Изобретение относится к сварке пластмасс и может быть использовано для сварки крупногабаритных обечаек и приварки грузовых лент из полимерно-текстильного материала к обечайке контейнера. ,
Цель изобретения - расширение технологических возможностей и повышение удоб- тва в обслуживании устройства.
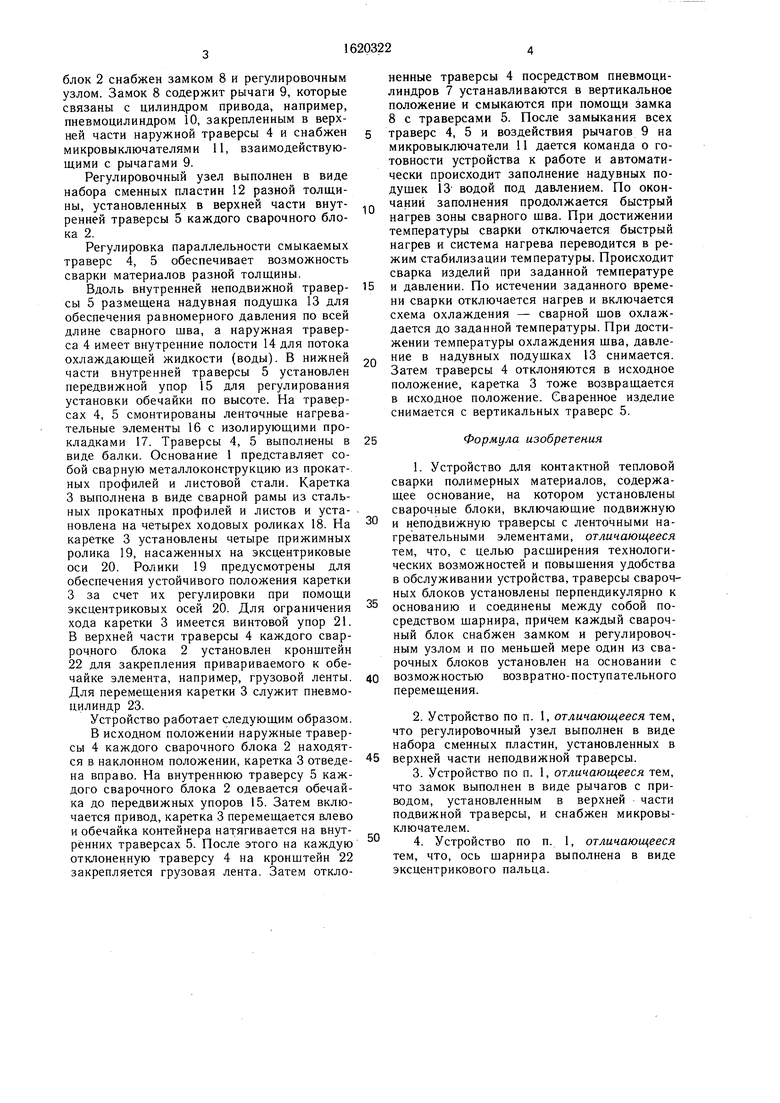
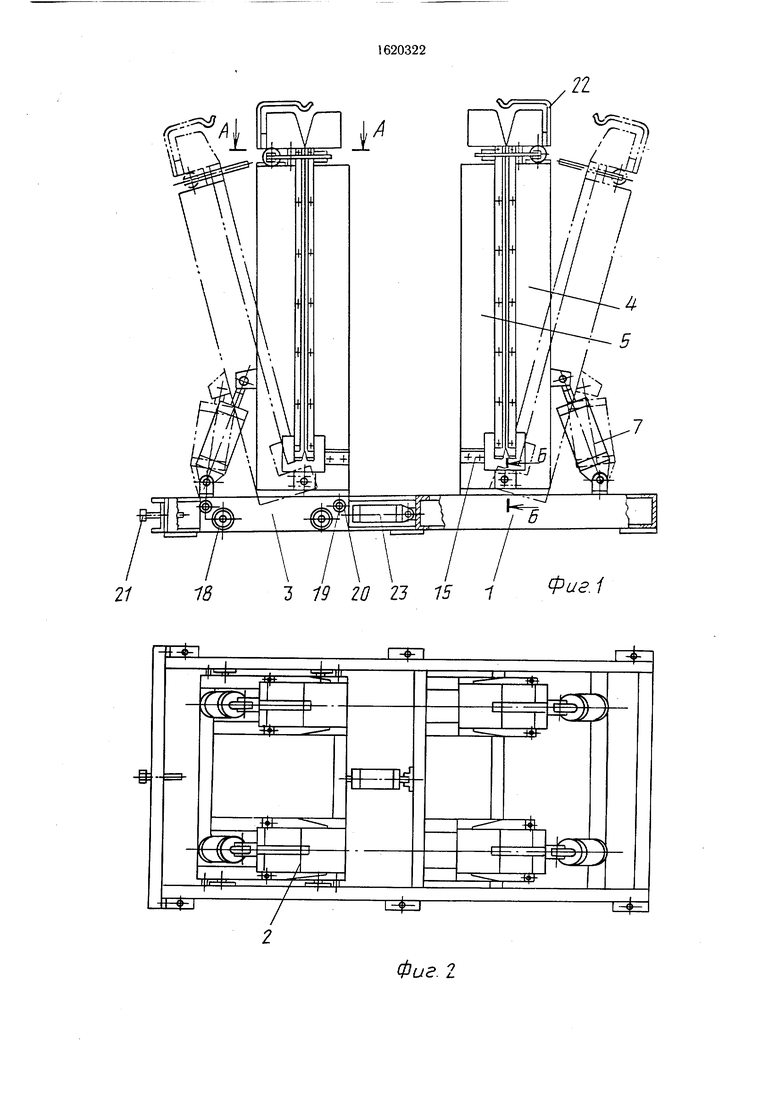
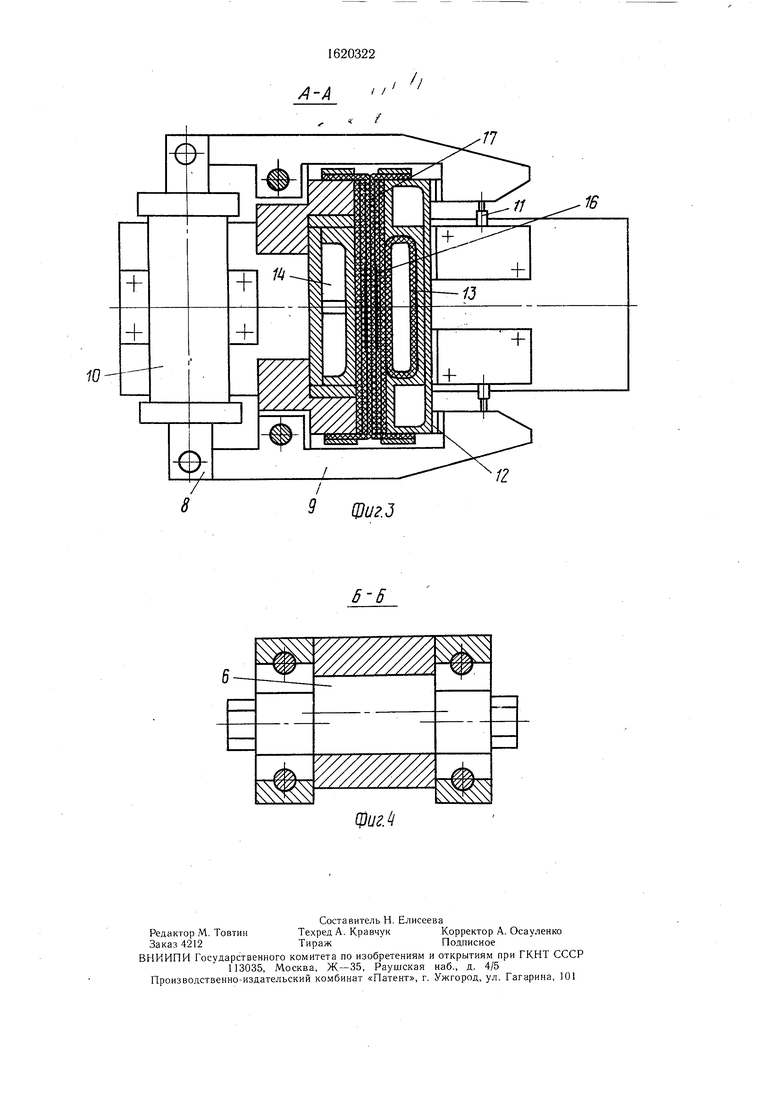
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 1.
Устройство для контактной тепловой сварки полимерных материалов содержит основание 1, на котором установлены сварочные блоки 2 в количестве, соотетствую- щем количеству сварных швов, например четыре. При этом рабочая поверхность каждого блока 2 перпендикулярна основанию 1.
Один из сварочных блоков 2 например два сварочных блока, установлены с возмож ностью возвратно-поступательного перемещения на каретке 3 для обеспечения равномерного натяжения свариваемого изделия при установке. Другие сварочные блоки 2 закреплены на основании 1 жестко. Каждый сварочный блок 2 имеет подвижную наружную траверсу 4 и неподвижную внутреннюю траверсу 5. Траверсы 4 и 5 установлены перпендикулярно основанию и соединены между собой посредством шарнира, ось которого выполнена в виде эксцентрикового пальца 6, с возможностью поворота наружной траверсы 4 относительно внутренней траверсы 5 с помощью пневмо- цилиндра 7. Эксцентриковый палец 6 служит также для регулировки параллельности смыкаемых траверс 4, 5. Каждый сварочный
os ю
о со
N3 ГчР
блок 2 снабжен замком 8 и регулировочным узлом. Замок 8 содержит рычаги 9, которые связаны с цилиндром привода, например, пневмоцилиндром 10, закрепленным в верхней части наружной траверсы 4 и снабжен микровыключателями 11, взаимодействующими с рычагами 9.
Регулировочный узел выполнен в виде набора сменных пластин 12 разной толщины, установленных в верхней части внутренней траверсы 5 каждого сварочного блока 2.
Регулировка параллельности смыкаемых траверс 4, 5 обеспечивает возможность сварки материалов разной толщины.
Вдоль внутренней неподвижной траверсы 5 размещена надувная подушка 13 для обеспечения равномерного давления по всей длине сварного шва, а наружная траверса 4 имеет внутренние полости 14 для потока охлаждающей жидкости (воды). В нижней части внутренней траверсы 5 установлен передвижной упор 15 для регулирования установки обечайки по высоте. На траверсах 4, 5 смонтированы ленточные нагревательные элементы 16 с изолирующими прокладками 17. Траверсы 4, 5 выполнены в виде балки. Основание 1 представляет собой сварную металлоконструкцию из прокатных профилей и листовой стали. Каретка 3 выполнена в виде сварной рамы из стальных прокатных профилей и листов и установлена на четырех ходовых роликах 18. На каретке 3 установлены четыре прижимных ролика 19, насаженных на эксцентриковые оси 20. Ролики 19 предусмотрены для обеспечения устойчивого положения каретки 3 за счет их регулировки при помощи эксцентриковых осей 20. Для ограничения хода каретки 3 имеется винтовой упор 21. В верхней части траверсы 4 каждого свар- рочного блока 2 установлен кронштейн 22 для закрепления привариваемого к обечайке элемента, например, грузовой ленты. Для перемещения каретки 3 служит пневмо- цилиндр 23.
Устройство работает следующим образом.
В исходном положении наружные траверсы 4 каждого сварочного блока 2 находятся в наклонном положении, каретка 3 отведена вправо. На внутреннюю траверсу 5 каждого сварочного блока 2 одевается обечайка до передвижных упоров 15. Затем включается привод, каретка 3 перемещается влево и обечайка контейнера натягивается на внутренних траверсах 5. После этого на каждую отклоненную траверсу 4 на кронштейн 22 закрепляется грузовая лента. Затем отклоненные траверсы 4 посредством пневмоци- линдров 7 устанавливаются в вертикальное положение и смыкаются при помощи замка 8 с траверсами 5. После замыкания всех
траверс 4, 5 и воздействия рычагов 9 на микровыключатели 11 дается команда о готовности устройства к работе и автоматически происходит заполнение надувных подушек 13 водой под давлением. По окон0 чании заполнения продолжается быстрый нагрев зоны сварного шва. При достижении температуры сварки отключается быстрый нагрев и система нагрева переводится в режим стабилизации температуры. Происходит сварка изделий при заданной температуре
и давлении. По истечении заданного времени сварки отключается нагрев и включается схема охлаждения - сварной шов охлаждается до заданной температуры. При достижении температуры охлаждения шва, давле0 ние в надувных подушках 13 снимается. Затем траверсы 4 отклоняются в исходное положение, каретка 3 тоже возвращается в исходное положение. Сваренное изделие снимается с вертикальных траверс 5.
25
Формула изобретения
1.Устройство для контактной тепловой сварки полимерных материалов, содержащее основание, на котором установлены сварочные блоки, включающие подвижную
и неподвижную траверсы с ленточными нагревательными элементами, отличающееся тем, что, с целью расширения технологических возможностей и повышения удобства в обслуживании устройства, траверсы сварочных блоков установлены перпендикулярно к
основанию и соединены между собой посредством шарнира, причем каждый сварочный блок снабжен замком и регулировочным узлом и по меньшей мере один из сварочных блоков установлен на основании с
возможностью возвратно-поступательного перемещения.
2.Устройство по п. 1, отличающееся тем, что регулировочный узел выполнен в виде набора сменных пластин, установленных в
верхней части неподвижной траверсы.
3.Устройство по п. 1, отличающееся тем, что замок выполнен в виде рычагов с приводом, установленным в верхней части подвижной траверсы, и снабжен микровыключателем.
4. Устройство по п. 1, отличающееся тем, что, ось шарнира выполнена в виде эксцентрикового пальца.
21
18
3 19 20 23 15 1
rФиг.1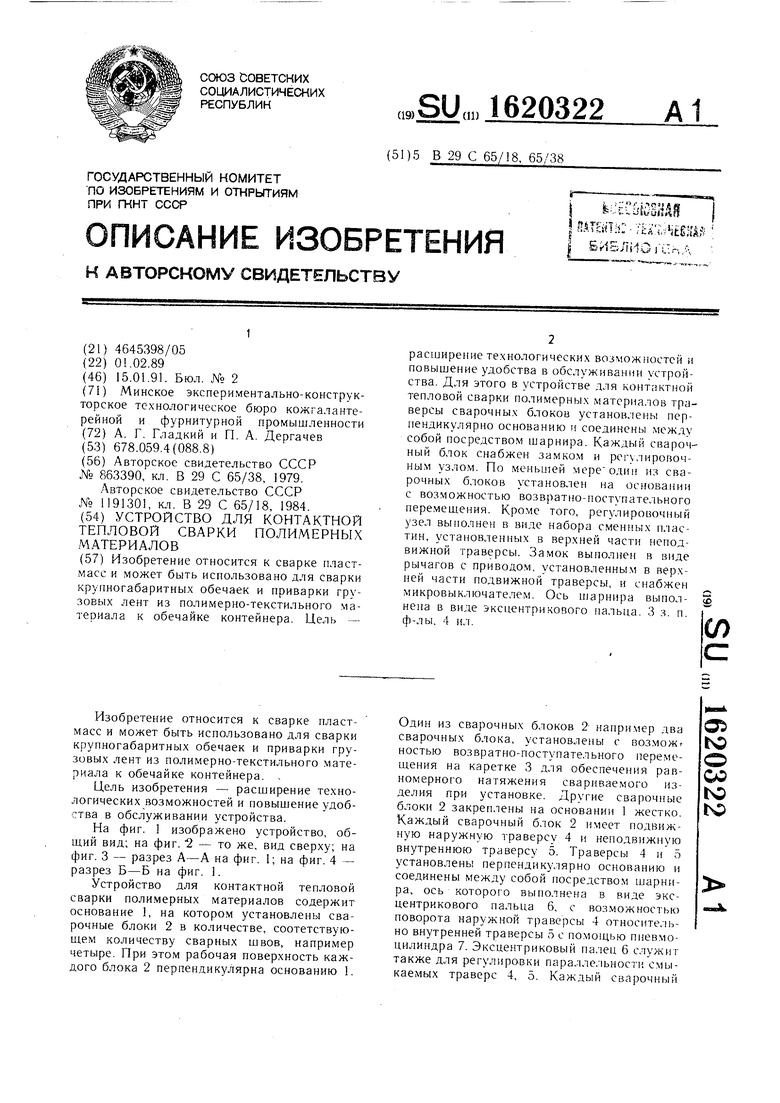
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для многодуговой автоматической сварки | 1988 |
|
SU1722757A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОД СВАРКУ БАНДАЖЕЙ С ОБЕЧАЙКАМИ | 2021 |
|
RU2755229C1 |
| Установка для обработки цилиндрических изделий | 1990 |
|
SU1773656A1 |
| Устройство для дуговой сварки | 1990 |
|
SU1780958A1 |
| УСТРОЙСТВО ДЛЯ ПОГРУЗКИ КИП СПРЕССОВАННОГО ЛЕКАРСТВЕННОГО СЫРЬЯ В КРУПНО-, СРЕДНЕ- И МАЛОТОННАЖНЫЕ КОНТЕЙНЕРЫ | 1999 |
|
RU2150394C1 |
| Установка для двусторонней сварки стыка обечайки | 1989 |
|
SU1785861A1 |
| Устройство для электрошлаковой сварки | 1979 |
|
SU846180A1 |
| СПОСОБ НЕПОДВИЖНОГО СОЕДИНЕНИЯ ШПУНТОВЫХ СВАЙ | 2001 |
|
RU2262572C2 |
| КАНТОВАТЕЛЬ ДЛЯ СБОРКИ И СВАРКИ ИЗДЕЛИЙ | 2004 |
|
RU2281844C2 |
| Устройство для правки и сборки под сварку кольцевых стыков труб | 1990 |
|
SU1748985A2 |
Изобретение относится к сварке пластмасс и может быть использовано для сварки крупногабаритных обечаек и приварки грузовых лент из полимерно-текстильного материала к обечайке контейнера. Цель - расширение технологических возможностей и повышение удобства в обслуживании устройства. Для этого в устройстве для контактной тепловой сварки полимерных материалов траверсы сварочных блоков установлены перпендикулярно основанию и соединены между собой посредством шарнира. Каждый сварочный блок снабжен замком и регулировочным узлом. По меньшей мере один из сварочных блоков установлен на основании с возможностью возвратно-поступательного перемещения. Кроме того, регулировочный узел выполнен в виде набора сменных пластин, установленных в верхней части неподвижной траверсы. Замок выполнен в виде рычагов с приводом, установленным в верхней части подвижной траверсы, и снабжен микровыключателем. Ось шарнира выполнена в виде эксцентрикового пальца. 3 з. п. ф-лы. 4 ил. (О (Л
Фиг. 2
А-А
10
фиг.З
| Устройство для сварки обечаек из термопластичных материалов | 1979 |
|
SU863390A1 |
| Солесос | 1922 |
|
SU29A1 |
| Установка для сварки пакетов из рукавной термопластичной пленки | 1984 |
|
SU1191301A1 |
| Солесос | 1922 |
|
SU29A1 |
