Изобретение относится к машиностроению, а именно к средствам контроля резьб.
Цель изобретения - расширение функциональных возможностей путем обеспечения контроля наличия и длины резьбы.
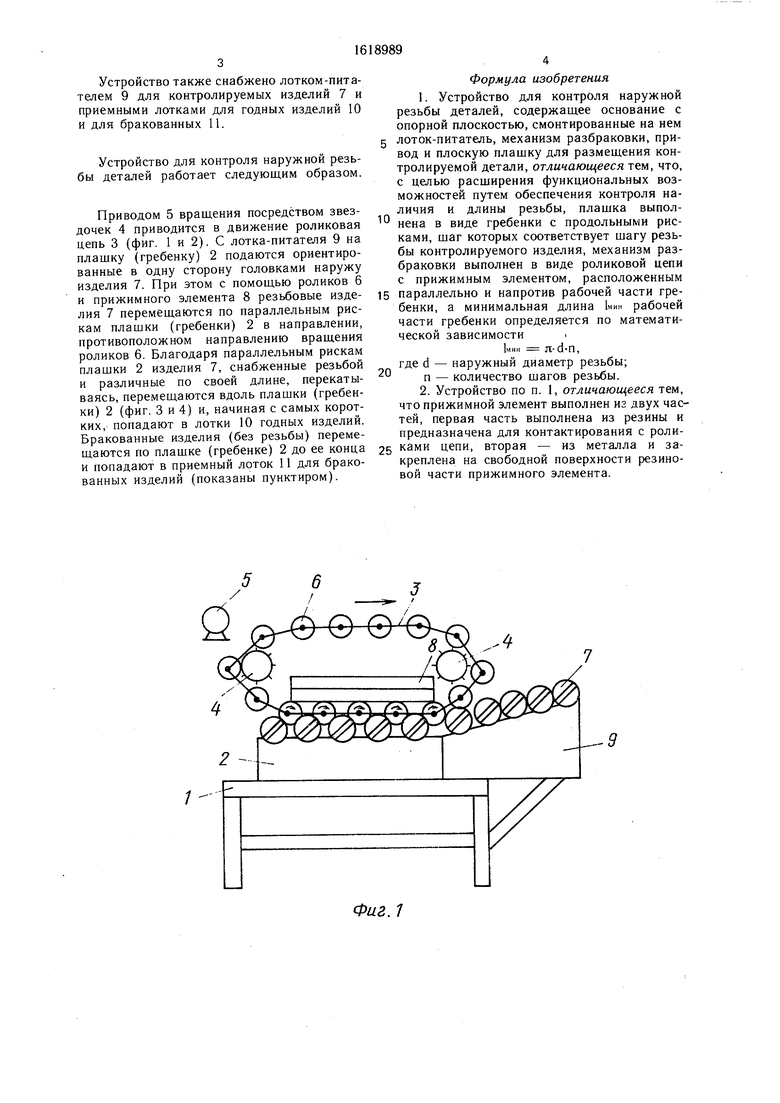
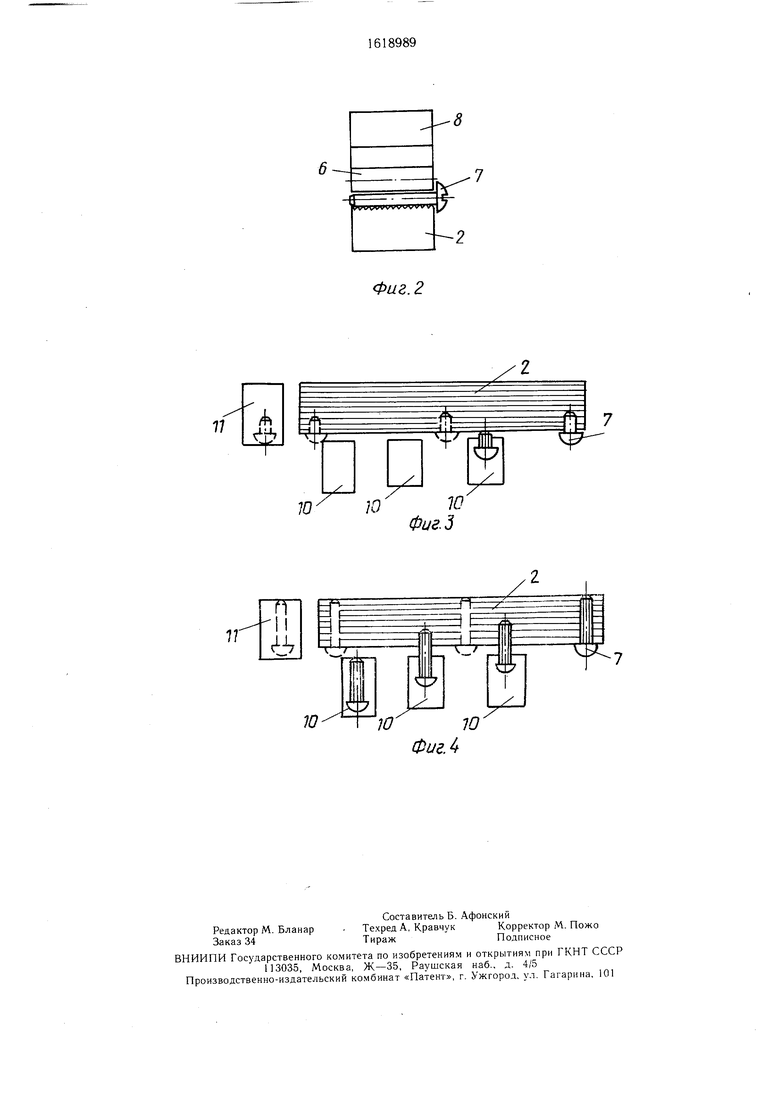
На фиг. 1 изображена конструктивная схема устройства; на фиг. 2 - то же, разрез; на фиг. 3 - схема прохождения контролируемых изделий с минимальной длиной резьбы; на фиг. 4 - то же, с максимальной длиной резьбы.
Устройство для контроля наружной резьбы деталей содержит опорную плоскость 1 (фиг. 1 и 2), на которой жестко и горизонтально закреплена плоская плашка 2, выполненная в виде гребенки прямоугольной формы с нанесенными на ее рабочей поверхности продольными параллельными рисками, шаг которых равен шагу резьбы контролируемого изделия (фиг. 3).
Плашка 2 выполнена длиной, равной произведению величин наружного диаметра резьбы и количества шагов резьбы контролируемого изделия, по формуле
ч.м n-d-n, где d - наружный диаметр резьбы;
п - количество шагов резьбы.
На корпусе (не показан) закреплен механизм разбраковки, состоящий из роликовой цепи 3 и звездочек 4, снабженных приводом 5 их вращения. Ролики 6 роликовой цепи 3 находятся в зацеплении со звездочками 4. На рабочей зоне роликовой цепи 3, находящейся в контакте с изделиями 7, установлен прижимной элемент 8, закрепленный на корпусе с возможностью давления своим весом на указанную рабочую зону роликовой цепи 3. Прижимной элемент 8 выполнен из двух частей, одна из которых - метал- шческая, а другая (рабочая) - резиновая. Назначение верхней, металлической части - придание прижимному элементу 8 веса, а нижней резиновой, - исключение возможности проскальзывания изделий 7.
О
00 СО
оо со
Устройство также снабжено лотком-питателем 9 для контролируемых изделий 7 и приемными лотками для годных изделий 10 и для бракованных 11.
Устройство для контроля наружной резьбы деталей работает следующим образом.
Приводом 5 вращения посредством звездочек 4 приводится в движение роликовая цепь 3 (фиг. 1 и 2). С лотка-питателя 9 на плашку (гребенку) 2 подаются ориентированные в одну сторону головками наружу изделия 7. При этом с помощью роликов 6 и прижимного элемента 8 резьбовые изделия 7 перемещаются по параллельным рискам плашки (гребенки) 2 в направлении, противоположном направлению вращения роликов 6. Благодаря параллельным рискам плашки 2 изделия 7, снабженные резьбой и различные по своей длине, перекатываясь, перемещаются вдоль плашки (гребенки) 2 (фиг. 3 и 4) и, начиная с самых коротких, попадают в лотки 10 годных изделий. Бракованные изделия (без резьбы) перемещаются по плашке (гребенке) 2 до ее конца и попадают в приемный лоток 11 для бракованных изделий (показаны пунктиром).
0
Формула изобретения
1.Устройство для контроля наружной резьбы деталей, содержащее основание с опорной плоскостью, смонтированные на нем
лоток-питатель, механизм разбраковки, привод и плоскую плашку для размещения контролируемой детали, отличающееся тем, что, с целью расширения функциональных возможностей путем обеспечения контроля наличия и длины резьбы, плашка выполнена в виде гребенки с продольными рисками, шаг которых соответствует шагу резьбы контролируемого изделия, механизм разбраковки выполнен в виде роликовой цепи с прижимным элементом, расположенным
параллельно и напротив рабочей части гребенки, а минимальная длина 1чин рабочей части гребенки определяется по математической зависимости
1мин я-d-n, где d - наружный диаметр резьбы;
О п - количество шагов резьбы.
2.Устройство по п. 1, отличающееся тем, что прижимной элемент выполнен из двух частей, первая часть выполнена из резины и предназначена для контактирования с роли5 ками цепи, вторая - из металла и закреплена на свободной поверхности резиновой части прижимного элемента.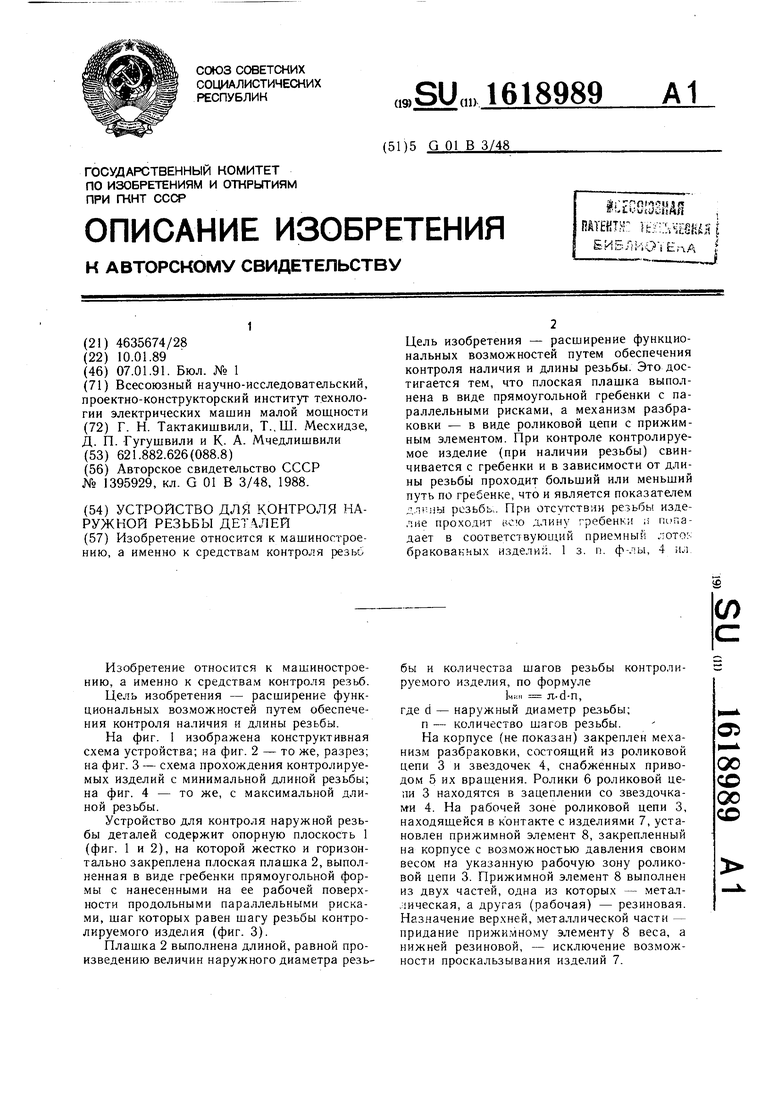
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для механических испытаний и разбраковки полупроводниковых приборов | 1979 |
|
SU911655A1 |
| Автомат для контроля наружной резьбы деталей | 1986 |
|
SU1395929A1 |
| Автомат для контроля резьбы деталей | 1990 |
|
SU1710987A1 |
| Устройство для измерения и сортировки изделий малых масс | 1989 |
|
SU1643942A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ПАРАМЕТРОВ ВКЛАДЫША ПОДШИПНИКА | 1996 |
|
RU2113283C1 |
| Автомат для контроля цилиндрических изделий по наружному диаметру | 1980 |
|
SU971519A1 |
| СБОРНАЯ ПЛАШКА | 1992 |
|
RU2043883C1 |
| УСТРОЙСТВО ДЛЯ РАЗБРАКОВКИ ЦИЛИНДРИЧЕСКИХИЗДЕЛИЙ | 1971 |
|
SU435010A1 |
| Автоматическая установка для контроля геометрии деталей круглого поперечного сечения | 1986 |
|
SU1374047A1 |
| Устройство для контроля параметров наружной резьбы деталей | 1986 |
|
SU1362910A1 |
Изобретение относится к машиностроению, а именно к средствам контроля резы, Цель изобретения - расширение функциональных возможностей путем обеспечения контроля наличия и длины резьбы. Это достигается тем, что плоская плашка выполнена в виде прямоугольной гребенки с параллельными рисками, а механизм разбраковки - в виде роликовой цепи с прижимным элементом. При контроле контролируемое изделие (при наличии резьбы) свинчивается с гребенки и в зависимости от длины резьбы проходит больший или меньший путь по гребенке, что и является показателем ,i резьбь При отсутствии резьбы изделие проходит 1Ччю длину -ребеньн л попадает в соответствующий приемный .-ото- бракованных изделии. 1 з. п фоы, 4 нл
Фиг. 1
Ю/ Ю 10
Фиг.З
8
Фиг. 2
ФиеЛ
| Автомат для контроля наружной резьбы деталей | 1986 |
|
SU1395929A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
