Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении штампованных пуансонов для высадки гаек (с наметкой полости гайки).
Цель изобретения - повышение качества получаемых изделий.
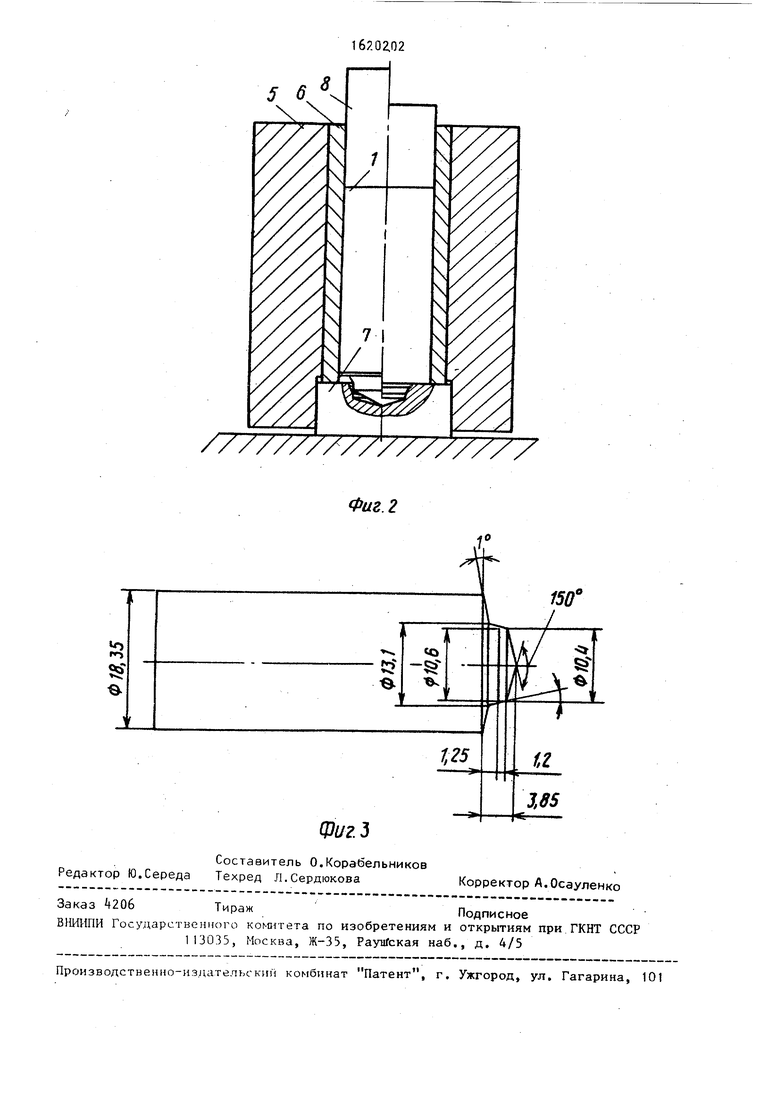
На фиг. 1 схематично показана предлагаемая заготовка; на фиг. 2 - схема объемной штамповки пуансона в мастер-инструменте; на фиг. 3 - готовый штампованный пуансон для высадки гайки Ml2.
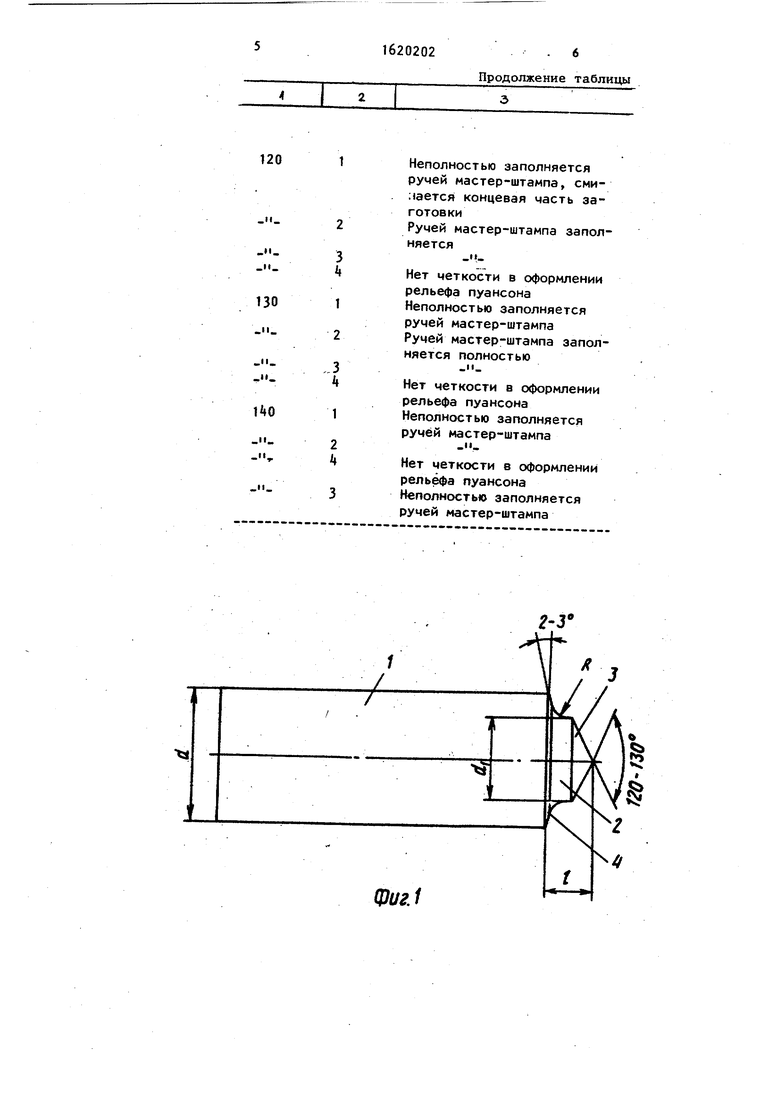
Заготовка содержит (фиг.1) круглый прямой цилиндр 1. На одном из торцов этого цилиндра выполнен фасонный осесимметричный центральный выступ 2, из которого при штамповке формируется рабочий участок гайко- вызадочного пуансона. Этот выступ оканчивается конусом 3 с углом при вершине 120-130°, что на 20-30 меньше угла соответствующего конуса на рабочем участке готового пуансона (фиг.З). Периферийный кольцевой учас-1 ток торца цилиндра 1 вокруг выступа
2 выполнен в виде усеченного конуса А. Угол наклона его боковой поверхности к плоскости, перпендикулярной оси Заготовки, составляет 2-3°. Это в 2-3 раза больше угла наклона соответствующей торцовой поверхности готового пуансона. Меньшее основание усеченного конуса k сопряжено с основанием концевого конуса 3 вогнутой осесимметричной поверхностью, образованной вращением радиуса.
Заготовку при штамповке гайко- высадочного пуансона используют следующим образом.
Заготовку устанавливают в мастер- инструмент (фиг.2), состоящий из обоймы 5 с рабочей вставкой 6. Торцовый выступ 2 заготовки размещают в ручье мастер-штампа 7, профиль которой соответствует профилю рабочей части изготовляемого пуансона. Посредством толкателя 8 заготовку подвергают пластическому деформированию. В результате материал выступа 2 заполняет ручей мастер-штампа 7, образуя рабочий участок изделия (гайко- высадочного пуансона), а в результате закрытой осадки цилиндра 1 и упругой деформации вставки 6 образуется цилиндрический участок изделия заданного диаметра. Дополнительной обработки штампованного пуансона резанием не требуется, так как описанная конфигурация заготовки обеспечивает точную штамповку, т.е. получение готового пуансона с окончательными размерами.
Выход за пределы интервала 120 - угла при вершине концевого конуса заготовки приводит к тому, что
130°
0
5
0
5
0
5
0
качественные изделия точной штамповкой не получаются, если угол меньше 120°, то концевой конус сминается при штамповке, а если угол более 130 , то плохо заполняется ручей мастер-штампа 7.
Величина угла наклона поверхности кольцевого периферийного участка торца заготовки вокруг выступа (2-3°) обеспечивает надежное заполнение ручья мастер-штампа с минимальными деформирующими усилиями (см.таблицу).
Таким образом, предлагаемая форма заготовки обеспечивает повышение качества гайковысадочных пуансонов, изготавливаемых точной объемной штамповкой. Формула изобретения
Заготовка для объемной штамповки пуансонов преимущественно гайковысадочных, выполненная в виде круглого прямого цилиндра с фасонным осесим- метричным центральным выступом на одном из торцов цилиндра, оканчивающимся конусом, отличающая- с я тем, что, с целью повышения качества получаемых изделий, упомянутый концевой конус выполнен с углом при вершине 120-130°С, а периферийный кольцевой участок торца цилиндра вокруг выступа выполнен в виде усеченного конуса с углом наклона 2-3° его боковой поверхности к плоскости, перпендикулярной оси заготовки, меньшее основание которого сопряжено с основанием концевого участка вогнутой осесимметричной поверхностью, образованное осесимметричным вращением радиуса.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОКАТАНЫХ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС | 2008 |
|
RU2404009C2 |
| СПОСОБ ШТАМПОВКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ С ГОЛОВКОЙ С РАДИАЛЬНЫМИ ОТРОСТКАМИ, ПУАНСОН ДЛЯ ПРЕДВАРИТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ СТЕРЖНЕВЫХ ДЕТАЛЕЙ И ПУАНСОН ДЛЯ ОКОНЧАТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ ГОЛОВКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ | 1992 |
|
RU2034677C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ С ВЫСОКОЙ СТУПИЧНОЙ ЧАСТЬЮ, ИМЕЮЩЕЙ ГЛУБОКУЮ ПОЛОСТЬ, ГОРЯЧЕЙ ШТАМПОВКОЙ | 2007 |
|
RU2344897C2 |
| Способ высадки стержневых изделий | 1984 |
|
SU1268268A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2001 |
|
RU2218230C2 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2756213C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛЕММНЫХ БОЛТОВ | 2006 |
|
RU2303502C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2041761C1 |
| Способ изготовления стержневых изделий с утолщениями на концевой и в средней частях | 1983 |
|
SU1207606A1 |
| СПОСОБ ШТАМПОВКИ ШАРОВОГО ПАЛЬЦА | 1999 |
|
RU2138360C1 |
Изобретение относится к обработке металлов давлением и может использоваться при изготовлении штампованных пуансонов для высадки гаек. Цель - повышение качества получаемых изделий. Заготовка выполнена в виде круглого прямого цилиндра с фасонным осесимметричным выступом на торце. Из этого выступа при последующей штамповке в мастер-штампе формируется рабочий участок пуансона. Выступ оканчивается конусом с углом при вершине 120-13D0, что на 20-30Р меньше угла соответствующего конуса на рабочем участке готового пуансона. Указанный интервал значений углов обеспечивает качественное оформление профиля пуансона. Периферийный кольцевой участок торца цилиндра вокруг выступа выполнен в виде усеченного конуса с углом наклона поверхности 2-3°, что также способствует качественному оформлению пуансона при тонной штамповке. Указанные конусы сопряжены по радиусу, т.е. выгнутой осесимметричной поверхностью. Н процессе томной объемной штамповки заготовки в мастер-инструменте цилиндрическая часть пуансона формируется в обойме закрытой осадкой, а рабочая часть - в результате заполнения мастер-штампа материалом фасонного выступа заготовки. 3 ил. SS
110
.н ч м
2 3 k
Не полностью заполняется ручей мастер-штампа, сминается концевая часть заготовки
м
п
Нет четкости в оформлении рельефа пуансона
120
3 k
1 2
3 4
2
4
«.Продолжение таблицы
Неполностью заполняется ручей мастер-штампа, сминается концевая часть заготовки
Ручей мастер-штампа заполняется
четкости в оформлении рельефа пуансона Неполностью заполняется ручей мастер-штампа Ручей мастер-штампа заполняется полностью -.
Нет четкости в оформлении рельефа пуансона Неполностью заполняется ручей мастер-штампа .
Нет четкости в оформлении рельефа пуансона Неполностью заполняется ручей мастер-штампа
фиг.1
s
s
Фиг 5
Фиг.2
wl
| Способ изготовления пуансонов | 1984 |
|
SU1225671A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
