1
Изобретение относится к области обработки металла давлением, в частности к устройствам для изготовления деталей из листовых заготовок.
Известно устройство для гибки деталей типа короба, содержащее оправки и расположенные по обе стороны оправок основные и дополнительные гибочные рычаги, размещенные на ползунах, приводимых от силовых цилиндров, и гибочные ролики, установленные на ползунах между основными и дополнительными гибочными рычагами 1.
Однако это устройство имеет слоЖНую конструкцию, а также невозможно с помощью этого устройства обеспечить при гибке профилированных заготовок качественное выполнение радиусных зон. Кроме того, из-за инерционности концов заготовки производительность устройства ограничена жесткостью заготовки. При увеличении скорости гибки заготовка избигается на роликах в обратную сторону, так как нет устройств, поддерживающих свободные концы в процессе гибки. Известно устройство для гибки деталей типа короба из профилированных листовых заготовок, содержащее оцравку, а также расположенные по обе стороны оправки копиры и две пары гибочных рычагов, шарнирно связанных между собой, с приводом от силовых цилиндров 2. Устройство
является наиболее близким к изобретению по технической сущности и достигаемому результату.
Однако, поскольку профили копиров выполнены исходя из определенной траектории ролика и закона движения гибочных рыгачов, а в процессе изготовления и износа неизбежны погрещности в геометрии каждого копира, то качество изготавливаемого изделия снижается в связи с тем, что каждый ролик одновременно взаимодействует в процессе гибки с двумя копирами. Оптимизация распределения сил на гибочных рычагах в процессе гибки достигается дальнейщим усложнением
профилей копиров, процесс изготовления которых сложен и трудоемок. Кроме того, копиры на подвижных рычагах увеличивают массы последних, что снижает допустимые скорости их поворота.
. Целью изобретения является упрощение конструкции устройства при одновременном повышекии его производительности и качества изготавл таемых изделий. Это достигается тем, что в каждой паре
рычагов один из рычагов выполнен двуплечим, причем одно плечо связано со штоком силового цилиндра и С11абжено роликом, взаимодействующим с неподвижно закрепленным па станине копиром, рабочая часть которого вьшолиена в виде двух последовательно
расположенных цилиндрических поверхностей, оси которых совмещены с осями соответствующих цилиндрических участков оправки.
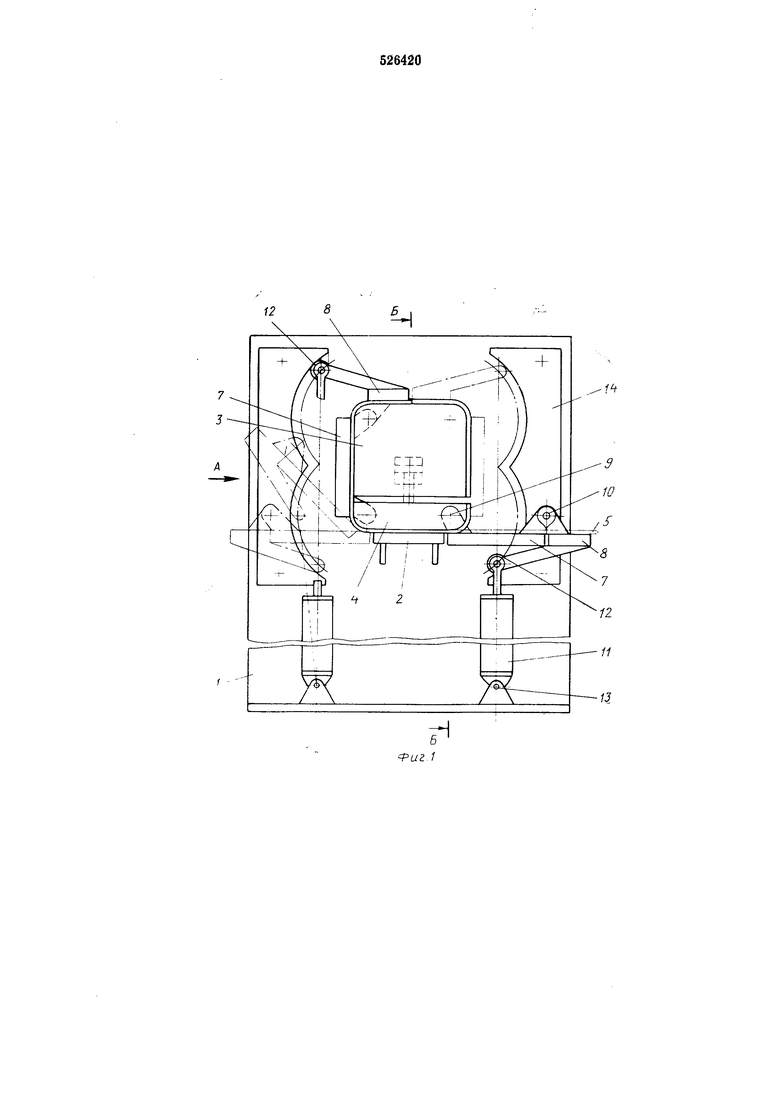
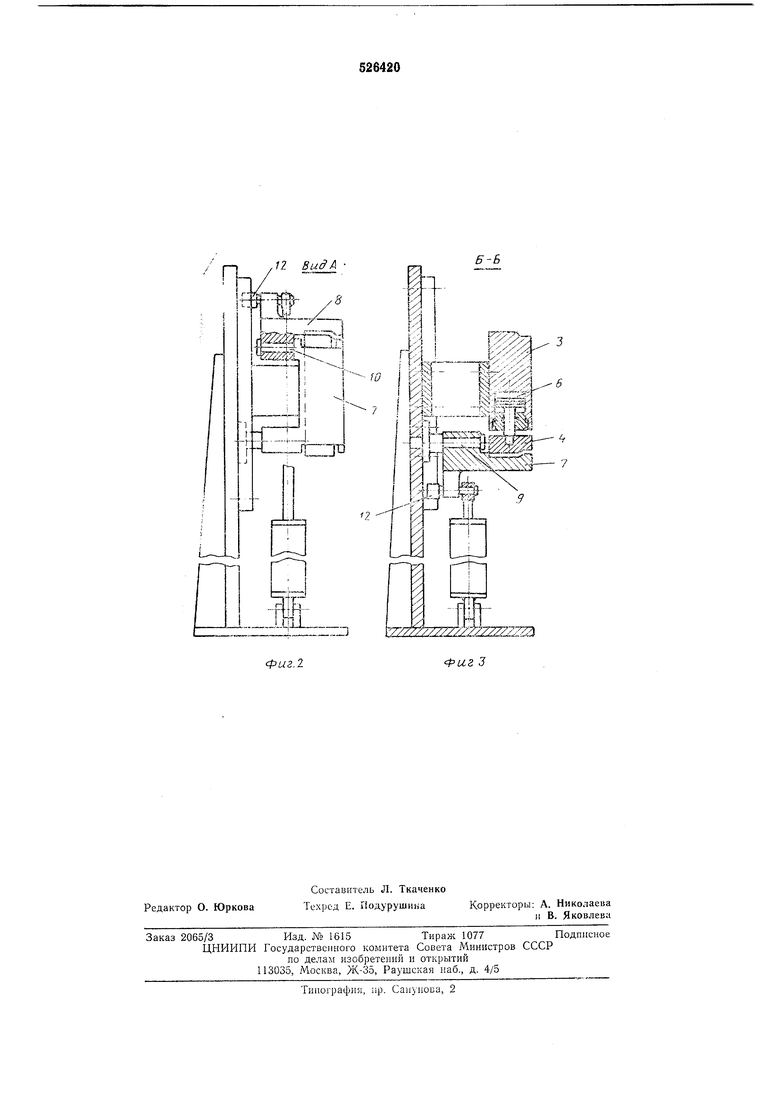
На фиг. I схематически изображено предлагаемое устройство; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - сечение по Б-Б на фиг. 1.
Устройство представляет собой станину 1 с установленными на ней столом 2 и опраВКой 3, часть которой выполнена подвижной и служит прижимом 4, прижимающим заготовку 5 к столу с помощью пневмоцилиндра 6. По обе стороны относительно оправки расположены гибочные рычаги 7 и 8. Рычаги 7 щарнирами 9 соединены со станиной. Рычаги 8 выполнены двуплечими и соединены с рычагами 7 в своих средних частях шарнирами 10. Рабочие поверхности гибочных рычагов повторяют профиль заготовки и отстоят от осей щарниров 9 и 10 на расстояниях, равных суммам соответствующих радиусов оправки и толщины листа заготовки. Плечи рычагов 8, обращенные к рычагам 7, щарнирно соединены со щтоками силовых цилиндров 11 и снабжены роликами 12. Цилиндры щарнирами 13 соединены со станиной и служат приводами гибочных рычагов. Ролики 12 взаимодействуют с укрепленными на станине копирами 14, причем рабочий профиль каждого из них выполней в виде двух дуг, центры радиусов которых совмещены с центрами радиусов соответствующих углов оправки. Размеры радиусов верхних дуг равны сумме межцентрового расстояния между осями ролика 12 и щарнира 10 и радиуса ролика, и радиусы нижних дуг -сумме межцентрового расстояния между осями ролика и шарнира 9 и также радиуса ролика при положении гибочных рычагов в том и другом случае, когда их рабочие поверхности лежат в одной плоскости.
Устройство работает следующим образом.
В исходном положении щтоки силовых цилиндров 11 находятся в крайних нижних положениях, рабочие поверхности гибочных рычагов развернуты в одну плоскость, на которую укладывается заготовка, которая затем прижимается к столу прижимом 4. С ходом штоков цилиндров вверх гибочные рычаги 7 поворачиваются вокруг осей щарниров 9, огибая заготовку вокруг нижних углов оправки. Цилиндры И при этом поворачиваются на шарнирах 13. При этом рычаги 7 и 8 перемещаются как одно целое, и ролики 12 в пределах лифтов могут не касаться нижних дуг копиров до тех пор, пока оси цилиндров не пересекут оси шарниров 10, после чего копиры удерживают ролики, предотвращая подвижность g Щарнирах 10, до момента заверщения процесса гибки нижних углов детали, когда рычаги 7 прижмут заготовку к боковым граням оправки, а ролики перейдут на верхние дуги копиров. В этом положении оси шарниров 10 совмещаются с центрами радиусов верхних дуг копиров, тем самым рычаги 7 фиксируются, а рычаги 8, поворачиваясь на шарнирах 10, огибают заготовку вокруг верхних углов оправки. При обратном ходе приводов рычаги возвращаются в исходное положение, последовательно поворачиваясь на шарнирах 10 и 9. Прижим 4 отводится внутрь контура детали, после чего она снимается.
За счет оптимальных масс гибочных рычагов и упрощения кинематики механизма гибки повышается скорость гибки. Производительность устройства на 30-50% выше известного при меньшем расходе воздуха (в случае использования пневмоцилиндров).
Простая конфигурация копиров, выполняемая конкретными радиусами, повышает технологичность устройства и одновременно улучщает качество изготавливаемых изделий, так как погрешности кинематики сводятся к минимуму, а последовательное взаимодействие роликов с дугами копиров исключает перенос на изделие погрешностей обоих копиров одновременно. За счет технологичности и упрощения конструкции стоимость станка на 20-40% ниже известного.
Формула изобретения
Устройство для изготовления деталей типа короба, содержащее установленную на станине оправку, а также расположенные по обе стороны оправки копиры и две парышарнирно связанных между собой гибочных рычагов с приводом от силовых цилиндров, отличающееся тем, что, с целью упрощения конструкции, в каждой паре рычагов один из рычагов выполнен двуплечим, причем одно плечо связано со штоком силового цилиндра и снабжено роликом, взаимодействующим с неподвижно закрепленным на станине копиром, рабочая часть которого выполнена в виде двух последовательно расположенных цилиндрических поверхностей, оси которых совмещены с осями соответствующих цилиндрических участков оправки.
Источники информации, принятые во внимание при экспертизе:
1.Авт. св. № 416127, В 21D 7/02, 1971.
2.Авт. св. ЛСо 364374, В 21D 7/02, 1967 (прототип) .
/J
.72 В ид А
Фиг.2
Б-Б
2Z3
Фиг 3
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИИ ИЗ ЛИСТОВЫХ | 1973 |
|
SU364374A1 |
| Устройство для гибки замкнутых профилей | 1983 |
|
SU1127665A1 |
| Установка для изготовления деталей | 1987 |
|
SU1503929A1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ С РАСТЯЖЕНИЕМ ВОЛНООБРАЗНЬ1Х ИЗДЕЛИЙ | 1970 |
|
SU265057A1 |
| Устройство для гибки длинномерных изделий | 1980 |
|
SU893317A1 |
| Листогибочная машина | 1987 |
|
SU1423216A1 |
| Станок для изготовления деталей с двумя отогнутыми концами, преимущественно рулей велосипедов | 1988 |
|
SU1530287A1 |
| Станок для изготовления замкнутых коробчатых изделий | 1986 |
|
SU1400710A2 |
| Устройство для одновременной гибки нескольких профилей | 1973 |
|
SU470331A1 |
| Устройство для изготовления спиральных трубчатых электронагревателей | 1988 |
|
SU1530311A2 |