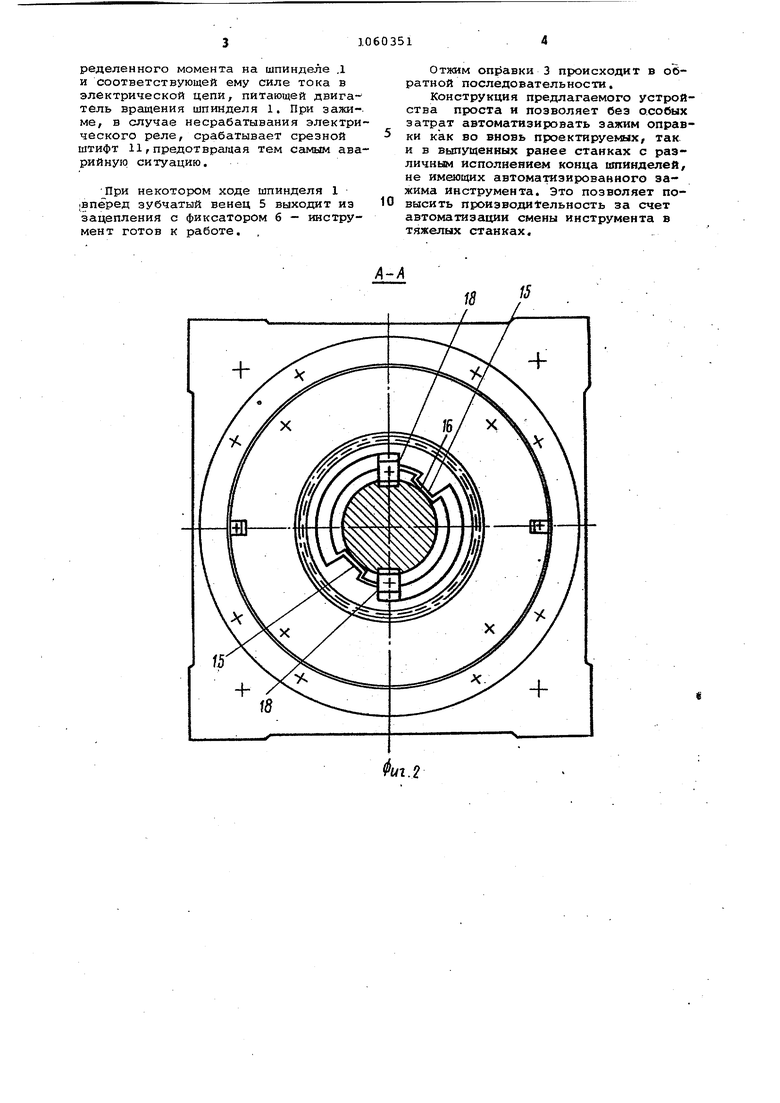
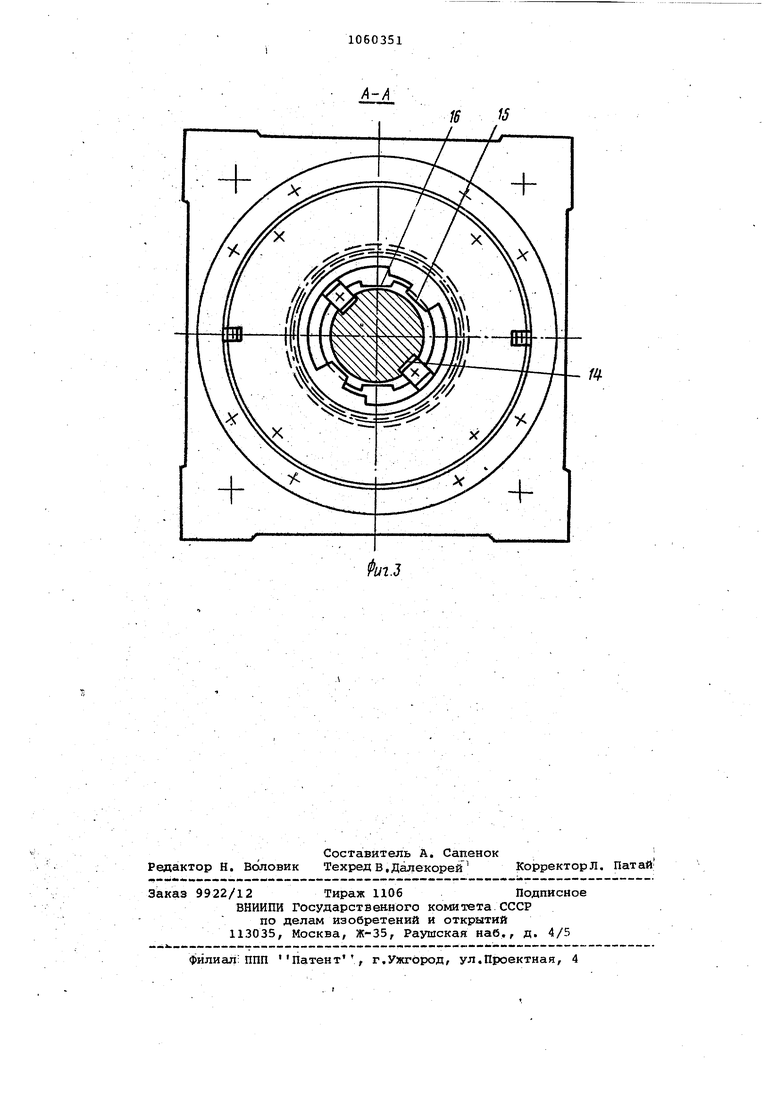
Изобретение относится к станкостроению и может быть использовано в тяжелых фрезерно-расточных станках с автоматической сменой инструмента. Известно устройство для зажима инструментальной в шпинделе тяжелого фрезерно-расточного; станка содержащее связанную со шпинделем накидную гайку и установленный на шпиндельной бабке с возможностью взаимодействия с гайкой фиксатор l Однако конструкция данного устройства не позволяет автоматизировать зажим оправки в шпинделе ста ка и тем самым делает невозможным использование устройства в станках с автоматической сменой инструмента Кроме того, в данном устройстве конусное отверстие для установки оправки выполнено непосредственно в шпинделе, что не дает возможности установки устройства, при необходимости на станки с другим конструктивным исполнением конца шпинделя станка, Цель изобретения - повышение про изводительности за счет автоматизации зажима оправок в станках с различным конструктивным выполнением конца шпинделя. Поставленная цель достигается тем, что в устройстве для зажима инструментальной оправки в шпинделе тяжелого фрезерно-расточного станка содержащем связанную со шпинделем накидную гайку и установленный на шпиндельной бабке с возможностью 1 взаимодействия с гайкой фиксатор, накидная гайка установлена на корпу се введенного в устройство патрона, выполненного с в нутренним конусом, соответствующим диаметру шпинделя, и закрепленного на .шпинделе станка, при этом на наружной поверхности накидной гайки выполнен зубчатый венец, а фиксатор выполнен в виде кольца с внутренним зубчатым венцом На фиг. 1 представлено предлагае мое устройство, разрез вдоль оси шпинделя; на фиг. 2 - сечение н фиг, 1, положение при введении опра ки в конус шпинделя; , на фиг, 3 - то же, положение при зажиме оправки. в конусе шпинделя 1 стайка закре лен корпус 2 патрона с внутренним конусом для установки в нем оправки 3, На корпусе 2 патрона установл на накидная гайка 4 с зубчатым венцом 5, входящим в зацепление с внут ренним зубчатым венцом фиксатора 6, закрепленного на торце кольца 7с помощью болтов (не показаны) и шпонок 8. Кольцо 7 посажено в расточке кольца 9 и замкнуто кольцом 10, В отверстие, выполненном в кольцах 7 и 9, пропущен срезной штифт 11. Кол цо 9 закреплено на торце шпиндельной бабки 12. На торце корпуса 2 патрона закреплены шпонки 13, входящие в шпоночные пазы 14 оправки 3, Накидная гайка 4 имеет выступы 15, входящие в пазы 16, выполненные в оправке 3, которая имеет кольцевую канавку 17, Накидная гайка 4 имеет также уступы 18. Устройство работает следующим образом. Перед началом зажима, в положении при введении оправки 3 в конус шпинделя (фиг. 2), все детали находятся в определенном сориентированном друг относительно друга положении, а именно: шпонки 13 совмещены с пазами 14, гайка 4 уступами 18 упирается в шпонки 13 и в этом положении.фиксируется силами трения в |резьбе выступы 15 гайки 4 при этом обязательно совпадают с пазами 16 оправки 3. Таким образом, роль фиксатора положения гайки 4 на корпусе 2 выполняет в одну сторону уступ 18, вз аимодействующий со шпонками 13, а в противоположную - силы трения в резьбе гай.ки 4, Начальное положение гайки 4 при зажиме оправки 3 соответствует конечному положению гайки 4 при отжиме оправки 3, Зажим оправки 3 в корпусе 2 патрона производится следующим образом, В положении шпинделя 1, когда зубчатый венец 5 накидной гайки 4 не зацеплен с фиксатором 6, оправка 3 с помощью манипулятора (не показан) вводится в конус корпуса 2 патрона, постоянно закрепленного в конусе шпинделя 1, до у-пора правого торЦа фланца оправки 3 в шпонки 13. Затем ;Вращением шпинделя 1 шпонки 13 устанавливаются напротив шпоночных пазов 14 оправки 3 и под воздействием манипулятора пазы 14 совмещаются со шпонками 13, Одновременно выступы 15 накидной гайки 4 совпадают с пазами 16.оправки 3, которая при этом. полностью вХол.и. в сопряжениес конусом корпуса 2 патрона. После этого перемещением шпинделя 1 назад зубчатый венец 5 вводится в зацепление с фиксатором б. При дальнейшем вращении шпинделя 1, а вместе с ним и оправки 3, при зафиксированной с помощью фиксатора 6 накидной гайки 4 выступы 15, взаимодействуя с канавкой. 17 оправки 3, зажимают оправку 3 вкорпусе 2 патрона. Прекращение зажима оправки 3 происходит с помощью электрического реле (не показано), которое отключает вращение шпинделя 1 при достижеНИИ необходимого усилия зажима оправки 3 и возникающего при этом onjределенного момента на шпинделе ,1 и соответствующей ему силе тока в электрической цепи, питающей двигатель вращения шпинделя 1. При зажи-. ме, в случае несрабатывания электрического реле, срабатывает срезной штифт 11,предотвращая тем самым аварийную ситуацию.
При некотором ходе шпинделя 1 зубчатый венец 5 выходит из зацепления с фиксатором б - инструмент готов к работе.
Отжим ощэавки 3 происходит в обратной последовательности.
Конструкция предлагаемого устройства проста и позволяет без особых затрат автоматизировать зажим оправки как во вновь проектируемых, так и в выпущенных ранее станках с раэличньви исполнением конца шпинделей, не имеющих автоматизированного зажима инструмента. Это позволяет повысить производи±ельность за счет автоматизации смены инструмента в тяжелых станках.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для зажима инструментальной оправки | 1982 |
|
SU1060352A1 |
| Шпиндельная бабка | 1983 |
|
SU1096050A1 |
| Привод зажима инструмента | 1973 |
|
SU454968A1 |
| Шпиндельная бабка многооперационного станка | 1979 |
|
SU933290A1 |
| Устройство для зажима инструментальной оправки | 1984 |
|
SU1209429A1 |
| Стенд для испытания шпиндельной бабки | 1985 |
|
SU1266679A1 |
| Устройство для зажима инструментальной оправки в шпинделе фрезерно-расточного станка | 1982 |
|
SU1066761A1 |
| Металлорежущий станок | 1989 |
|
SU1664465A1 |
| МЕХАНИЗМ ФИКСАЦИИ ИНСТРУЛ\ЕНТАЛЬНОЙ ОПРАВКИ С РАДИАЛЬНЫМ СУППОРТОМ В ШПИНДЕЛЕ СТАНКА | 1972 |
|
SU348301A1 |
| Головка строгальная | 1984 |
|
SU1172654A1 |
УСТРОЙСТВО ДЛЯ ЗАЖИМА ИНСТРУМЕНТАЛЬНОЙ ОПРАВКИ в шпинделе преимущественно фрезерно-рарточного станка i содержащее связанную ей шпинделем накидную гайку и установленный на шпиндельной бабке с возможностью 10 Т 3 взаимодействия с гайкой ф1Тксатор, о т л и ч a ю щ е е с я тем, что, с целью повышения производительности за счет автоматизации зажима оправок в станках с различным конструктивным выполнением конца шпинделя, накидная гайка установлена на корпусе введенйого в устройство патрона, выполненного с внутренним конусом, соответствуюощм диаметру шпинделя, и закрепленного на шпинделе станка, при этом на наружной поверхности накидной гайки выполнен зубчатый венец,. a фиксатор выполнен в виде кольца с внутренним зубчатым венцом. % to о 00 ел
А-А
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО для МЕХАНИЧЕСКОГО ЗАКРЕПЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 0 |
|
SU368979A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
