Изобретение относится к строительству и может быть использовано при изготовлении железобетонных панелей покрытия с теплоизоляционным слоем на наружной поверхности, преимупдественно из перлитоцемент- ной смеси.
Цель изобретения - повышение качества изделий и снижение расхода вяжуш,его.
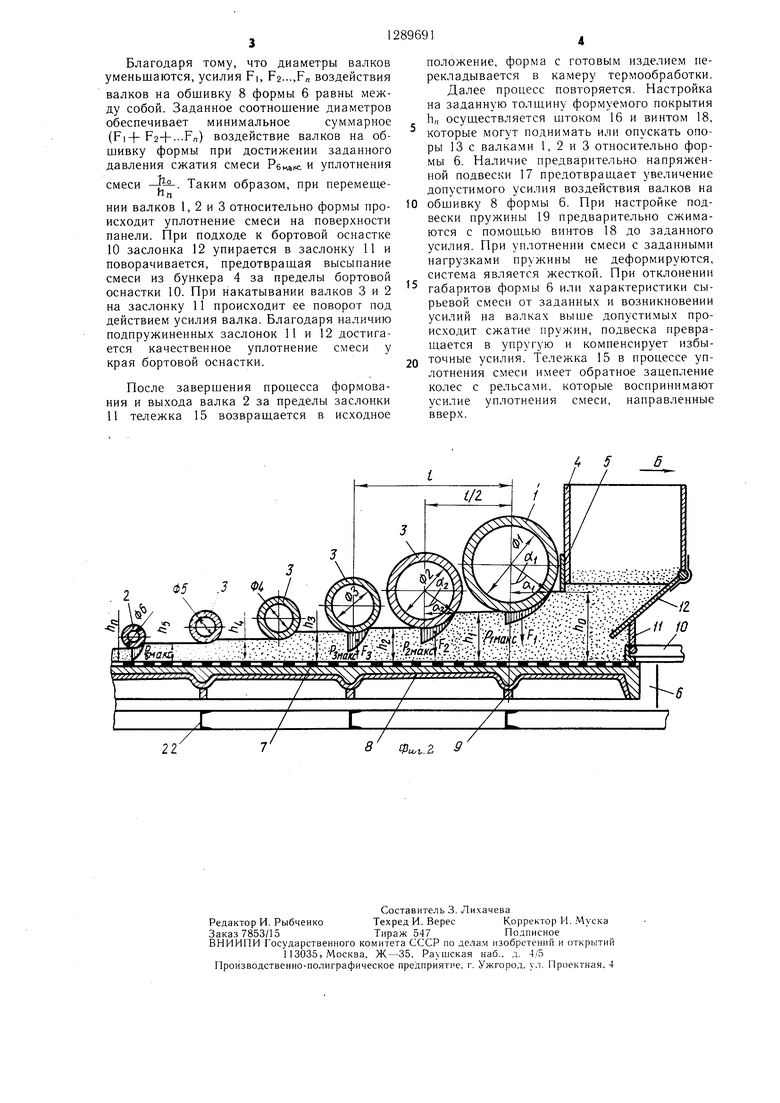
На фиг. 1 показано устройство, общш вид; на фиг. 2 - то же, поперечный разрез.
Устройство для формования изделий из сыпучих сырьевых смесей содержит блок приводных уплотняющих валков 1, 2 и 3, бункер 4 с регулируемой заслонкой 5, форму 6 для изделия 7 с обшивкой 8 и ребрами жесткости 9.
На форме 6 смонтирована бортовая оснастка 10 с подпружиненной поворотной заслонкой 11. Аналогичная заслонка 12 установлена в бункере 4.
Нриводные валки 1, 2 и 3 смонтированы в опорах 13, которые прикреплены к поперечным балкам 14 портальной тележки 15 с помощью регулируемого по высоте штока 16 с одной стороны и предварительно напряженной подвески с другой стороны. К штоку 16 опоры 13 прикреплены шарнирно. Подвеска 17 состоит из винтов 18, пружин 19 и компенсационных гаек 20.
Тележка 15 смонтирована на рельсовом пути 21, закрепленном на основании 22 по обе стороны от формы 6. Перемепхение тележки 15 и вращение валков 1, 2 и 3 осуществляется от привода 23 посредством цепной передачи 24. Все валки 1, 2, 3 связаны между собой цепной передачей 25.
Величина диаметров валков выбирается из , следующих условий. Диаметр первого валка определяется из условия качественного уплотнения сырьевой смеси. Для перлитовых смесей диаметр первого валка равен 200-300 мм. Уменьщение диаметра приводит к сдвигу верхнего слоя смеси относительно основной массы без уплотнения. Диаметр последнего калибрующего валка 2 определяется качественными показателями отформованной смеси. Для перлитовых смесей минимально допустимый диаметр калибрующего валка 100-150 мм. Уменьшение диаметра валка приводит к появлению на отформованной поверхности ряби, верхний слой остается рыхлым;увеличение диаметра валка приводит к увеличению усилия воздействия валка на обшивку формы без улучшения качества уплотнения. Диаметры промежуточных валков 3 выбираются из условия равенства усилий воздействия валков на форму.
Усилие FI (фиг. 1) воздействия валка 1 на обшивку 8 формы 6 определяется по формуле
Fi К РиакЛаь
где К - коэффициент, учитывающий распределение давления формования по периметру валка;
ho-h,
р р:llQ ho -Максимальное давление
уплотнения смеси; Е - ширина формуемого изделия; а - ширина пятна контакта валка с
материалом;
ho - толщина слоя сырьевой смеси, поступающей под первый валок; hi - толщина слоя уплотненной смеси под первым валком.
Аналогичным образом определяется усилие для йсех валков. Из условия равенства усилий получена зависимость для определения оптимального соотношения диаметров валков, обеспечивающих минимальное усилие воздействия на форму при удовлетворении заданной степени уплотнения смеси
D,+ , D,
EH/(hi-i- h/Lsln L-,
EM,-+I ( h,+ i)sina,+ i
где Е„,- - модуль упругости сырьевой смеси
под i-M валком; Е,,,+1 - модуль упругости сырьевой смеси
под (i+l)-M. валком; D, - диаметр валка, с которого начи- нается расчет;
Dj+i - диаметр последующего валка; h,i - толщина слоя массы под предыдущим валком; h| - толщина уплотненного слоя массы
под i-M валком;
h,+ i - толщина уплотненного слоя массы под последующим валком;
«, агссоз 1 - 2(Н/- I- h,-) i
г -
- угол зоны прессования под валком;
aj.fl - угол зоны прессования под последующим валком.
Устройство работает следующим образом.
В исходном положении устройство находится в крайнем право.м положении (фиг. 1). На основание 22 укладывают форму 6 со свежеотформованным изделием 7. В бункер 4 засыпают дозу сырьевой смеси и включают привод 23 (фиг. 2). Вращение привода передается на один из валков 3. Благодаря тому, что все валки связаны между собой цепной передачей 25, осуществляется синхронное вращение валков 1, 2 и 3. С одного из валков 3 вращение передается через
цепную передачу 24 на колеса тележки 15, которая перемещается по стрелке Б. При движении тележки 15 относительно формы 6 сырьевая смесь из бункера 4 распределяется по поверхности изделия 7 с высотой, которая устанавливается заслонкой 5 (фиг. 1).
Первый валок 1 уплотняет смесь до высоты hi, второй валок 3 - до высоты h2 и т. д. Последний (калибровочный) валок 2 калибрует толщину смеси до требуемой толщины.
Благодаря тому, что диаметры валков уменьшаются, усилия FI, Р2...,Рп воздействия валков на обшивку 8 формы 6 равны между собой. Заданное соотношение диаметров обеспечивает минимальноесуммарное
(Fi4- Р2+...Рл) воздействие валков на обшивку формы при достижении заданного давления сжатия смеси Рбма«1 и уплотнения
смеси . Таким образом, при перемеше- п
положение, форма с готовым изделием перекладывается в камеру термообработки. Далее процесс повторяется. Настройка на заданную толшину формуемого покрытия h,i осуш.ествляется штоком 16 и винтом 18, которые могут поднимать или опускать опоры 13 с валками 1, 2 и 3 относительно формы 6. Наличие предварительно напряженной подвески 17 предотврашает увеличение допустимого усилия воздействия валков на
НИИ валков 1, 2 и 3 относительно формы про- Ю обшивку 8 ф ормы 6. При настройке подвески пружины 19 предварительно сжимаисходит уплотнение смеси на поверхности панели. При подходе к бортовой оснастке
10заслонка 12 упирается в заслонку 11 и поворачивается, предотвраш,ая высыпание смеси из бункера 4 за пределы бортовой оснастки 10. При накатывании валков 3 и 2 на заслонку 11 происходит ее поворот под действием усилия валка. Благодаря наличию подпружиненных заслонок 11 и 12 достигается качественное уплотнение смеси у края бортовой оснастки.
После завершения процесса формования и выхода валка 2 за пределы заслонки
11тележка 15 возвраш,ается в исходное
ются с помощью винтов 18 до заданного усилия. При уплотнении смеси с заданными нагрузками пружины не деформируются, система является жесткой. При отклонении
габаритов формы 6 или характеристики сырьевой смеси от заданных и возникновении усилий на валках выше допустимых происходит сжатие пружин, подвеска превра- шается в упругую и компенсирует избы20 точные усилия. Тележка 15 в процессе уплотнения смеси имеет обратное зацепление колес с рельсами, которые воспринимают усилие уплотнения смеси, направленные вверх.
обшивку 8 ф ормы 6. При настройке подвески пружины 19 предварительно сжимаются с помощью винтов 18 до заданного усилия. При уплотнении смеси с заданными нагрузками пружины не деформируются, система является жесткой. При отклонении
габаритов формы 6 или характеристики сырьевой смеси от заданных и возникновении усилий на валках выше допустимых происходит сжатие пружин, подвеска превра- шается в упругую и компенсирует избыточные усилия. Тележка 15 в процессе уплотнения смеси имеет обратное зацепление колес с рельсами, которые воспринимают усилие уплотнения смеси, направленные вверх.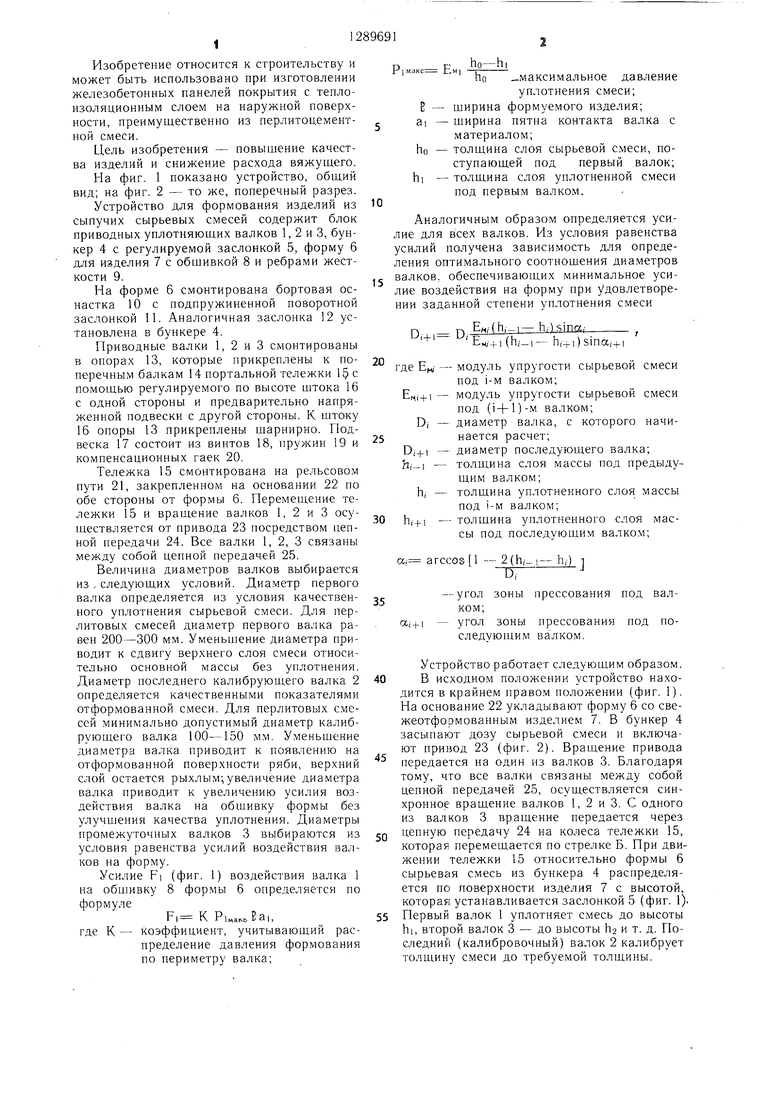
| название | год | авторы | номер документа |
|---|---|---|---|
| Питатель для сыпучих сырьевых смесей | 1986 |
|
SU1440736A1 |
| Установка для непрерывного изготовления строительных изделий | 1984 |
|
SU1288074A1 |
| Установка для непрерывного формования изделий с пустотами | 1988 |
|
SU1622125A1 |
| Устройство для агрегирования стекольной шихты | 1982 |
|
SU1039901A1 |
| Устройство для непрерывного формования плит из смесей повышенной сыпучести | 1987 |
|
SU1512771A1 |
| Бетоноукладчик | 1990 |
|
SU1794511A1 |
| Способ формования штучных изделий из керамической массы и устройство для его осуществления | 1990 |
|
SU1784459A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗДЕЛИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2199604C2 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ФОРМОВАНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ | 1992 |
|
RU2036086C1 |
| Машина для отделки строительных изделий | 1983 |
|
SU1080979A1 |

22
| Установка для нанесения теплоизоляционного покрытия на поверхность железобетонного изделия | 1973 |
|
SU682375A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Установка для формования строительных изделий | 1982 |
|
SU1063604A2 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| г (/i,--i- /i,-)sina, ,- .Е,,(/г,,- /i,+ ,)sina,-+; где ЕМ,- - модуль упругости сырьевой смеси под i-M валком; Е„„-+1 - модуль упругости сырьевой смеси под (i + l)-M валком; D,- - диаметр валка, с которого начинается расчет; Dj+i - диаметр последующего валка; /1,1 - толщина слоя массы под предыдущим валком; h, - толщина уплотненного слоя массы под i-M валком; /г;+| - толщина уплотненного слоя массы под последующим валком; „-ягсгочИ 2(/1,|- /I,-) dl LCUb 1гт - угол ЗОНЫ прессования под i-м валком; а,+1 - угол зоны прессования под последу щи м валком | |||
| (/) to 00 х о 6 21 22 / 25 74 Фи.г.1 | |||
