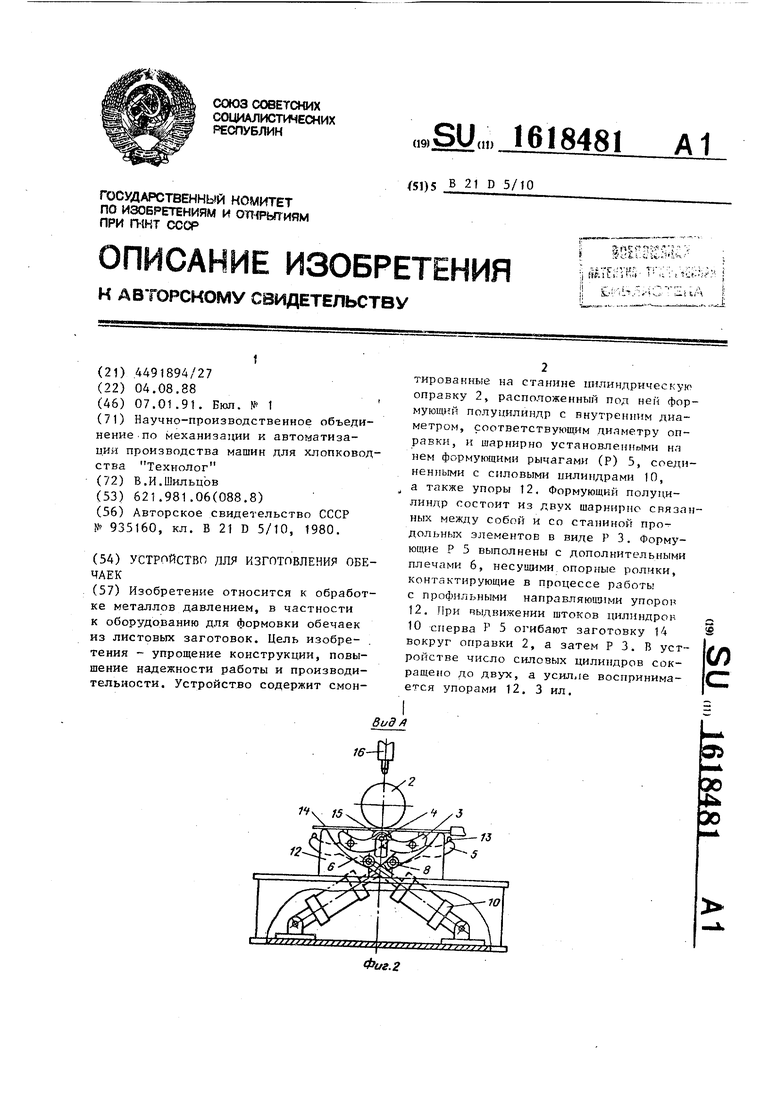
(57) Изобретение относится к обработке металлов давлением, в частности к оборудованию для формовки обечаек из листовых заготовок. Цель изобретения упрощение конструкции, повышение надежности работы и производительности. Устройство содержит смонтированные на станине цилиндрическую оправку 2, расположенный под ней формующий полуцилиндр с внутренним диаметром, соответствующим диаметру оправки, и шарнирно установленными нл нем формующими рычагами (Р) 5, соединенными с силовыми цилиндрами 10, а также упоры 12. Формующий полуцилиндр состоит из двух шарнирно связанных между собой и со станиной продольных элементов в виде Р 3. Формующие Р 5 выполнены с дополнительными плечами 6, несущими опорные ролики, контактирующие в процессе работы с профильными направляющими упоров 12. При выдвижении штоков цилиндров 10 /сперва Р 5 огибают заготовку 14 вокруг оправки 2, а затем Р 3. В устройстве число силовых цилиндров сокращено до двух, а усшые воспринимается упорами 12. 3 ил.
§
л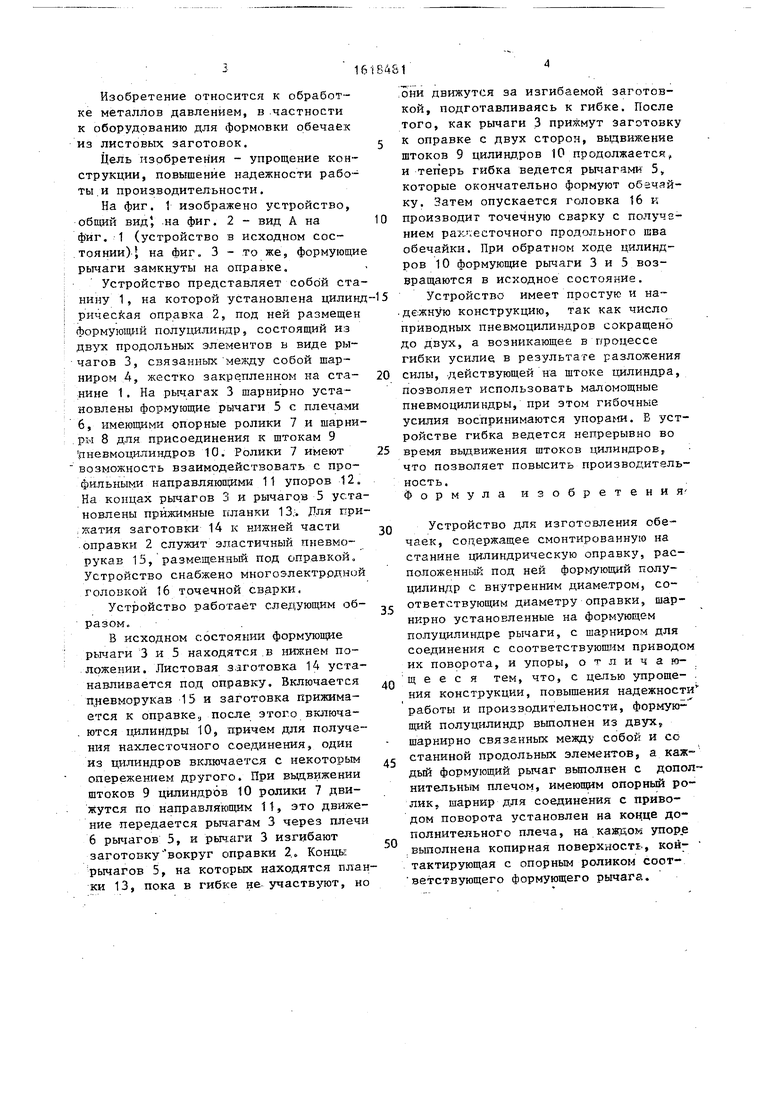
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА ЧЕРВЯЧНЫЙ ХОМУТ И ПОЛУАВТОМАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2445180C1 |
| Станок для изготовления обечаек | 1975 |
|
SU529874A1 |
| Станок для сгибания фигурных изделий | 1981 |
|
SU1028406A1 |
| Устройство для изготовления деталей типа короба | 1975 |
|
SU526420A1 |
| Устройство для изготовления обечаек | 1980 |
|
SU935160A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИИ ИЗ ЛИСТОВЫХ | 1973 |
|
SU364374A1 |
| Гибочный станок | 1986 |
|
SU1324713A1 |
| Станок для изготовления замкнутых коробчатых изделий | 1990 |
|
SU1729656A2 |
| Устройство для изготовления спиральных трубчатых электронагревателей | 1988 |
|
SU1530311A2 |
| Устройство для гибки обечаек из листовых заготовок | 1978 |
|
SU770609A2 |
1t
а
эо
Јь ЭО
Изобретение относится к обработке металлов давлением, в частности к оборудованию для формовки обечаек из листовых заготовок.
Цель изобретения - упрощение конструкции, повышение надежности работы, и производительности.
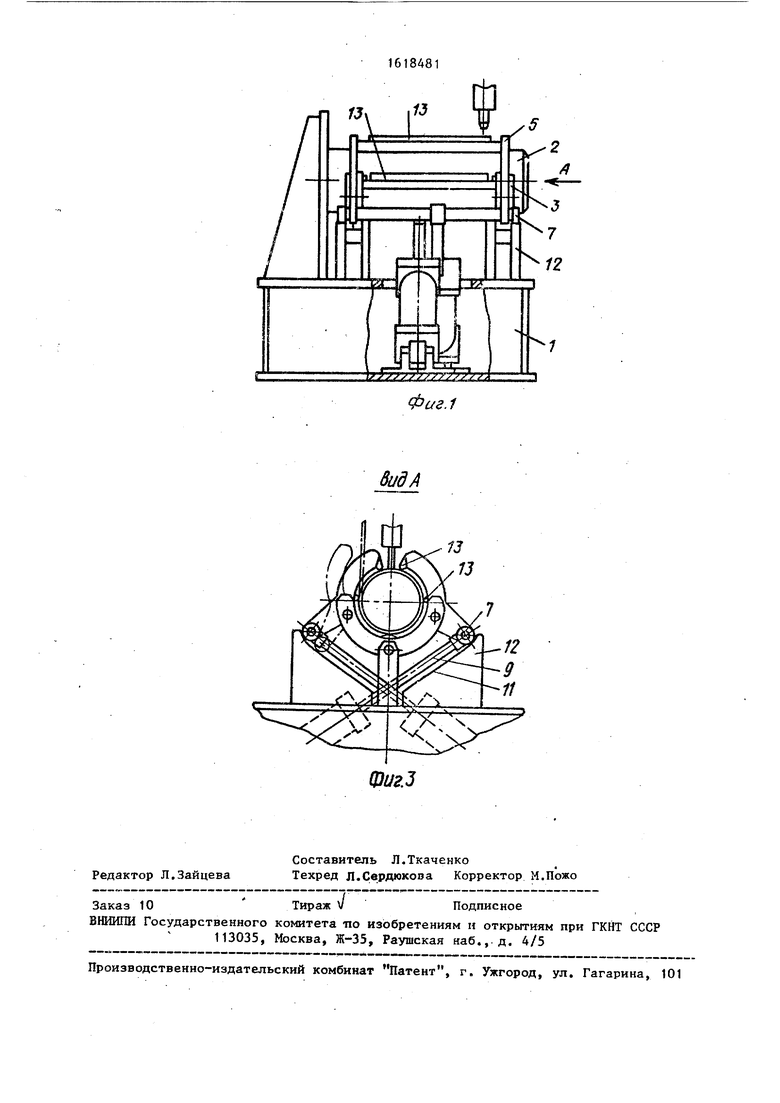
На фиг. 1 изображено устройство, общий вид , .на фиг. 2 - вид А на фиг. 1 (устройство в исходном состоянии), на фиг. 3 - то же, формующие рычаги замкнуты на оправке.
Устройство представляет собой станину 1, на которой установлена цилинд рическая оправка 2, под ней размещен формующий полуцилиндр, состоящий из двух продольных элементов в виде рычагов 3, связанных между собой шарниром 4, жестко закрепленном на ста- нине 1. На рычагах 3 шарнирно установлены формующие рычаги 5 с плечами 6, имеющими опорные ролики 7 и шарни- .ры 8 для присоединения к штокам 9 дневмоцилиндров 10. Ролики 7 имеют возможность взаимодействовать с профильными направляющими 11 упоров 12. На концах рычагов 3 и рычагов 5 установлены прижимные планки 13,:. Для при;жатия заготовки 14 к нижней части
оправки 2 служит эластичный пневмо- рукав 15, размещенный под оправкой. Устройство снабжено многоэлектррдной головкой 16 точечной сварки.
Устройство работает следующим об- разом, .
В исходном состоянии формующие рычаги 3 и 5 находятся.в нижнем положении. Листовая заготовка 14 устанавливается под оправку. Включается пневморукав 15 и заготовка прижимается к оправке, после этого включаются цилиндры 10, причем для получения нахлесточного соединения, один из цилиндров включается с некоторым опережением другого. При выдвижении штоков 9 цилиндров 10 ролики 7 движутся по направляющим 11, это движение передается рычагам 3 через плечи 6 рычагов 5, и рычаги 3 изгибают заготовку вокруг оправки 2.. Концы рычагов 5, на которых находятся планки 13, пока в гибке не участвуют, но
0
5 0 5
0
Q
,они движутся за изгибаемой заготовкой, подготавливаясь к гибке. После того, как рычаги 3 прижмут заготовку к оправке с двух сторон, выдвижение штоков 9 цилиндров 10 продолжается, и теперь гибка ведется рычагами 5 которые окончательно формуют обечайку. Затем опускается головка 16 к производит точечную сварку с получением разслесточного продольного шва обечайки. При обратном ходе цилиндров 10 формующие рычаги 3 и 5 возвращаются в исходное состояние.
Устройство имеет простую и на- .дежную конструкцию, так как число приводных пневмоцилиндров сокращено до двух, а возникающее в процессе гибки усилие, в результате разложения силы, действующей на штоке цилиндра, позволяет использовать маломощные пневмоцилиндры, при этом гибочные усилия воспринимаются упорами. В устройстве гибка ведется непрерывно во время выдвижения штоков цилиндров, что позволяет повысить производительность. Формула изобретения
Устройство для изготовления обечаек, содержащее смонтированную на станине цилиндрическую оправку, расположенный под ней формующий полуцилиндр с внутренним диаметром, соответствующим диаметру оправки, шар- нирно установленные на формующем полуцилиндре рычаги, с шарниром для соединения с соответствующим приводом их поворота, и упоры, о т л и ч а ю- щ е е с я тем, что, с целью упроще- . ния конструкции, повышения надежности1 работы и производительности, формую- щий полуцилиндр выполнен из двух, шарнирно связанных между собой и со станиной продольных элементов, а каж- дый формующий рычаг выполнен с дополнительным плечом, имеющим опорный ролик, шарнир для соединения с приводом поворота установлен на конце дополнительного плеча, на каждом упоре выполнена копирная поверхность, контактирующая с опорным роликом соот-. ветствующего формующего рычага.
Фиг.1
ВидА
13
13
