Изобретение относится к машиностроению и может быть использовано для загрузки деталей, преимущественно формы тел вращения, в технологическое оборудование различного назначения в системе ГАП.
Целью изобретения является повышение производительности за счет интенсификации транспортирования деталей от места загрузки к месту выгрузки.
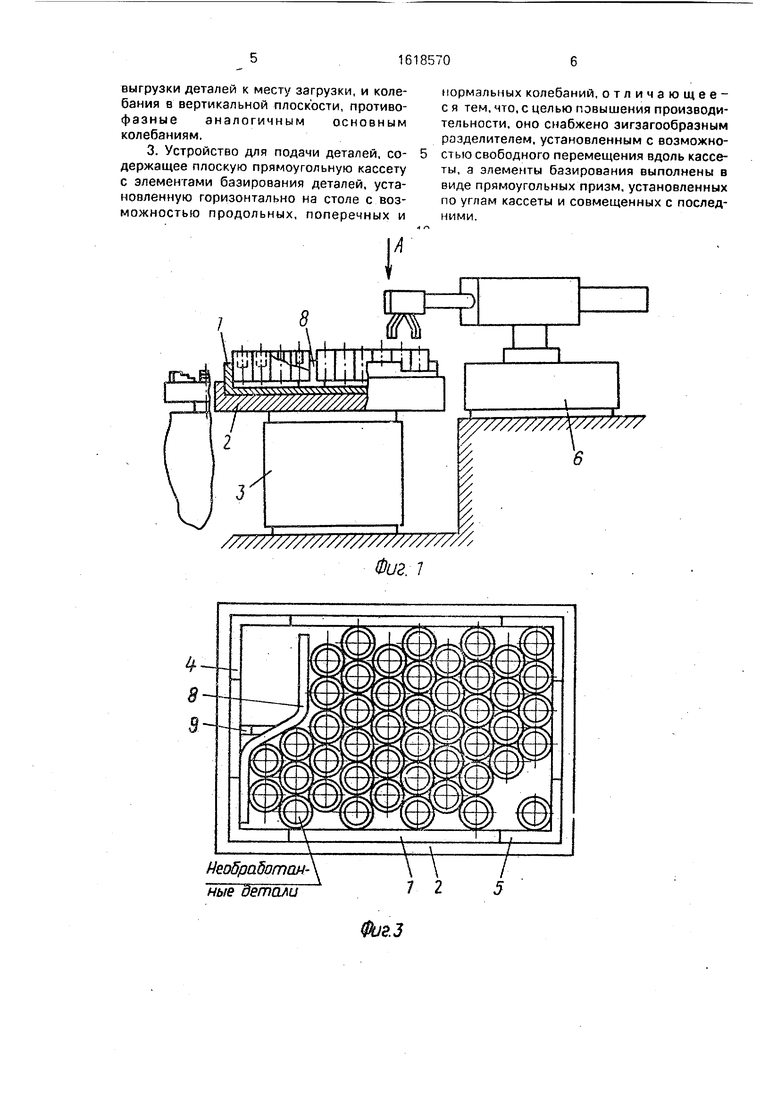
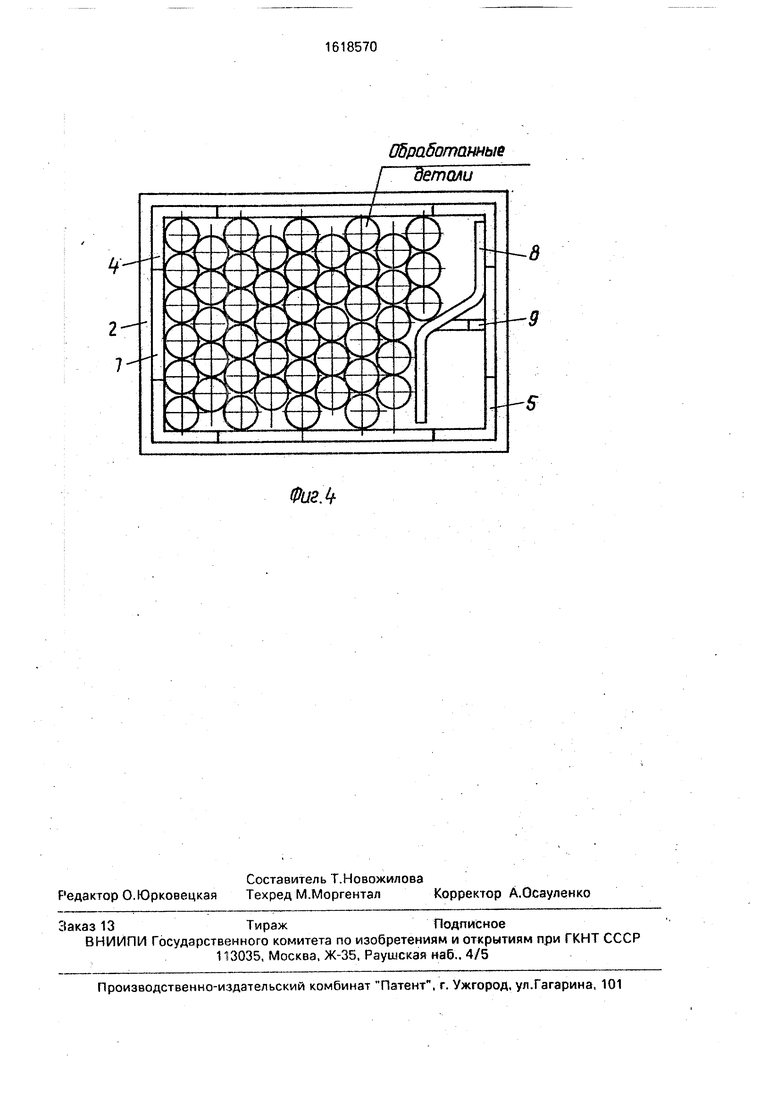
На фиг.1 изображено устройство для осуществления способа, общий вид; на фиг.2 - вид А на фиг. 1; на фиг.З и 4 - кассета соответственно с необработанными и обработанными деталями.
Способ подачи деталей реализуется с помощью устройства, выполненного в виде плоской прямоугольной кассеты Т, зафиксированной горизонтально на вибростоле 2,
Источник 3 вибрации стола 2 имеет возможность создания продольных и поперечных колебаний в горизонтальной плоскости и колебаний в вертикальной плоскости, сдвинутых по фазе относительно предыдущих. Источник 3 вибрации имеет средства для изменения амплитуды и фазы колебаний. Диагонально по углам кассеты 1 размещены элементы базирования деталей в виде прямоугольных призм 4 и 5, совмещенных с указанными углами, для фиксации деталей при загрузке (выгрузке) деталей манипулятором 6 в зону станка 7.
Для разделения двух групп деталей: обработанных и необработанных, в кассете установлен зигзагообразный разделитель 8 с возможностью перемещения вдоль кассеты 1 по пазу 9, Для осуществления способа подачи деталей группа необработанных деталей загружается в кассету 1 справа (фиг.З) от зигзагообразного разделителя 8 и транспортируется по кассете 1 за счет вибрации кассеты 1 чередованием проведения продольных, поперечных и совместно синфазных равных по амплитуде продольных и поперечных колебаний в горизонтальной плоскости, а также колебаний в вертикальной плоскости, сдвинутых по фазе относительно предыдущих,
В-результате указанных импульсных воздействий необработанные детали, описывая микротраектории эллипсной . формы, каждый раз перемещаются на шаг вдоль, поперек и под углом 45° к продольной оси кассеты 1, совершая ступенчатый путь от места загрузки к месту выгрузки,
Зигзагообразный разделитель 8 под действием вибрации стола 2 перемещается вдоль кассеты 1, способствуя формированию из группы необработанных деталей направленного потока к месту выгрузки.
Запавшие и сцентрированные призмой 5 элемента базирования в углу кассеты 1 детали манипулятором б передаются в зону станка 7. После обработки детали подаются
манипулятором 6 в зону загрузки кассеты 1 слева от разделителя 8 (фиг.2) в призму 4, расположенную в углу кассеты 1 диагональ- но-рт места выгрузки. Группа обработанных деталей в процессе транспортирования их в
0 кассете 1 постепенно увеличивается, а необработанных уменьшается, причем масса деталей в кассете 1 всегда остается примерно одинаковой.
В случае затора необработанных дета5 лей в зоне выгрузки (отсутствие детали в призме 5) вся масса деталей кассеты 1 транспортируется от листа выгрузки к месту загрузки с помощью синфазных равных по амплитуде продольных и поперечных коле0 баний в горизонтальной плоскости и колебаний , в вертикальной плоскости, противофазных аналогичным колебаниям основного цикла.
В результате указанных действий дета5 ли отходят от призмы 5 элемента базирования, а после проведения аналогичных колебаний основного цикла подача деталей манипулятором 6 в зону обработки станка 7 повторяется.
0 После загрузки кассеты 1 обработанными деталями (освобождение от необработанных) она разворачивается на 180° вокруг вертикальной оси и устанавливается на вибростоп 2 для подачи деталей на последую5 щую операцию обработки. Цикл повторяется.
Формула изобретения
1. Способ подачи деталей, включающий загрузку и выгрузку деталей в плоскую гори0 зонтально установленную прямоугольную кассету, сообщение кассете продольных и поперечных колебаний в горизонтальной плоскости, направленных от места загрузки деталей к месту выгрузки, и колебаний в
5 вертикальной плоскости, сдвинутых по фазе относительно предыдущих,о т л и ч а ю- щ и и с я тем, что, с целью повышения производительности, кассете сообщают дополнительно синфазные, равные по ампли0 туде продольные и поперечные колебания в горизонтальной плоскости, а загрузку и выгрузку деталей производят из углов кассеты, расположенных диагонально.
2. Способ по п.Т, отличающийся 5 тем, что, с цель.о разрушения заторов деталей в.месте выгрузки, кассете сообщают дополнительно синфазные, равные по амплитуде продольные и поперечные колебания в горизонтальной плоскости, направленные в обратном направлении от места
выгрузки деталей к месту загрузки, и колебания в вертикальной плоскости, противофазные аналогичным основным колебаниям,
3. Устройство для подачи деталей, содержащее плоскую прямоугольную кассету с элементами базирования деталей, установленную горизонтально на столе с возможностью продольных, поперечных и
нормальных колебаний, отличающее- с я тем, что, с целью повышения производительности, оно снабжено зигзагообразным разделителем, установленным с возможностью свободного перемещения вдоль кассеты, а элементы базирования выполнены в виде прямоугольных призм, установленных по углам кассеты и совмещенных с последними.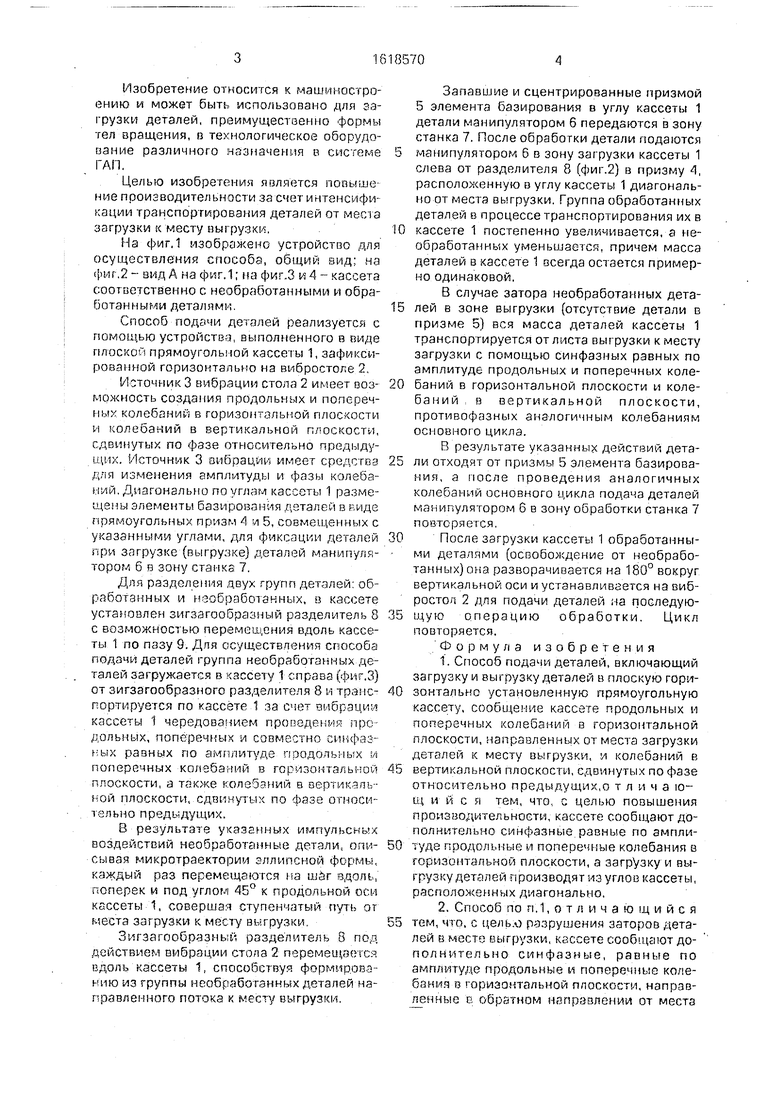
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки и контактной сварки деталей | 1978 |
|
SU770696A1 |
| Загрузочное устройство | 1985 |
|
SU1315227A1 |
| Загрузочное устройство | 1985 |
|
SU1268371A1 |
| Загрузочное устройство | 1986 |
|
SU1440667A2 |
| Способ вибрационного манипулирования деталями | 1989 |
|
SU1668235A1 |
| Магазин-накопитель деталей | 1986 |
|
SU1366354A1 |
| Устройство для групповой обработки деталей | 1990 |
|
SU1815154A1 |
| СПОСОБ ТРАНСПОРТИРОВАНИЯ БЕТОННОЙ СМЕСИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2489556C1 |
| Устройство для групповой загрузки плоских деталей | 1990 |
|
SU1780133A1 |
| Гибкий производственный модуль | 1986 |
|
SU1404273A1 |
Изобретение относится к области машиностроения и может быть использовано для загрузки деталей, преимущественно формы тел вращения, в технологическое оборудование различного назначения в системе ГАП. Целью изобретения является повышение производительности за счет интенсификации транспортирования деталей от места загрузки к месту выгрузки.Необработанные детали загружаются слева от разделителя 8 в кассету 1,установленную горизонтально на вибростоле 2,после включения источника вибрации детали начинают перемещаться к месту выгрузки, расположенному в углу кассеты и выполненному в виде призмы 5 для центрирования деталей при захвате манипулятором 6 в момент подО8раЬотаннь/( otmuu ачи в зону станка 7. Транспортирование деталей по кассете 1 осуществляется целенаправленными колебаниями стола 2 в горизонтальной плоскости: продольными, поперечными и синфазными продольными и поперечными колебаниями, равными по амплитуде, а также колебаниями в вертикальной плоскости, сдвинутыми по фазе относительно предыдущих колебаний. Цикл указанных колебаний позволяет транспортировать детали наикратчайшим ступенчатым путем к зоне выгрузки. Разделитель 8 способствует указанному движению деталей, организуя целенаправленный поток деталей в зону выдачи. Подача манипулятором 6 обработанных деталей в призму 4 слева от разделителя 8 позволяет сохранять массу деталей в кассете 1 в процессе всего времени транспортирования постоянной. В случае затора деталей в месте выгрузки (отсутствие детали в призме 5) вся масса деталей транспортируется от призмы 5 в направлении к зоне загрузки синфазными равными по амплитуде продольными и поперечными колебаниями в горизонтальной плоскости и колебаниями в вертикальной; плоскости, противофазными аналогичным основным колебаниям. 2 с. и 1 з.п. ф-лы; 4 ил. .кум детали V Ј о 00 СП XI о Ла.г
Нео5работан ные детали
Фиг. 1
Г I
ФигЛ
Обработанные
| Вибрационное устройство автоматического группового ориентирования изделий | 1982 |
|
SU1033395A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для видения на расстоянии | 1915 |
|
SU1982A1 |
