к тиглю обеспечивает надежное закрывание ванны с расплавленным металлом при любом угле наклона тигля и
позволяет откатывать крышки по опор- . ным роликам и опускать их вдоль боковых стенок тигля. 7 -щ.;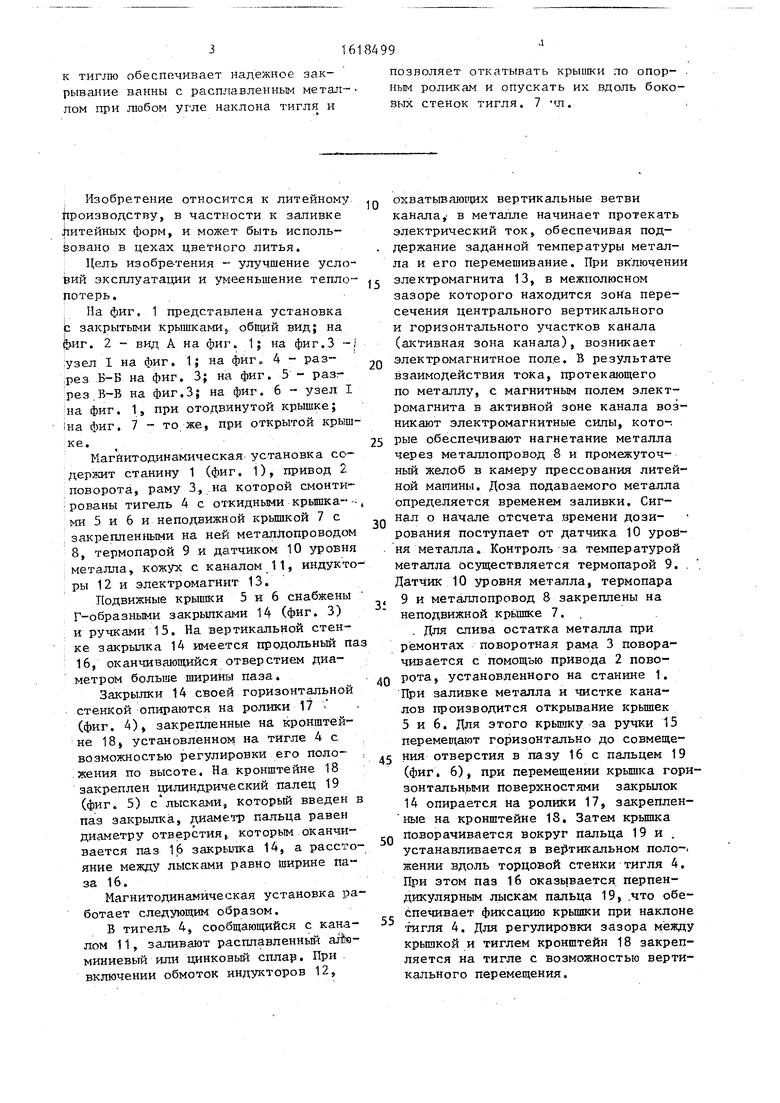
| название | год | авторы | номер документа |
|---|---|---|---|
| Магнитодинамическая установка | 1988 |
|
SU1618500A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ЗАЛИВКОЙ И ДОЗИРОВАНИЕМ РАСПЛАВЛЕННОГО МЕТАЛЛА | 1992 |
|
RU2006341C1 |
| Устройство для заливки металла | 1979 |
|
SU854587A1 |
| ВАКУУМНО-КОМПРЕССИОННАЯ ЛИТЕЙНАЯ УСТАНОВКА | 1972 |
|
SU423570A1 |
| Установка для литья под низким давлением | 1974 |
|
SU571179A3 |
| Устройство для питания жидким металлом, преимущественно для машин литья под давлением с горизонтальной холодной камерой прессования | 1972 |
|
SU436704A1 |
| Установка для литья под низким давлением | 1978 |
|
SU789236A1 |
| Индукционная печь | 1979 |
|
SU866396A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU2051005C1 |
| Заливочное устройство | 1976 |
|
SU980957A1 |
Изобретение относится к литейному производству, в частности к маг- нитодинамическим установкам (ИДУ) для заливки расплавленного цветного металла в литейные формы. Цель изобретения - улучшение условий эксплуатации и уменьшение теплопотерь. МДУ содержит станину 1, привод 2 поворота, поворотную раму 3, на которой смонтированы футерованный тигель 4 с откидными крышками 5 и 6, кожух с каналом 11, электромагнитные системы (индукторы и электромагнит), метал- лопровод 8. Крышки снабжены закрылками 14, горизонтальная поверхность которых опирается на ролики, а вертикальная имеет паз, оканчивающийся отверстием с диаметром, большим ширины паза. В это отверстие введен - закрепленный на кронштейне тигля круглый палец с лысками, диаметр которого равен диаметру отверстия в пазу крышки, а расстояние между лысками - ширине паза. Привязка крышек & Л и/. 7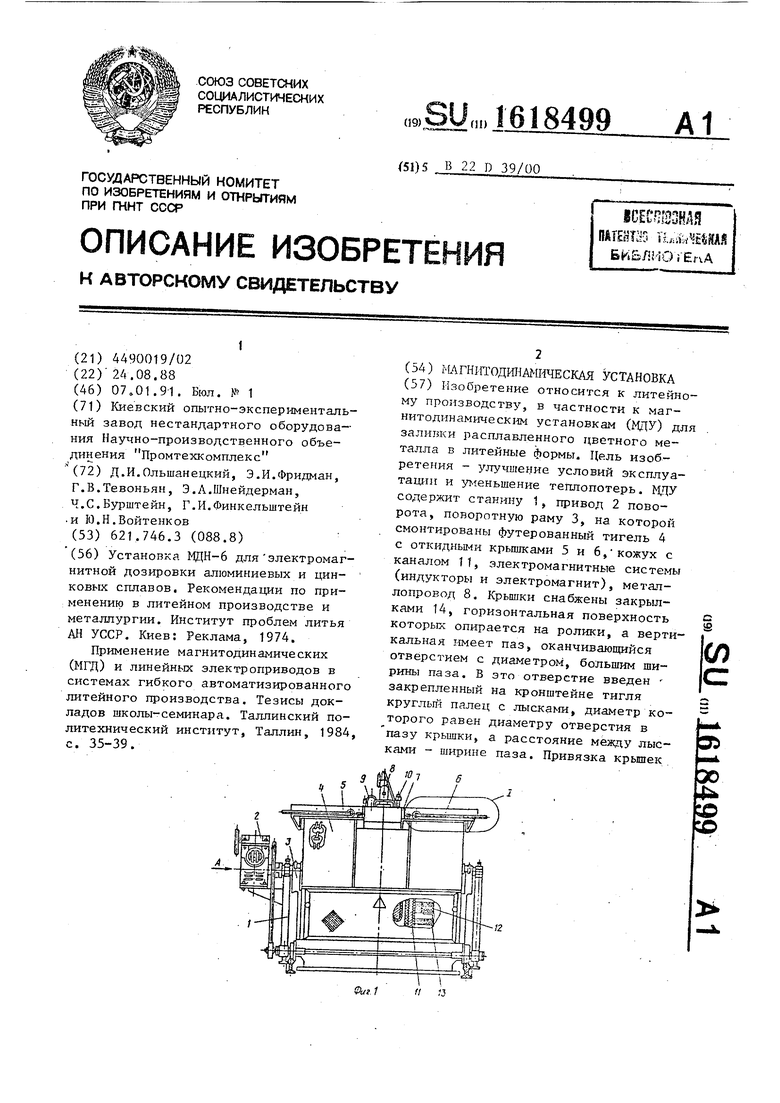
Изобретение относится к литейному производству, в частности к заливке литейных форм, и может быть использовано в цехах цветного литья.
Цель изобретения - улучшение условий эксплуатации и умееньшение теплопотерь.
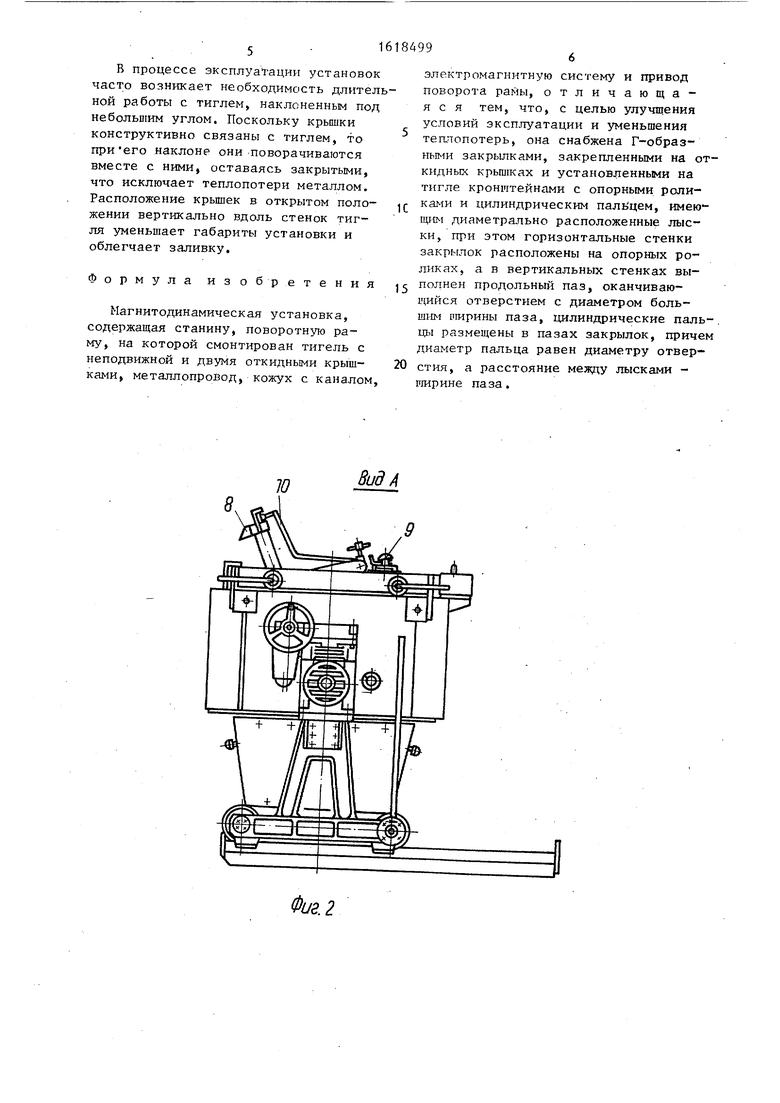
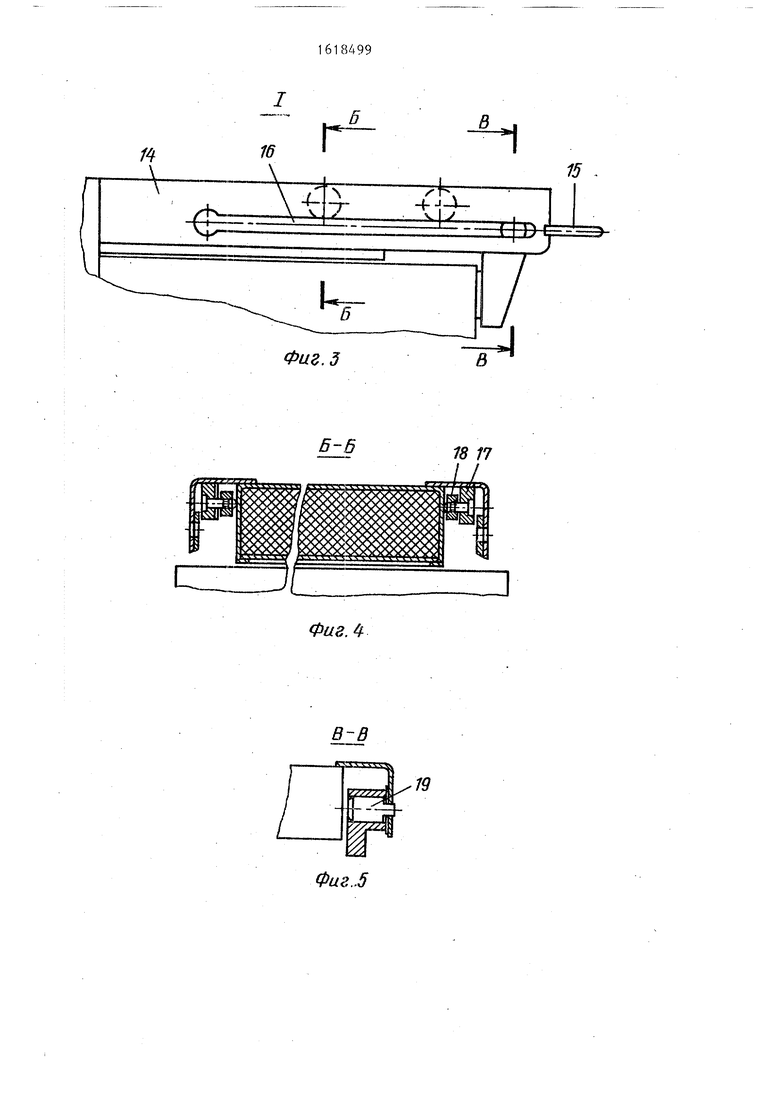
На фиг. 1 представлена установка с закрытыми крышками, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг.З -./ узел I на фиг. 1; на фиг. 4 - раз- рез .Б-Б на фиг. 3; на фиг. 5 - разг- рез.В-В на фиг.З; на фиг. 6 - узел I на фиг. 1, при отодвинутой крышке; на фиг. 7 - то же, при открытой крышке.
Магнитодинамичеекая установка содержит станину 1 (фиг. 1), привод 2 поворота, раму 3, на которой смонтированы тигель 4 с откидными крышка--1 ми 5 и 6 и неподвижной крышкой 7 с закрепленными на ней металлопроводом 8, термопарой 9 и датчиком 10 уровня металла, кожух с каналом 11, индукторы 12 и электромагнит 13.
Подвижные крышки 5 и 6 снабжены : Г-образными закрылками 14 (фиг. 3) и ручками 15. На вертикальной стенке закрылка 14 имеется продольный паз 16, оканчивающийся отверстием диа- метром больше ширины паза.
Закрылки .14 своей горизонтальной стенкой опираются на ролики 17 - - (фиг. 4) закрепленные на кронщтей- ; не 18, установленном на тигле 4 с. ; возможностью регулировки его поло- : :жения по высоте. На кронштейне 18 закреплен цилиндрический палец 19 (фиг. 5) с лысками, который введен в паз закрылка, диаметр пальца равен диаметру отверстия, которым оканчивается паз 16 закрылка 14, а расстояние между лысками равно ширине паза 1 6 .
Магнитодинамйческая установка работает следующим образом.
В тигель 4, сообщающийся с кана- лом 11, заливают расплавленный алЪ- миниевый или цинковый сплав. При включении обмоток индукторов 12,
0
5
д 5
.«
55
охватывающих вертикальные ветви канала, в металле начинает протекать электрический ток, обеспечивая поддержание заданной температуры металла и его перемешивание. При включении электромагнита 13, в межполюсном зазоре которого находится зона пересечения центрального вертикального и горизонтального участков канала (активная зона канала), возникает электромагнитное поле. В результате взаимодействия тока, протекающего по металлу, с магнитным полем электромагнита в активной зоне канала возникают электромагнитные силы, кото-: рые обеспечивают нагнетание металла через металлопровод 8 и промежуточный желоб в камеру прессования литейной машины. Доза подаваемого металла определяется временем заливки. Сигнал о начале отсчета времени дози- рования поступает от датчика 10 ypoS- ня металла. Контроль за температурой металла осуществляется термопарой 9. . Датчик 10 уровня металла, термопара 9 и металлопровод 8 закреплены на неподвижной крышке 7.
. Для слива остатка металла при ремонтах поворотная рама 3 поворачивается с помощью привода 2 поворота, установленного на станине 1. При заливке металла и чистке каналов производится открывание крышек. 5 и 6. Для этого крышку за ручки 15 перемещают горизонтально до совмещения отверстия в пазу 16 с пальцем 19 (фиг. 6), при перемещении крышка горизонтальными поверхностями закрылок 14 опирается на ролики 17, закреплен- ные на кронштейне 18. Затем крышка поворачивается вокруг пальца 19 и . устанавливается в вертикальном поло-, жении вдоль торцовой стенки тигля 4. При этом паз 16 оказывается перпендикулярным лыскам пальца 19, .что обеспечивает фиксацию крышки при наклоне тигля 4. Для регулировки зазора между крышкой и тиглем кронштейн 18 закрепляется на тигле с возможностью вертикального перемещения.
В процессе эксплуатации установок часто возникает необходимость длителной работы с тиглем, наклоненным под небольшим углом. Поскольку крышки конструктивно связаны с тиглем, то при его наклоне они поворачиваются вместе с ними, оставаясь закрытыми, что исключает теплопотери металлом. Расположение крышек в открытом положении вертикально вдоль стенок тигля уменьшает габариты установки и облегчает запивку.
Формула изобретения
Магнитодинамическая установка, содержащая станину, поворотную раму, на которой смонтирован тигель с неподвижной и двумя откидными крышками, металлопровод, кожух с каналом
8
Фиг. 2
электромагнитную систему и привод поворота рамы, отличающаяся тем, что, с целью улучшения условий эксплуатации и уменьшения
теплопотерь, она снабжена Г-образ- ными закрылками, закрепленными на откидных крышках и установленными на тигле кронштейнами с опорными роликами и цилиндрическим паль цем, имеющим диаметрально расположенные лыс- ки, при этом горизонтальные стенки закрылок расположены на опорных ро- ликах, а в вертикальных стенках выполнен продольный паз, оканчивающийся отверстием с диаметром большим ширины паза, цилиндрические паль-, цы размещены в пазах закрылок, причем диаметр пальца равен диаметру отверстия, а расстояние между лысками - ширине паза.
ЗидА
о
Си
i Си
t
о со
чо vo
fll9.6
I
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Рекомендации по применению в литейном производстве и металлургии | |||
| Институт проблем литья АН УССР | |||
| Киев: Реклама, 1974 | |||
| Применение магнитодинамических (МГД) и линейных электроприводов в системах гибкого автоматизированного литейного производства | |||
| Тезисы докладов школы-семинара | |||
| Таллинский политехнический институт, Таллин, 1984, с | |||
| Скоропечатный станок для печатания со стеклянных пластинок | 1922 |
|
SU35A1 |
