Изобретение относится к технике контактной сварки, в частности к способам контактной рельефной сварки деталей неравных размеров.
Цель изобретения - повышение качества сварного соединения при контактной рельефной сварке деталей не равных размеров путем повышения проч ностн.
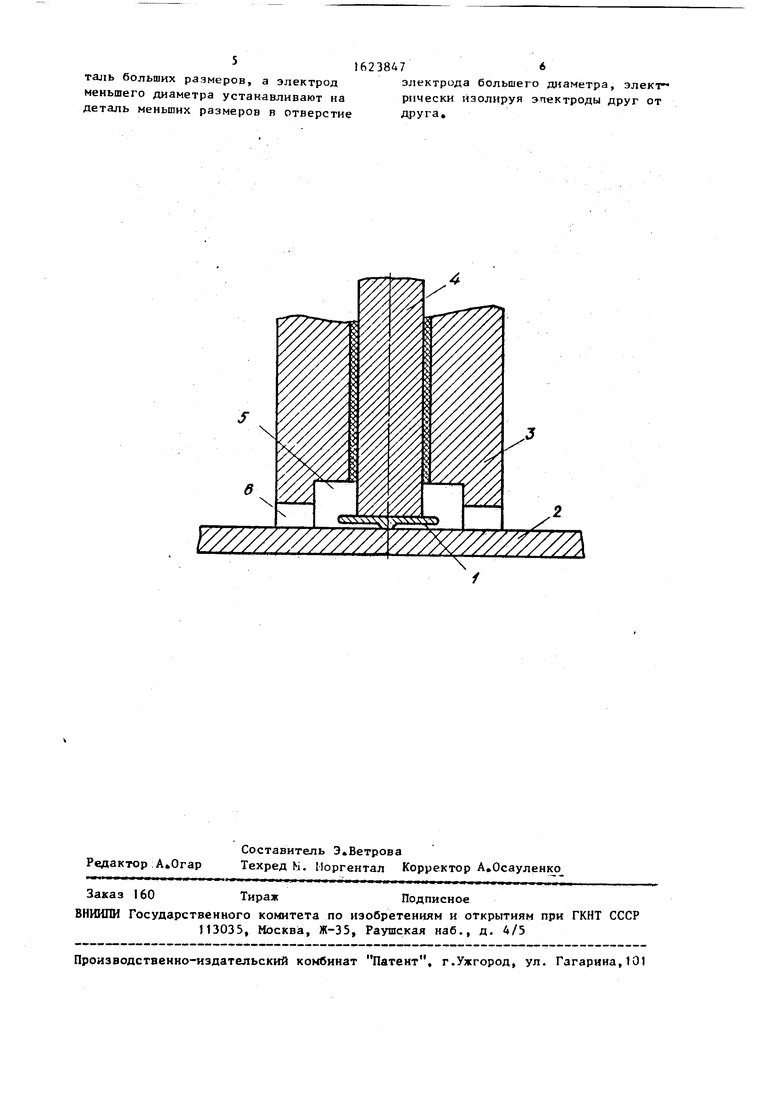
На чертеже показаны свариваемые детали неравных размеров перед контактной рельефной сваркой.
Техническая сущность изобретения заключается в следующем.
Подготавливают свариваемые поверхности деталей 1 и 2 неравных раз меров. Подготовленные свариваемые детали 1 и 2 размещают в машине для
контактной рельефной сварги. На де- тали 1 и 2 устанавливают электроды 3 и 4 машины при этом электроды 3 и 4 выполняют наравных диаметров В электроде 3 большего диаметра выполняют ступенчатое отверстие 5 вдоль оси симметрии, причем максимальный диаметр отверстия 5 больше макси- нального размера в плане детали 1 меньших размеров, а минимальный диа- метр отверстия 5 равен диаметру электрода 4 меньшего диаметра Кроме того, на рабочей поверхности электрода 3 выполняют пазы 6 в количестве, кратном двум. Электроды 3 и 4 устанавливают на детали 1 и 2 по одну сторону от них. При этом на деталь 1 устанавливают электрод 4, а на деталь 2 больших размеров устанавливают электрод 3, электрод 4 устанавливают в отверстие электрода 3, электрически изолируя электроды 3 и 4 друг от друга. Детали 1 и 2 сваривают.
Физическая сущность изобретения заключается в следующем. При использовании изобретения в процессе контактном рельефной сварки деталей неравных размеров увеличивается путь прохождения тока сварки по свариваемой детали больших размеров к месту образования сварного соединения,осуществляется самогашение электромаг- .штных полей, наводимых в свариваемых деталях, а также уменьшается теп- лоотвод в сварочной машине большего диаметра. При этом оптимизируется температура нагрева свариваемых поверхностей деталей. В результате повышается прочность, а следовательно, и качество соединения.
Контактную рельефную сварку деталей неравных размеров из стали марки 08КП (ГОСТ 1050-74), деталь больших размеров из которых имела размеры: длина 100,0 мм; ширина 100,0 мм; толщина 2,5 мм, а деталь меньших размеров имела размеры: длина 30,0 мм; ширина 10,0 мм; толщина 1,0 мм, выполняли следующим образом. На свариваемой детали меньших размер-ов вы- штамповывали рельеф радиусом 4,0 мм и высотой 0,8 мм. Свариваемые поверхности деталей подготавливали по обычной технологии. Подготовленные свариваемые детали размещали в сварочной машине марки МТ 1222 УХЛ 4 (ТУ 16-539.930-79). На размещенные в машине детали устанавливали члектро-
0
5
0
5
0
5
0
5
ды машины При этом электроды выполняли диаметрами 70 мм и 16 мм, в электроде диаметром 70 мм выполняли ступенчатое отверстие вдоль оси симметрии, причем максимальный диаметр отверстия был равен 36 мм, а минимальный диаметр отверстия был равен 16 мм.Кроме того, на рабочей поверхности электрода не выполняли пазы или выполняли один или два, или три, или четыре паза. Электроды устанавливали на деталях по одну сторону от них. При этом на деталь больших размеров устанавливали электрод большего диаметра, а на деталь меньших размеров устанавливали электрод меньшего диаметра, причем электрод меньшего диаметра устанавливали в отверстие электрода бодьшего диаметра, электрически изолируя электроды относительно друг друга Детали сваривали. Параметры режима сварки: усилие сжатия 0,08 МПа; время сжатия 0,12 с; ток сварки 1,00 кА; время сварки 0,08 с; количество импульсов 2; время паузы 0,06 с.
Сварные соединения испытывали на отрыв.
Средняя величина усилия отрыва соединений, полученных при оптимальных условиях и параметрах режима сварки, составила 6750 Н.
Использование изобретения при контактной рельефной сварке деталей неравных размеров повышает качество сварного соединения.
Формула изобретения Способ контактной рельефной уварки деталей неравных размеров, при котором на свариваемых деталях устанав ливают электроды сварочной машины, отличающийся тем, что, с целью повышения качества сварного соединения путем повышения прочности, электроды выполняют неравных диаметров, в электроде большего диаметра выполняют ступенчатое отверстие вдоль оси симметрии, максимальный диаметр отверстия выполняют больше максимального размера в плане детали меньших размеров, минимальный диаметр отверс тия выполняют равным диаметру электрода меньшего диаметра, на рабочей поверхности электрода большего диаметра выполняют пазы, количество которых кратно двум, электрод большего диаметра устанавливают на де-
таль больших размеров, а электрод меньшего диаметра устанавливают на деталь меньших размеров в отверстие
электрода большего диаметра, электрически изолируя эпектроды друг от друга.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контактной рельефной сварки листа с деталью | 1987 |
|
SU1609578A1 |
| Способ контактной рельефной сварки | 1989 |
|
SU1742005A1 |
| Способ контактной рельефной сварки | 1988 |
|
SU1622101A1 |
| Способ контактной рельефной сварки | 1987 |
|
SU1518099A1 |
| Способ контактной рельефной сварки | 1987 |
|
SU1504037A1 |
| Способ контактной рельефной сварки | 1988 |
|
SU1620246A2 |
| СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ | 1991 |
|
SU1830797A1 |
| СПОСОБ КОНТАКТНОЙ РЕЛЬЕФНОЙ ДВУХКОНТУРНОЙ СВАРКИ ШТУЦЕРА С КОРПУСОМ | 2009 |
|
RU2399469C1 |
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ ПЛОСКОЙ ДЕТАЛИ ИЗ ЛИСТОВОГО МЕТАЛЛА С МЕТАЛЛИЧЕСКИМ СТЕРЖНЕМ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 2007 |
|
RU2362660C2 |
| Способ контактной рельефной сварки стержня с плоской деталью | 1989 |
|
SU1639910A1 |
Изобретение относится к кон- тактной сварке. Цель изобретения - повышение качества сварного соеди- нения вследствие повышения прочное ти. На свариваемые детали устанавли- вают электроды сварочной машины.При этом электроды выполняют неравных диаметров, в электроде большего диаметра выполняют ступенчатое отверс- тие вдоль оси симметрии, причем максимальный диаметр отверстия боль- ще максимального размера в плане детали меньших размеров, а мшшмаль- ный диаметр отверстия равен диаметру электрода меньшего диаметра.Кроме того, на рабочей поверхности электрода большего диаметра выполняют па- зы в количестве, кратным двум. Электроды устанавливают на детали по одну сторону от них. При этом на деталь большего размера устанавливают электрод большего диаметра, а на дьталь меньшего размера устанавливают электрод меньшего диаметра, причем электрод меньшего диаметра устанавливаю 1 в отверстие тлектрода больше о диаметра. Электроды электрически изолируют относительно друг друга При этом величива-етсл путь прохождения тока сварки по детали больших размеров к месту образования сварного соединения, осуществляется самогашение электромагнитных полей, наводимых в деталях, а также уменьшается тепло- отвод в электрод большего диаметра. Таким образом оптимизируется температура нагрева свариваемых поверхностей, повышается прочность, а следовательно, и качество соединения. 1 ил. о ю (Л С
№/////////////////лтт7//лл
| Гиллевич В.А | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Веникодробильный станок | 1921 |
|
SU53A1 |
