обрабатываемой детали и положение устройства подвода, а в дальнейшем в зависимости от размера детали перед очагом обработки и от степени изменения режущих свойств абразивного инструмента изменяют положение устройства подвода, рассчитывая его по математической зависимости:
5,5д+Но-Н1+К /о Nmdt, (1)
где So и Но - соответственно положение устройства подвода и размер детали запомненные в момент врезания на необходимую
глубину; Ht-текущий размер детали;
/ Nujdt - значение энергии затраченной абразивным инструментом на съем металла за время работы инструмента;
№ш - активная мощность двигателя абразивного инструмента;:
t - время работы абразивного инструмента;
К-коэффициент пропорциональности. При том текущий размер детали берут перед очагом обработки на расстоянии, определяемом по формуле:
-L-: дн
vy
(2).
гдеЛ/д - скорость перемещения детали;
. Vy - скорость перемещения устройства подвода;
А Н - абсолютная величина максимально-допустимого отклонения размера детали от номинального значения. .
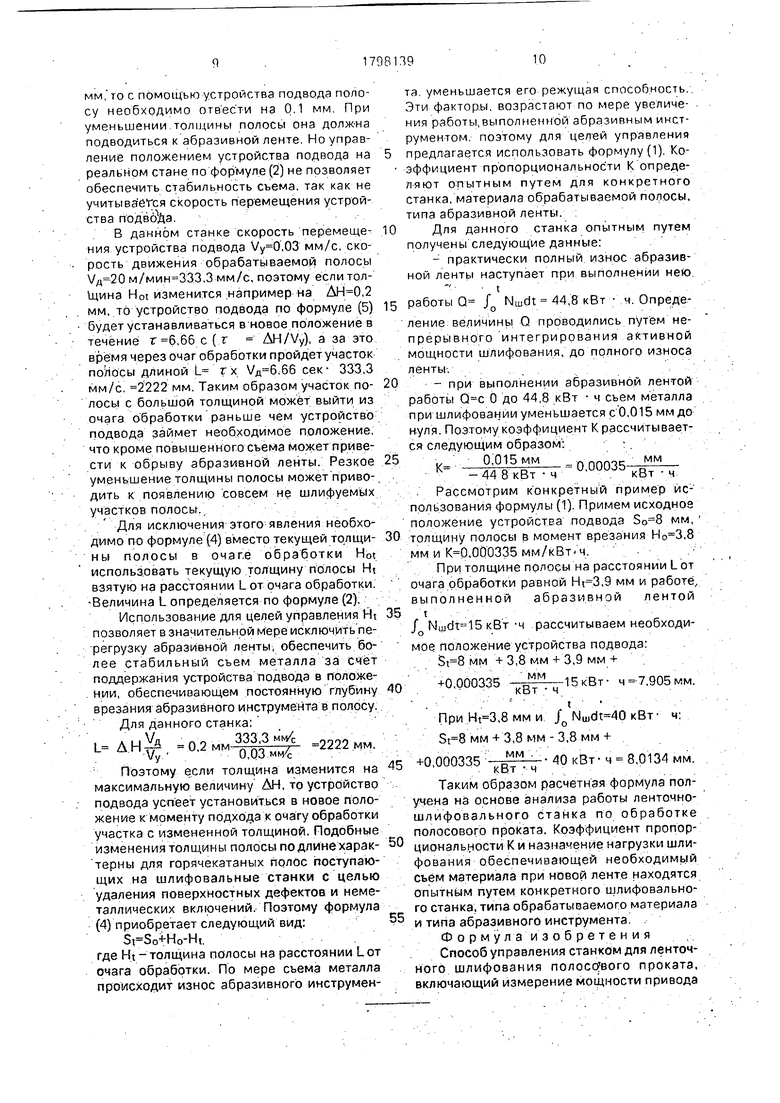
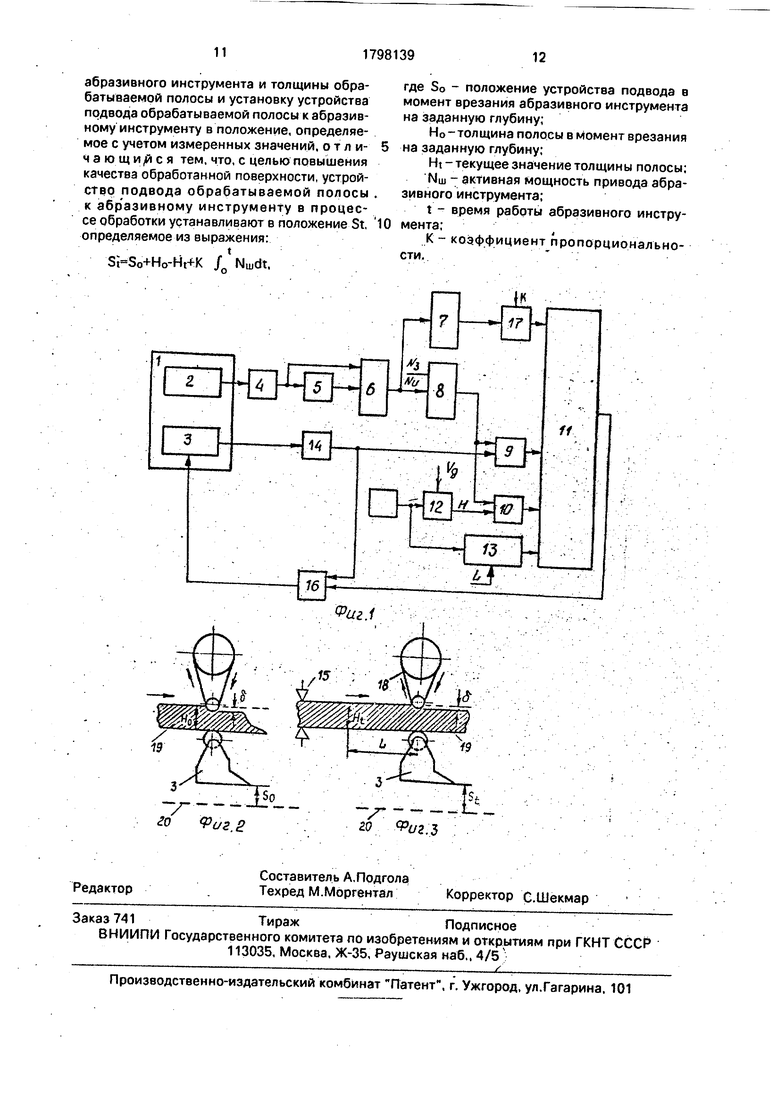
На фиг. 1 приведена функциональная, схема устройства, реализующего способ; на фиг, 2 - момент врезания в деталь; на фиг. 3 - процесс управления дли ленточно-шли- фовального станка.
Способ управления осуществляется следующим образом.
Для конкретного процесса шлифованмя опытным путем определяют уровень нагрузки на электродвигателе нового абразивного.. инструмента, при котором абразивный инструмент врезается в деталь и снимает необходимый слой металла с поверхности
детали.. ;: . ::
Обрабатываемую деталь подводят х абразивному инструменту и запоминают значение нагрузки на электродвигателе абразивного инструмента, эта нагрузка характеризует холостой ход. После включения рабочей подачи начинается сближение абразивного инструмента с деталью,, а после врезания абразивного инструмента в деталь нагрузка начинает возрастать, В момент, когда нагрузка превысит уровень нагрузки, определенный опытным путем,
0
5
0
5
0
5
0
5
0
5
сьем металла с детали будет соответствовать необходимому, и в это время запоминается положение устройства подвода So и; размер детали Н0. В процессе шлифования; все время определяется значение энергии, затрачиваемой на сьем металла, за время работы абразивного инструмента. Значение энергии определяется интегрированием значения активной мощности Мш электродвигателя абразивного инструмента t
Q /0Nu,dt(3)
По мере съема металла режущая способность абразивного инструмента/уменьшается, а значение энергии Q возрастает. Если при всех прочих равных условиях оста вить устройство подвода в одном положении, то с ростом Q начинает уменьшаться съем металла с детали. Поэтому для компенсации снижения сьема за счет снижения режущих свойств инструмента необходимо перемещать деталь с помощью устройства подвода в сторону абразивного инструмента. Величина этого перемещения зависит от затраченной энергии Q и коэффициента пропорциональности К; который находится опытным путем для конкретного типа детали и типа абразивного инструмента.
В процессе шлифования устройство подвода устанавливается в положение St. которое определяется по математической зависимости.
При расчете St берется текущий размер детали Ht перед очагом обработки на расстоянии L Это расстояние определяется по формуле (2).
(Если текущий размер детали брать непосредственно в очаге съема, то при боль- щих колебаниях размера детали устройства -подвода не сможет устанавливаться в нужное положение, т;е. положение, которое необходимо при данном размере детали, из-за своей инерционности. Поэтому текущий размер детали Ht берется на расстоянии L от очага обработки, т.е. с упреждением.
Величина ДН для каждой детали, поступающей на обработку определяется дейст еующими стандартами и показывает максимально-допустимую величину отклонения размера необработанной детали от номинального значения. Скорость перемещения устройства подвода детали к абразивному инструменту Vy и скорость движения детали А/д постоянны для конкретного типа обрабатываемой детали. Учет размера детали Ht перед очагом обработки на расстоянии L позволяет поддерживать устройство подвода е положении, обеспечивающем постоянную глубину врезания
абразивного инструмента в педаль при изменении ее размера, т.е. если размер дета- ли изменится даже на величину ЛН от номинального значения, то устройство под вода успеет установиться в новое положе- ние к моменту подхода к очагу обработки участка детали с измененным размером.
Способ иллюстрируется на фигJ- 3.
Устройство, реализующее способ, содержит станок 1 с двигателем 2 вращения абразивного инструмента и устройством подвода 3 детали к абразивному инструменту, датчик нагрузки 4 двигателя, запоминающее устройство 5, сумматор 6, блок интегрирования 7, блок сравнения 8, запо- минающее устройство 9 и 10, сумматор 11, блоки задержки 12 и 13, датчик положения 14 устройства подвода, датчик размера детали 15, блок управления 16 устройством подвода, блок умножения 17. Вход датчика нагрузки 4 подключен к двигателю 2, а выход соединен с входами сумматора 6 и запоминающего устройства 5, выход которого соединен с инверсным входом сумматора 6. Выход сумматора б соединен с входами бло- ка интегрирования 7 и блока сравнения 8, на второй вход которого подается сигнал заданной величины нагрузки N3.
Выход блока интегрирования 7 соеди- нен с входом бока умножения 17, на второй вход которого подается сигнал коэффициента пропорциональности К, а его выход соединен с первым выходом сумматора 11, выход блока сравнения 8 соединен с управ- ляющими входами запоминающих уст- ройств 9 и 10, выходы которых соединены соответственно со вторым и третьим входами сумматора 11, а информационные входы запоминающих устройств 9 и 10 соединены соответственно с выходом датчика положе- ния 14 и выходом блока задержки 12, на управляющий вход которого подается сигнал Уд.
Вход блока задержки 12 и первый вход блока задержки 13 соединены с выходом датчика размера детали 15, на второй вход блока задержки 13 подается сигнал задания величины, а выход этого блока соединен с инверсным входом сумматора 11, выход которого соединён с первым входом блока уп- равления .16. Второй вход блока управления 16 подключен к выходу датчика положения 14, который соединен с выходом устройства подвода 3, а выход блока управления 16; подключен к управляющему входу устрой ст- .ва подвода.:
Рассмотрим управление работой шлифовального станка с момента ввода его в работу с использованием устройства, реализующего предлагаемый способ управяе-
ния на примере ленточно-шлифовального станка для шлифования полосового проката.
После выполнения подготовительных операций включается двигатель 2 вращения абразивной ленты 18, мощность которого измеряется датчиком 4 активной мощности. В исходном состоянии отсутствует контакт обрабатываемой полосы и абразивной ленты и на выходе- датчика 4 имеется сигнал мощности холостого хода . После включения рабочей подачи с логического блока ( на схеме не показан), поступает сигнал записи мощности холостого хода Nxx в запоминающее устройство 5 и начинается подвод шлифуемой полосы 19 с помощью устройства подвода 3 к вращающейся шлифовальной ленте 18, а после врезания шлифовальной ленты в полосу мощность, потребляемая двигателем 2, начинает возрастать и на выходе сумматора 6 появляется сигнал, равный разности полной мощности и мощности холостого хода двигателя 2 (Nuj N-Nxx), т.е. мощности, затрачиваемой непосредственно на съем материала.
При достижении Мш значения N3, что свидетельствует о необходимой глубине врезания абразивной ленты в обрабатываемую полосу, срабатывает блок сравнения 8 и его выходным сигналом записывается информация в запоминающие устройства 9 и 10. При этом в запоминающее устройство 9 заносится положение So устройства подвода 3, а в запоминающее устройство 10 заносится значение толщины полосы Н0, находящейся ё очаге обработки (фиг. 2 ).
В процессе движения обрабатываемой полосы 19 с нее снимается слой металла д (фиг. 2, 3). Толщина полосы измеряется датчиком 15, который установлен на некотором расстоянии от очага обработки, поэтому участки полосы с измеренной толщиной попадает в станок с определенным запаздыванием, поэтому для того, чтобы знать толщину полосы в очаге обработки используются блоки задержки 12 и 13. Величина задержки зависит от расстояния между точкой измерения и очагом обработки и от скорости движения полосы Уд. Устанавливая величину задержки блока 12 пропорционально заданной постоянной скорости движения конкретной полосы на его выходе формируется сигнал толщины полосы находящейся в очаге обработки. Таким образом вмомент врезания на заданную глубину в запоминающем устройстве фиксируется, толщина полосы, находящаяся в очаге обработки Но. Так как для целей управления, по данному способу, используется толщина полосы, находящаяся на расстоянии L от очага обработки, то в
зависимости от величины .устанавливается величина задержки блока 13 и на инверсный вход сумматора 11 поступает значение толщины полосы Ht. В блоке интегрирования 7 производится интегрирование величины активной мощности двигателя вращения абразивной ленты, а умножение этого значения на коэффициент пропорциональности К (находится опытным путем для различных обрабатываемых материалов и типов абразивных лент) производится в блоке умножения 17 и на его выходе получается сигнал, равный необходимой величине перемещения устройством подвода полосы в сторону абразивной ленты, чтобы скомпенсировать потерю режущей способности последней, т.е. обеспечить необходимый съем металла при всех прочих равны условиях. На выходе сумматора 11 формируется сигнал .необходимого положения устройства подвода St, которое обеспечивает..необходимый съем металла независимо от степени износа абразивной ленты и изменяющейся текущей толщины полосы Нг(фиг. 3), В блоке управления 16 устройством подвода сравнивается фактическое положение устройства подвода 3 и необходимое St и формируется команда на перемещение устройства подвода в необходимом направлении согласно формуле (1). .
Управление шлифовальным станком по данному способу позволяет .получить высококачественную поверхность стальной полосы за счет равномерного съема поверхностного слоя металла, в котором находятся различные дефекты, неметаллические включения и т.д. При этом на величину сьема не влияют колебания толщины полосы и текущие изменения режущих свойств абразивного инструмента. .
Рассмотрим управление по заявляемому способу,-ленточнр-шлифовальным станком для щлифования полосового проката, Станок обрабатывает Движущиеся стальные полосы бесконечной длины, т.е. полосы по несколько сотен метров одна за другой свариваются на входе в станок и образуют одну сторону. Цель шлифования состоит в том, чтобы снять с поверхности полосы слой металла, величина которого постоянна по всей длине полосы, при этом величина съема металла не должна зависеть от колебаний толщины полосы, от степени износа абразивной ленты.
Схема работы станка приведена на фиг. 2иЗ.
В процессе шлифования движущаяся стальная полоса 19 прижимается с помощью устройства подвода 3 к вращающейся абразивной ленте 18, в результате происходит съем металла д с поверхности полосы.
После включения рабочей подачи уст5 ройство привода 3 начинает перемещаться и подводит движущуюся полосу 19 к абразивной ленте 18. С момента их контакта начинается врезание абразивного инструмента в полосу 19 и с поверхности начинает
10 сниматься слой металла д , при этом одновременно начинает возрастать мощность, потребляемая двигателем 2 вращения абразивной ленты 18. В данном способе используется только рабочая мощность, т.е. из
5 полной мощности вычитается мощность холостого хода. Для данного станка, данного типа обрабатываемой полосы при новой абразивной ленте экспериментально установлено, что при достижении мощностью 0 значения 36 кВт величина съема становится равной заданному значению д 0,015мм, поэтому при кВт подвод полосы пре- .кращается, запоминается положение So устройства подвода 3 и толщина Н0
5 обрабатываемой полосы 19 в очаге обработки. Если оставить устройство подвода в этом положении, то при колебаниях толщины поступающей в. очаг обработки полосы будут колебаться мощность Nut и величина съема
0 д : Увеличение толщины приводит к увеличению нагрузки на абразивную ленту и к увеличению съема 6 , при уменьшении толщины процесс обратный. Абсолютное .. значение максимальной величины откло не5 ния толщины от номинального значения для .данного типа стальной полосы составляет ,2 мм. Поэтому шлифование при постоянном положении устройства подвода приводит к нестабильной величине съема
0 металла, к большим колебаниям нагрузки абразивной ленты, что приводит к ее преждевременному выходу из строя.
Для увеличения станком, с целью учета изменения толщины полосы можно исполь5 зовать формулу:
S,So+H0-Hoi,. (4) где St - необходимое положение устройства подвода; . .
Hot - текущая толщина полосы в очаге
0 обработки.. . -... Постоянно определяя St и устанавливая в это положение устройство подвода 3, можно в значительной мере исключить влияние толщины Hot на величину съема и снизить
55 перегрузки абразивной ленты. Из формулы (4) следует, что текущая толщина H0t равна толщине Но, то устройство подвода остается в переднем положении . Если текущая толщина Hot увеличилась, например на. 0,1
мм, то с помощью устройства подвода полосу необходимо отвести на 0.1 мм. При уменьшении.толщины полосы она долж-на подводиться к абразивной ленте. Но управление положением устройства подвода на реальном стане по формуле (2) не позволяет обеспечить стабильность съема, так как не учитываемся скорость перемещения устройства подвоза.
В данном станке скорость перемеще- ния устройства подвода ,03 мм/с, скорость движения обрабатываемой полосы м/мин 333.3 мм/с, поэтому если тол- Удина Hot изменится .например на ,2 мм, то устройство подвода по формуле (5) будет устанавливаться в новое положение в течение ,66с(г ДН/Vy), а за это время через очаг обработки пройдетучасток полосы длиной L г х .66 сек- 333,3 мм/с. 2222 мм. Таким образом участок по- лосы с большой толщиной может выйти из очага обработки раньше чем устройство подвода займет необходимое положение, что кроме повышенного съема можетприве- сти к обрыву абразивной ленты. Резкое уменьшение толщины полосы может приводить к появлению совсем не шлифуемых участков полосы
Для исключения этого явления необходимо по формуле (4) вместо текущей толщи- ны полосы в очаге обработки Hot использовать текущую толщину полосы H-t взятую на расстоянии L от очага обработки. Величина L определяется по формуле (2);
Использование для целей управления Ht позволяет в значительной мере исключить перегрузку абразивной ленты, обеспечить бо- лее стабильный съем металла за счёт поддержания устройства подвода в положении, обеспечивающем постоянную глубину врезания абразивного инструмента в полосу.
Для данного станка: 333,3 мм/с
L АН Vs
УУ
0,2 мм.
0,03 мм
Поэтому если толщина изменится на максимальную величину ДН, то устройство подвода успеет установиться в новое положение к моменту подхода к очагу обработки участка с измененной толщиной. Подобные изменения толщины полосы по длине харак- терны для горячекатаных полос поступающих на шлифовальные станки с целью удаления поверхностных дефектов и неметаллических включений. Поэтому формула (4) приобретает следующий вид:
Si So+Ho-Ht,. где Ht-толщина полосы на расстоянии LOT очага обработки. По мере съема металла происходит износ абразивного инструмента. уменьшается его режущая способность.. Эти факторы, возрастают по мере увеличения работы.выполненной абразивным инструментом, поэтому для цел ей управления предлагается использовать формулу (1). Коэффициент пропорциональности К определяют о:рытным путем для конкретного станка, материала обрабатываемой полосы, типа абразивной ленты. :
Для данного станка опытным путем получены следующие данные:
- практически полный износ абразивной ленты наступает при выполнении нею.
t работы Q /Q N.mdt 44,8 кВт -ч. Опредеение;величины Q проводились путем непрерывного интегрирования активной мощности шлифования, до полного износа ленты-. . . ....-.
- при выполнении абразивной лентой работы 0 до 44,8 кВт ч съем металла при шлифовании уменьшается с 0,015 мм до нуля. Поэтому коэффициент К рассчитывается следующим образом :: .
мм П ппп - мм
К
0,00035- 44 8 кВт ч u-uv квт ч . Рассмотрим конкретный пример использования формулы (1). Примем исходное положение устройства подвода мм, олщину полосы в момент врезания .8 мм и К ОЛО 0335 мм/кВТ ч.
При толщине полосы на расстоянии LOT чага обработки равной ,9 мм и работе, выполненной абразивной лентой
t ; - .
Nyjdt 15KBT -ч рассчитываем необходимое положение устройства подвода: мм +3,8 мм+ 3,9 мм+ мм
+0,000335
кВт
-15кВт- ч -7,905 мм.
При.,8мми /о Nujdt 40 кВт- ч:
мм + 3,8 мм - 3,8 мм + мм
+0,000335
40 кВт- ч 8,0134 мм.
кВт -ч
Таким образом расчетная формула получена на основе анализа работы ленточно- шлифовального станка по обработке полосового проката. Коэффициент пропорциональности К и назначение нагрузки шлифования обеспечивающей необходимый съем материала при новой ленте находятся опытным путем конкретного шлифовального станка, типа обрабатываемого материала и типа абразивного инструмента. . Формул а изобретения Способ управления станком для ленточного шлифования полосового проката, включающий измерение мощности привода
абразивного инструмента и толщины обрабатываемой полосы и установку устройства подвода обрабатываемой полосы к абразивному инструменту в положение, определяемое с учетом измеренных значений, о т л и- чающи/йся тем, что, с целью повышения качества обработанной поверхности, устройство подвода обрабатываемой полосы к абр азивному инструменту в процессе обработки устанавливают в положение St, определяемое из выражения:
Si So+Ho-Ht+K /o МшоЧ.
0
где So - положение устройства подвода в момент врезания абразивного инструмента на заданную глубину;
Но-толщина полосы в момент врезания на заданную глубину:
Ht - текущее значение толщины полосы:
Мш - активная мощность привода абразивного инструмента;
t - время работы абразивного инструмента;
К - коэффициент пропорциональности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления шлифовальным станком | 1986 |
|
SU1444137A1 |
| Способ управления станком для ленточного шлифования полосового проката | 1990 |
|
SU1798140A1 |
| Способ управления рабочим циклом поперечной подачи при шлифовании и устройство для его осуществления | 1985 |
|
SU1316800A1 |
| СПОСОБ ЭЛЕКТРОАБРАЗИВНОГО ШЛИФОВАНИЯ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ СЛОЖНОЙ ФОРМЫ | 2015 |
|
RU2602590C1 |
| Устройство адаптивного управления работой шлифовального станка | 1977 |
|
SU707787A1 |
| СПОСОБ УПРАВЛЕНИЯ ЦИКЛОМ ШЛИФОВАНИЯ НА МНОГОИНСТРУМЕНТАЛЬНОМ СТАНКЕ | 1990 |
|
RU2038943C1 |
| Ленточно-шлифовальный станок | 1981 |
|
SU1041269A1 |
| Адаптивная система управления шлифованием изделий сложной формы | 1982 |
|
SU1075232A1 |
| СПОСОБ АЛМАЗНО-ЭЛЕКТРОХИМИЧЕСКОГО ШЛИФОВАНИЯ МЕТАЛЛОВ И СПЛАВОВ С НИЗКОЙ ТВЕРДОСТЬЮ | 2020 |
|
RU2737292C1 |
| Устройство управления рабочим циклом при врезном шлифовании | 1986 |
|
SU1400865A1 |
Использование: металлообработка, для использования на шлифовальных стайках различного назначения, преимущественно для шлифования поверхности деталей боль- . шой длины, в частности полосового проката. Сущность изобретения заключается в том, что непрерывно измеряется нагрузка на электродвигателе абразивного инструмента в виде активной мощности Мш и размер поступающей на обработку детали Ht. Во вреИзобретение относится к металлообработке и предназначено для использования на шлифовальных станках различного назначения, преимущественно для шлифования поверхности деталей большой длины в частности полосового проката. Цель изобретения-обеспечение равномерного съема металла при непрерывно меняющемся размере детали и изменении режущих свойств абразивного инструмента. Это достигается тем, что согласно способу управления шлифовальным станком при непрерывном измерении нагрузки на мя подвода обрабатываемой детали к абразивному инструменту определяют момент врёзания абразивного инструмента в деталь на заданную глубину, который определяется по превышению нагрузки на заданную величину над нагрузкой холостого хода. В момент врёзания запоминается размер детали Н0 и положение устройства подвода So- В дальнейшем в зависимости от размера детали перед очагом обработки и от степени изменения режущих свойств аб- разивного инструмента изменяют положение устройства подвода, рассчитывая его по t формуле: St S0+H0-Ht +K /о Niudt, где К - коэффициент пропорциональности; t - время работы абразивного инструмента. При ; этом текущий размер детали берут перед | очагом обработки на расстоянии: L ДН (VA/Vy, где АН - абсолютная величина максимально допустимого отклонения размера детали от номинального значения; Уд, Vy - скорость перемещения соответственно де- i тали и устройства подвода. 3 ил. электродвигателе абразивного инструмента и размера поступающей на обработку детали, подводят обрабатываемую деталь к абразивному инструменту, запоминают значение нагрузки на электродвигателе абразивного инструмента, включают рабочую .подачу, сравнивают действительную нагрузку с запомненной и в момент, когда раз- ница станет больше заданной, что соответствует необходимой глубине врёзания абразивного инструмента в деталь, т.е. той глубине, которая необходима для заданного съема металла, запоминают размер ел с -ч Ч) 00 Jk со о
| Способ управления шлифовальным станком | 1986 |
|
SU1444137A1 |
| кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
