1
Изобретение относится к способам сборки эластичных муфт, пневмопокрышек и может найти применение в шинной промышленности, в частности, при сборке многослойных и многокрыльевых пок-5 рыщек пневматических шин.
Известен способ изготовления многослойных браслетов пневматических шин путем последовательного наложения одного на другой и последующего 10 их дублирования, при котором наложение браслетов осуществляют путем разжима внешнего браслета до образования кольца и введения в его полость следующего браслета с последующим разжи-15 мом последнего до полного прилегания к предыдущему браслету l.
Недостатком этого способа является то, что он предназначен только для сборки многослойных браслетов цилинд-20 рической формы. По этому способу не собирают резинокордное изделие пол-ностью.
Известен и другой способ сборки резинокордных изделий, заключающийся 25 в том, что образуют внутренний и внешкий резинокордные браслеты, сажают бортовые кольца, заворачивают кромки браслетов с оформлением бортов, наклсщывают последующие слои корда и не-30
обходимые в соответствии с конструкцией изделия детали 2.
Недостатками этого способа является низкое качество обработки бортов многослойных резинокордных изделий.
Целью изобретения является обеспечение сборки резинокордного изделия с различными по конструкции бортами,
Поставленная цель достигается тем, iTO в способе сборки резинокордных изделий, заключающемся в том, что образуют внутренний и внешний резиноЛордные браслеты, сажают бортовые кольца, заворачивают кромки браслетов с оформлением бортов, накладывают последующие слои корда и необходимые Б соответствии с конструкцией изделия детали, согласно изобретению, сначала на внешний резинокордный браслет сажают бортовые кольца, заворачивают кромки резинокордного браслета на бортовые кольца,а затем устанавливают внутренний резинокордный браслет концентричио внешнему, разжимают его центральную часть до соприкосновения с внутренней поверхностью внешнего резинокордного браслету и заворачивают его кромки на наружную поверхность внешнего резинокордного браслета с оформлением бортов.
Последующие слои корда накладывают на внешнюю поверхность внешнего резинокордного браслета до оформления бортов.
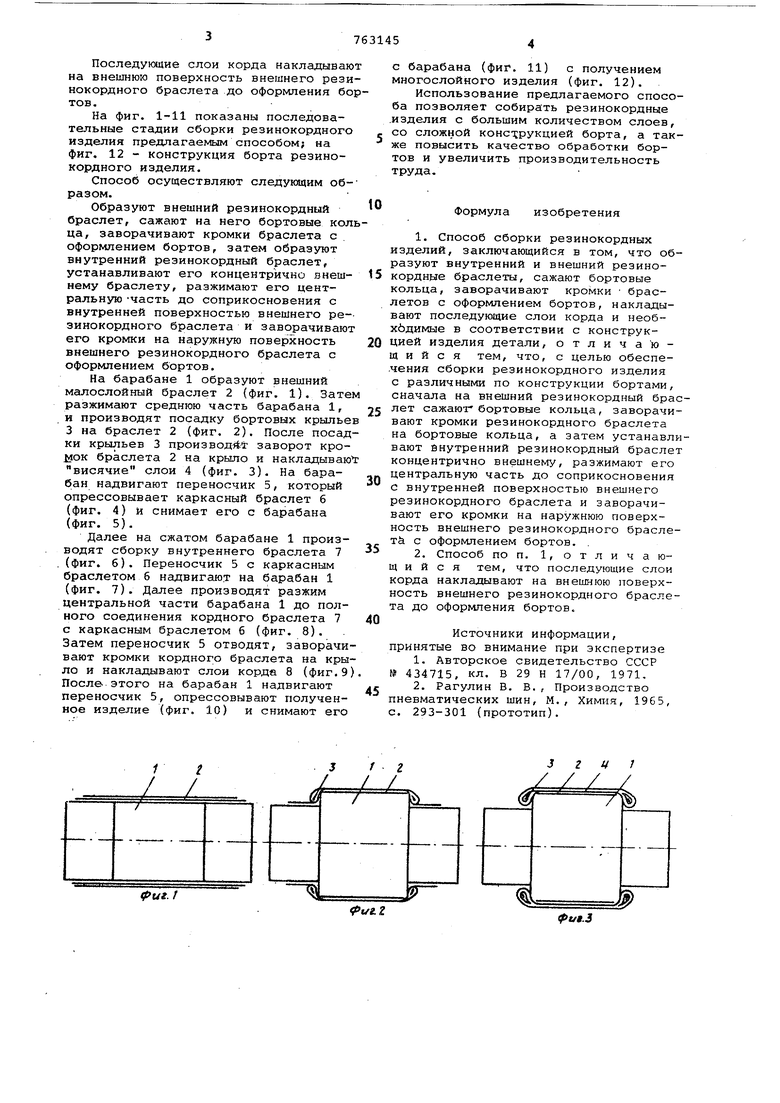
На фиг. 1-11 показаны последовательные стадии сборки резинокордного изделия предлагаемым способом; на фиг. 12 - конструкция борта резинокордного изделия.
Способ осуществляют следующим образом.
Образуют внешний резинокордный браслет, сажают на него бортовые кольца, заворачивают кромки браслета с . оформлением бортов, затем образуют внутренний резинокордный браслет, устанавливают его концентрично внешнему браслету, разжимают его центральную часть до соприкосновения с внутренней поверхностью внешнего резинокордного браслета и заворачивают его кромки на наружную поверхность внешнего резинокордного браслета с оформлением бортов.
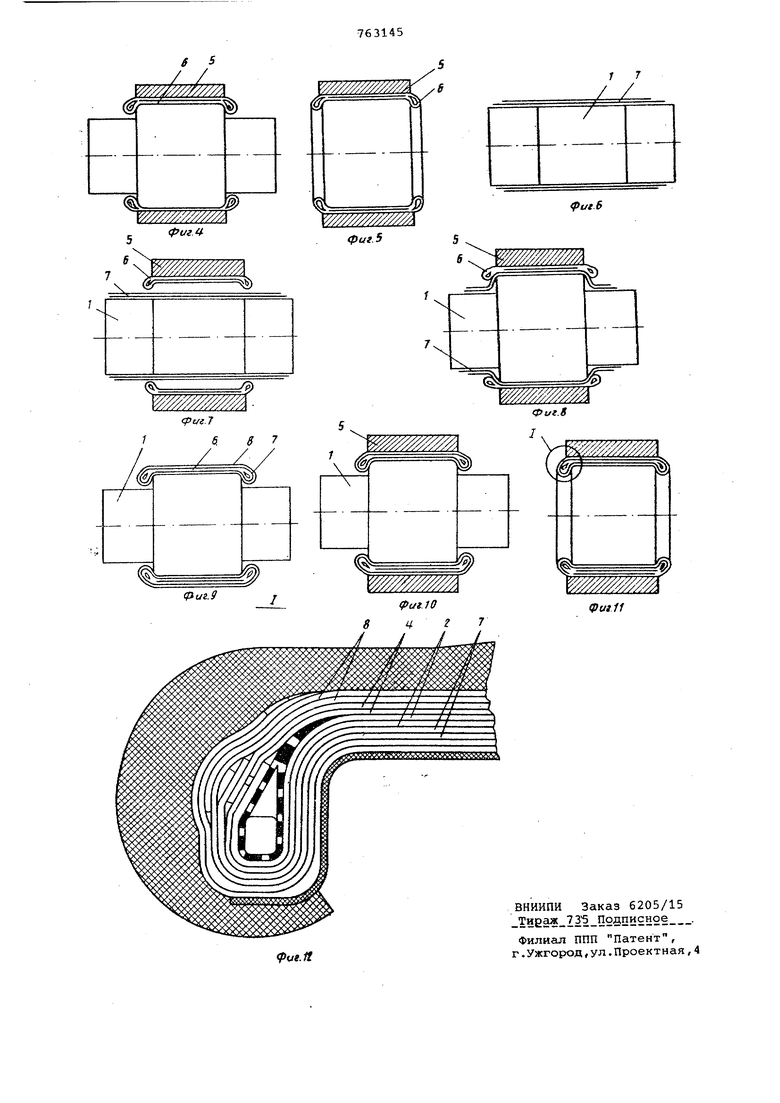
На барабане 1 образуют внешний малослойный браслет 2 (фиг. 1). Затем разжимают среднюю часть барабана 1, и производят посадку бортовых крыльев 3 на браслет 2 (фиг. 2). После посадки крыльев 3 производи: заворот браслета 2 на крыло и наклгщываю висячие слои 4 (фиг. 3). На барабан надвигают переносчик 5, который опрессовывает каркасный браслет б (фиг. 4) и снимает его с барабана (фиг. 5).
Далее на сжатом барабане 1 производят сборку внутреннего браслета 7 (фиг. б). Переносчик 5 с каркасным браслетом 6 надвигают на барабан 1 (фиг. 7). Далее производят разжим центральной части барабана 1 до полного соединения кордного браслета 7 с каркасным браслетом 6 (фиг. 8). Затем переносчик 5 отводят, заворачивают кромки кордног;о браслета на крыло и накладывают слои корда 8 (фиг.9) После этого на барабан 1 надвигают переносчик 5, опрессовывают полученное изделие (фиг. 10) и снимают его
с барабана (фиг. 11) с получением многослойного изделия (фиг. 12).
Использование предлагаемого способа позволяет собирать резинокордные .изделия с большим количеством слоев, со сложной конс рукцией борта, а также повысить качество обработки бортов и увеличить производительность труда.
Формула изобретения
1.Способ сборки резинокордных изделий, заключающийся в том, что образуют внутренний и внешний резинокордные браслеты, сажают бортовые кольца, заворачивают кромки браслетов с оформлением бортов, накладывают последующие слои корда и необхбдимые в соответствии с конструкцией изделия детали, отличающ и и с я тем, что, с целью обеспе.чения сборки резинокордного изделия
с различными по конструкции бортами, сначала на внешний резинокордный бралет сажают бортовые кольца, заворачивают кромки резинокордного браслета на бортовые кольца, а затем устанавлвают внутренний резинокордный брасле концентрично внешнему, разжимают его центральную часть до соприкосновения с внутренней поверхностью внешнего резинокордного браслета и заворачивают его кромки на наружнюю поверхность внешнего резинокордного браслеTcL с оформлением бортов. .
2.Способ по п. 1, отличающийся тем, что последующие слои корда накладывают на внешнюю поверхность внешнего резинокордного браслета до оформпения бортов.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 434715, кл. В 29 Н 17/00, 1971.
2.Рагулин В. В., Производство пневматических шин, М., Химпя, 1965, с. 293-301 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки резино-кордных изделий | 1979 |
|
SU870179A2 |
| Способ сборки покрышек пневматических шин | 1988 |
|
SU1620326A1 |
| СПОСОБ СБОРКИ РЕЗИНОКОРДНЫХ ОБОЛОЧЕК | 2015 |
|
RU2607663C1 |
| Способ изготовления резино-кордных оболочек | 1977 |
|
SU735428A1 |
| Способ сборки покрышек пневматических шин | 1978 |
|
SU736486A1 |
| Способ сборки резино-кордных оболочек | 1976 |
|
SU735426A1 |
| Способ сборки велопокрышек | 1986 |
|
SU1507587A1 |
| Устройство для сборки покрышек пневматических шин | 1983 |
|
SU1106681A1 |
| СПОСОБ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН ТИПА "Р" | 1992 |
|
RU2085387C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИНОКОРДНЫХ ОБОЛОЧЕК С V-ОБРАЗНЫМ ПОПЕРЕЧНЫМ СЕЧЕНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1985 |
|
SU1267709A1 |
фы.3
6 В / /
1 7 2
