1
Изобретение относится к обработке металлов давлением, в частности к гибке намоткой, и может быть использовано в автотракторной промышленности.
Известны станки для изготовления обечаек, которые содержат размешенный на станине приводной механизм для гибки заготовки, включающий оправку и расположенные по обе стороны от нее гибочные элементы и приводимый от силового цилиндра механизм для подгибки концов.
Однако точность изготовления обечаек на таких станках назка, поскольку на них как гибка, так и осуществляется на одной и той же оправке.
С целью повьпления точности изготовления обечаек за счет возможности осуществления операций гибки и подгибки на отдельных оправках станок снабжен смонтированным на станине механизмом для перемеще1гая заготовки из механизма для гибки в механизм пля подгибки концов, выполненным в виде приводимой от допол1штельного силового цилиндра каретки, шарнирно установленных на ней и гф}жиной толкателей
и служащего для разведения последних жестко закрепленного на каретке упора, а каждый из гибочных элементов снабжен пружиной с параболической характеристикой, при этом механизм для подгибки концов представляет собой установленную на штоке силового цилиндра индивидуальную оправку, соосно расположенную с ней втулку, образованную двумя полукольцами и смонтированными в промежутках между последними соответственно подгибающим и поддерживающим роликами с образованием между ними и втулкой фильеры для подхода заготовки. Оправка для гибки, подвижная в направлении, перпендикулярном своей оси, одним концом связана с приводом жестко, а други.г - через имеющийся замок.
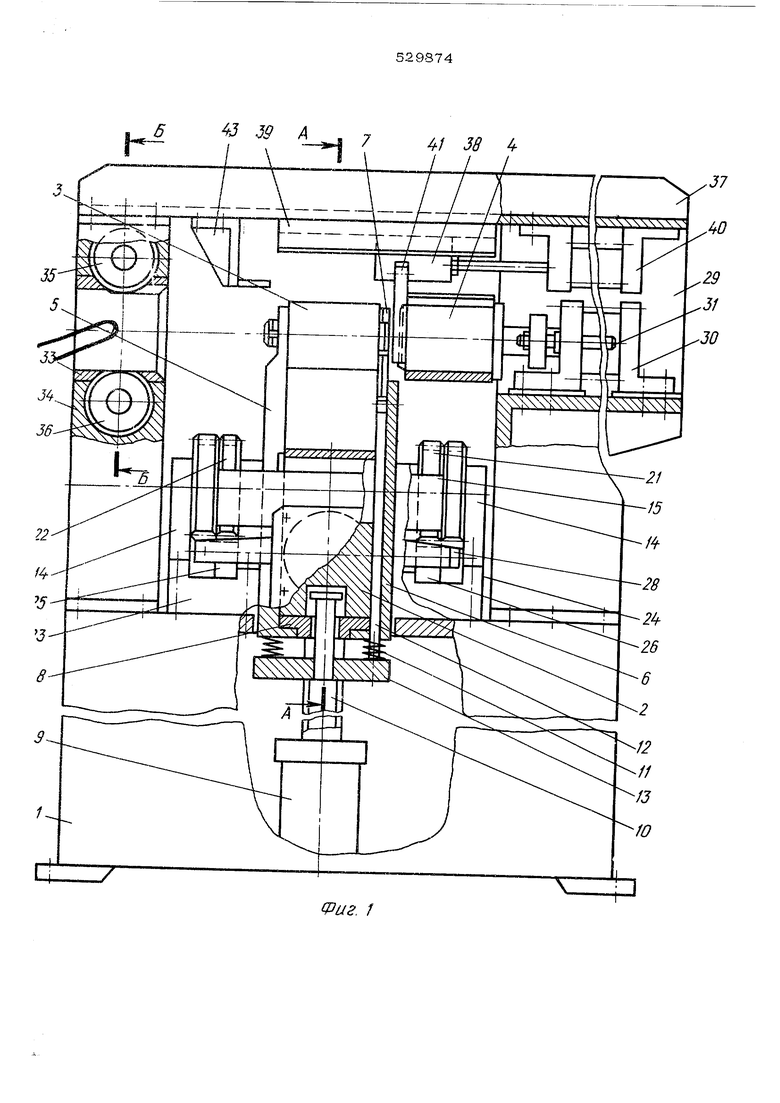
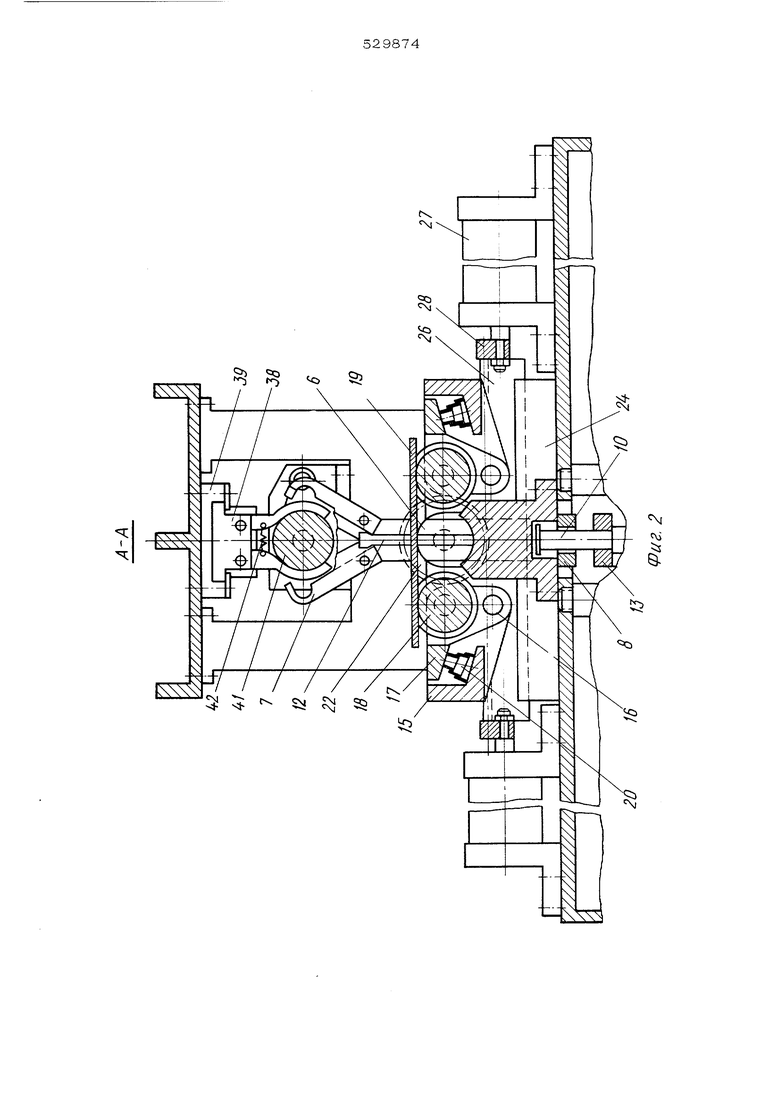
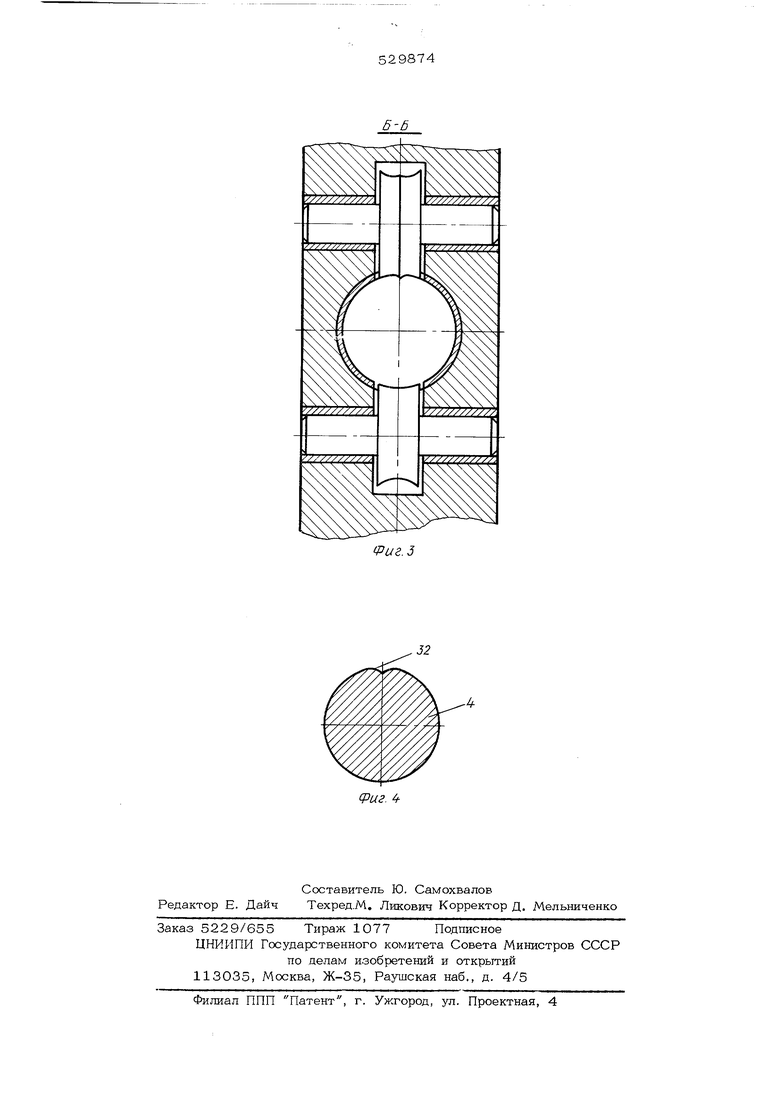
На фиг. 1 изображен предлагаемый станок, общий вид; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - разрез по Б-Б на фиг. 1; на фиг. 4 - оправка для подгибки концов, поперечное сечение.
Устройство содержит станину 1, на которой установлены опора 2,оправка 3 для гибки заго1Х)БОК, оправка 4 для подгибки концов и механизмы для гибки заготовок, для подгибки концов и для перемещения заготовок с оправки 3 на оправку 4. Оправка 3 для гибки заготовок, диаметр которой меньше внутреннего диаметра изготавливаемого цилиндра на величину упругой деформации заготовки, через жестко закрепленную на ней тягу 5, тягу б, замок 7 и коромысло 8 соединена с гидроцилиндром 9. Коромысло 8 установлено с возможностью ограниченного перемещения вдоль штока 10 гидроцилиндра 9 и подпружинено пружиной 11. Тяги 5 и 6, жестко закрепленные на коромысле 8, установлены с возможностью перемещения в пазах опоры 2. Замок 7 ерабатывает под действием толкателя 12, жест ко закрепленного на коромысле 13, которое в свою очередь жестко закреплено на щтоке 10 гидроцилиндра 9. Механизм для гибки заготовок состоит из опор 14, расположенных по обе сто роны от опоры 2, служащей для удержания заготовок при гибке. В опорах 14 шарнирио закреплены гибочные элементы, представ ляющие собой П-образный рычаг 15, в котором на шарнире 16 установлен рычаг 17, На рычаге Б свою очередь установлен с возможностью вращения гибочный ролик 18 с буртиками, межпу которыми помещают заготовку 19. Р чаг 17 подпружинен относительно рычага 15 пружиной 20 с параболической характеристикой. На Komiax П-образного рычага 15 соосно с его осью, поворота жестко закреплены два зубчатых сектора 21 и 22, н ходящиеся в зацеплении с расположенными в направляющих 23 и 24 з бчатыми рейкамк 25 и 26, которые в свою очередь соешгнены со щтоком гидроцилиндра 27 через коромысло 28. Идентично S CTpoeH второй гибочный элемент. Оправка 4 для подгибки концов закреплена на штоке установленного на стойке 29 пщроцилиндра 30 с контрщтоком 31. Диаметр оправки 4 равен номинальному внутреннему диаметру изготавливаемого цийшндра и имеет (ригурную лыску 32 вдоль оси для компен сации упругих деформаций ко1щов заготовки, возникающих при их подгибке. Механизм цля подгибки концов выполнен в вице фильеры, через которую проталкивается предварительно на оправке 3 цилиндр. Фильера образована втулкой 33, установленной в смонтированном на станине 1 корпусе 34, подгибающим роликом 35 и подперживающим роликом 36- Ролики 35 и 36 пра;цаются относительно оси, коюрая перпендикул5фна оси втулки 33. Механизм для перемещения заготовки с оправки 3 на оправку 4 установлен на балке 37 и состоит из каретки 38, установленной в направляющей 39 и соединенной со щтоком пневмоцилиндра 40, и толкателей 41, шарнирно установленных на каретке и стянутых пружиной 42. Для разведения толкателей 41 служит упор 43. Предлагаемое устройство работает следующим образом. В исходном положении оправка 3 для гибки заготовок поднята над гибочными роликами 18 JI установлена соосно с оправкой 4 для подгибки концов и втулкой 33 механиз подгибки концов, при этом замок крыт. Заготовку 19 цилиндра устанавливают на гибочные ролики 18 так, чтобы ее боковые грани были перпендикулярны их оси. После этого включают гидроцилиндр 9. При этом жестко закрепленное на штоке 10 гидроцилиндра 9 коромысло 13 отпускает пружину 11, которая поддерживает коромысло 8 с тягами 5 и 6 в верхнем положении, а жестко соединенный с коромыслом 13 толкатеш 12 закрывает устаноаченный на тяге 6 замок 7, который обхватывает свободн. шейку оправки 3 для гибки заготовок, Затем шток 10 гидроцияиндра 9 начинает опускать коромысло 13. При этом огфавка 3 для гибки заготовок также перемещается вниз и, спускаясь на установленную на гибочные ролики 18 заготовку 19 и изгибая ее вокруг себя, дохо- дит до опоры 2, раздвигая при этом гибочные ролики 18 и сжимая пружины 20. Затем включают гидроцилиндр 27, который через коромысло 28, зубчатые рейки 25 и 26, зубчатые секторы 21 и 22 поворачивает П-образный рычаг 15 с гибочным роликом 18 вокруг оси оправки 3 для гибки заготовок, причем гибочный ролик 18 изгибает заготовку вокруг оправки до тех пор, пока образующая гибочного ролика не дойдет до конца заготовки. При этом пружины 20 с параболической характеристикой обеспечивают необходимое гибочное усилие. Затем гибочный ролик 18 возвращается в исходное положение, Второй гибочный элемент срабатывает аналогично. После этого оправка 3 для гибки заготовок вместе с обернутой вокруг нее заготовкой под действием гиароцилиндра 9 поднимается и устанавливается соосно с оправкой 4 для подгибки концов. Коромысло 8 при этом упирается в опору 2 снизу, а коромысло 13, продолжая подни.маться, сжимает пружины 11 и раскрывает своим толкателем 12 замок 7, освобождая оправку 3 для гибки заготовок. Затем включают пневмоцилиндр 40, поц действием которого каретка 38с шарнирно за крепленными на ней толкателями 41 начинает перемещаться вправо, при этом толкатели отходят от упора 43 и стягиваются пружино 42, обхватывая оправку 3 аля гибки заготовок. При дальнейшем движении каретки 38 толкатели 41 перемещают заготовку цилиндра с оправки 3 для гибки заготовок на опра ку 4 для подгибки концов. Подгибку концов заготовки осуществляют после того, как оправка 3, опускаясь, вьшдет из зоны действия оправки 4. Пневмоцилиндром 40 перемещают толкатели 41 влево, который раскрываются упором 43, пропуская между собой оправку 4 для подгибки концов с находящейся на ней заготовкой цилиндра, движущуюся за толкателями 41 под действием гидроцилиндра 30. Оправка 4, перемещаясь дальше, входит во втулку 33, вдвигая в нее своим буртиком заготовку цилиндра, после чего подгибающий ролик 35 подгибает концы заготовки на лыску 32. Гидроцилиндр 30 перемещает заготовку до выхода ее из втулки 33, где она снимается. Затем оправка 4 аля подгибки концов возвращается в исходное положение. Цикл повторяется. Выполнение процесса гибки заготовок на оправке меньшего диаметра, а подгибки концов заготовок на другой оправке, имеющей диаметр, равный номинальному внутреннему диаметру заготовки, обеспечивает точность изготовления- цилиндрических корпусов. 52 1.Станок для изготовлен ---: чюоч/ю--:. содержащий раз ле1цсин ге на стагпис )П-«дной MexaHn3N для гибки заготопкп, п -:л очающий оправку и расположс пгь с по обе стороны от нее гибоч1 ыо i: рпводимый от силового цилиндра мехаипог-л для подгибки концов, о т л )1 ч а ю щ и li с ; тем, что, с целью повышения точности изготовлеш я обечаек за счет вoз ;oжпocти осуществления опера 1нп гкбк1 и поагибки на отдельнЬХ оправках, он снабжен смонтирогзанньгм на станине механг :змом аля перемошония заготовки нз механизма для гибки в механизм для поагибки концов, вь полненпьгл; в виде приводимой от.дополнительного силового цилиндра каретки, шарнирно установ.тонных на ней и стянутых пружиной толкателей и служащего для разведения последних жегтко закрепленного на кчретке упора, а кажды 1з гибочных эле :ентов снабжен пружиной с параболической характеристикой, при этом мехаш зм для подгибки концов прецстапляет собой установленную на штоке силового цилиндра индивидуальную оправку, соосно расположенную с ней втулку, образованную двумя полукольцами и смонтированньп ти в промежутках между последни.1и соответственно подгибаюши,- и поэдерживающп.; роликами с образование.г между штми и втулко Фп/тТ)еры для прохода заготовки. 2.Станок по п. 1, о т л и ч а ю ш и iiс я тем, что оправка механизма для гибкп, подвижная в направлении, перпенднкулярнгм своей оси, одним концом связана с приводом жестко, а другим - через имеющийся замок. J . 7
(Риг. 1 4/ 38 II 4 /
I
Ч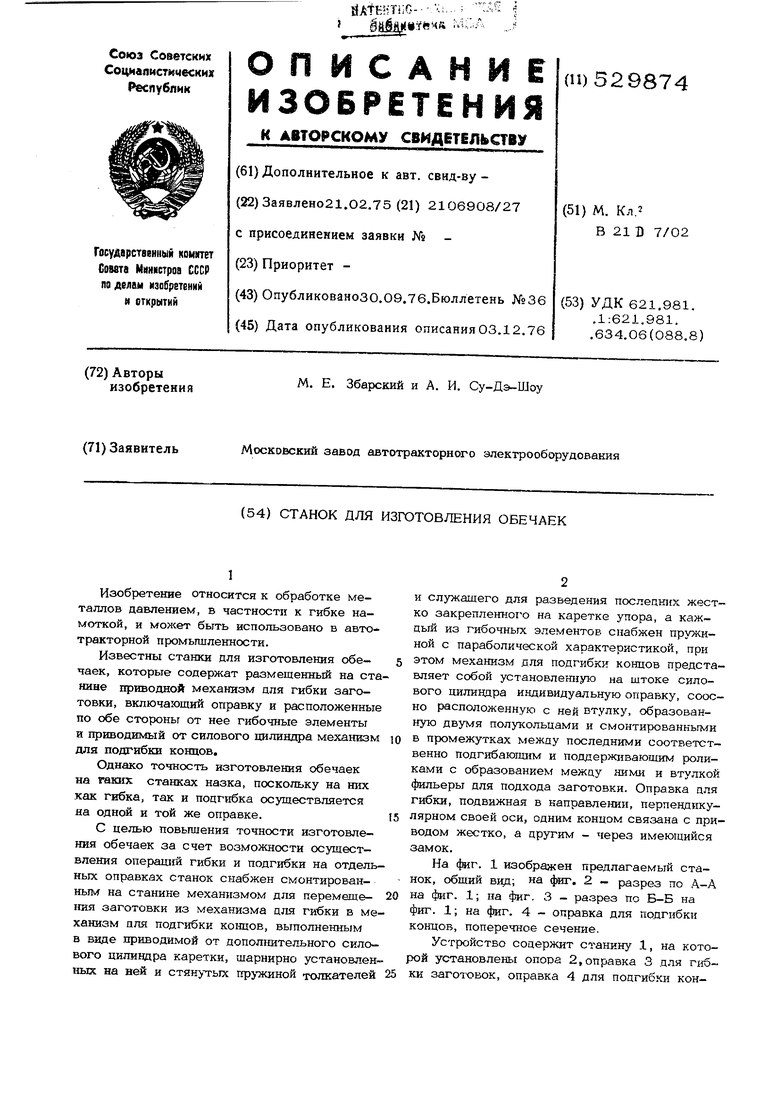
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для гибки цилиндрическихиздЕлий | 1979 |
|
SU804079A1 |
| Устройство для гибки труб | 1989 |
|
SU1731353A1 |
| Устройство для подгибки кромок изделий из листового материала | 1977 |
|
SU725742A1 |
| СТАНОК ДЛЯ ГИБКИ ПРОФИЛЕЙВС?СО:СП:.;АЛ Iттп^-'^1^мш1ц>&^EHSJiHOj^^KA 1 | 1973 |
|
SU369960A1 |
| Станок для гибки длинномерных заготовок | 1982 |
|
SU1057143A2 |
| Устройство для гибки обечаек из листовых заготовок | 1985 |
|
SU1269881A2 |
| Автомат для сгибания фигурных изделий | 1981 |
|
SU963646A1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ТРУБ | 2010 |
|
RU2434703C1 |
| Штамп автомат для двухпереходной гибки штучных заготовок | 1982 |
|
SU1038006A1 |
| Гибочно-сварочная машина для изготовления металлоконструкций | 1977 |
|
SU671970A1 |