Изобретение относится к сварке, а именно контактной сварке деталей, преимущественно неравной толщины из разнородных металлов.
Цель изобретения повышение прочности сварного соединения при сохранении сплошности и герметичности нижней детали.
Поставленная цель достигается тем, что в способе, заключающемся в образовании отверстия под заклепку в верхней детали, сборке деталей с установкой в упомянутое отверстие заклепки из металла, однородного с металлом нижней детали, и конкретное сварке заклепки с нижней деталью, отверстие под заклепку в верхней детали образуют ступенчато-цилиндрическим с заходным конусом, причем объем цилиндрической части отверстия в верхней детали со стороны поверхности контактирования деталей выбирают исходя из условия его равенства объему полукруглой головки заклепки, затем заклепку вставляют в отверстие верхней деталей головкой в сторону нижней детали, подводят к свободному торцу стержня заклепки, сварочный ток и сварочное усилие, и в процессе сварочного цикла формируют сварную точку между головкой заклепки и нижней деталью и одновременно формообразуют свободный конец стержня заклепки по заходному конусу отверстия в верхней детали.
Свободный конец стержня заклепки формообразуют по заходному конусу отверстия в верхней детали до сварки.
Цилиндрическую часть отверстия со стороны поверхности контактирования деталей, выполняют диаметром, соответствующим диаметру головки заклепки, и высотой, составляющий половину высоты головкой заклепки.
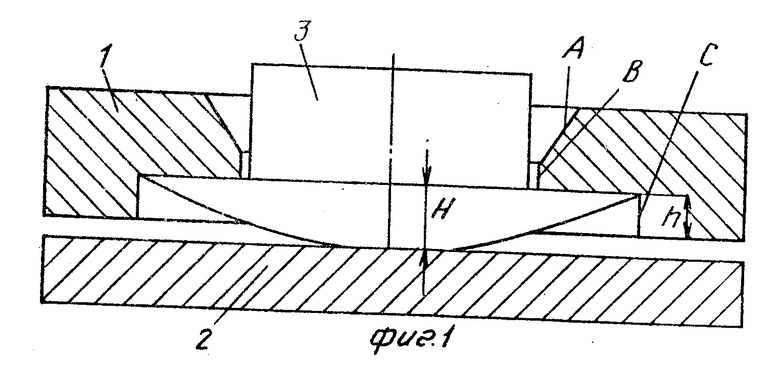
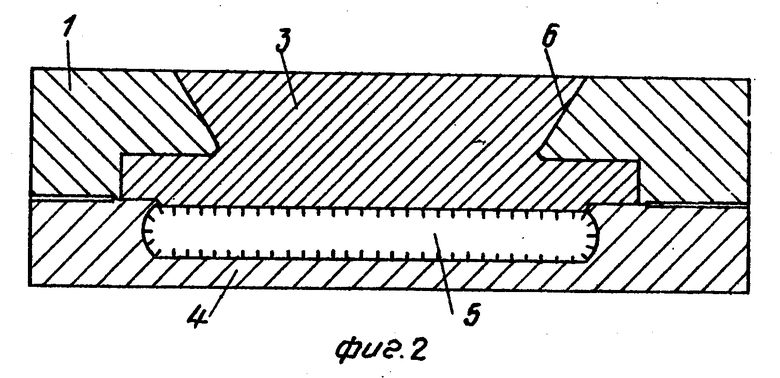
На фиг.1 схематично представлен данный способ после операции сборки; на фиг.2 после сварки.
Предлагаемый способ осуществляют следующим образом. В верхней детали 1 образуют ступенчато-цилиндрическое отверстие 2 под заклепку 3, состоящее из трех участков; конического А, среднего цилиндрического В, и цилиндрического участка С со стороны поверхности контактирования деталей. При этом объем отверстия на участке С должен быть равен объему головки заклепки, а сумма объемов участков А и В отверстия должна быть равна объему стержня заклепки 3.
Цилиндрический участок С отверстия 2 под заклепку 3 образуют высотой h, равной половине высоты Н головки заклепки 3. Затем осуществляют сборку свариваемого узла: вставляют заклепку 3 в верхнюю деталь 1 и собирают ее с нижней деталью 4.
Детали 1,4 с вставленной заклепкой 3 в сборе зажимают между электродами контактной машины (на чертеже не показаны) со сварочным усилием, а затем включают сварочный ток и в процессе сварочного цикла формируют сварную точку 5 между головкой заклепки 3 и нижней деталью 4 и одновременно формообразуют свободный конец стержня 6 заклепки 3 по конической части А отверстия в верхней детали 1.
Если соединение между деталями 1 и 2 многоточечное и все заклепки удержать в сборе не рассыпав трудно, то пластическое формообразование свободного конца стержня заклепки по входному конусу отверстия верхней детали выполняют до сварки, сохранив при этом форму головки заклепки.
Описанный способ позволяет получить соединения деталей из таких разнородных металлов как сталь и титан, титан и алюминий, титан и медь и другие. На фиг.3 приведена фотография макрошлифа соединения деталей из титанового и алюминиевого сплавов.
Таким образом, предложенный способ по сравнению с прототипом позволяет повысить прочность сварного соединения ввиду увеличения площади литого ядра сварной точки относительно сечения стержня заклепки, причем сохраняется сплошность и герметичность нижней детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки | 1981 |
|
SU1026995A1 |
| ЭЛЕКТРОЗАКЛЕПОЧНОЕ СОЕДИНЕНИЕ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2006 |
|
RU2375161C2 |
| Способ соединения контактной сваркой деталей из разнородных металлов внахлестку | 1990 |
|
SU1815073A1 |
| ЦЕНТРАТОР ДЛЯ СБОРКИ И СВАРКИ КОЛЬЦЕВЫХ ШВОВ | 2015 |
|
RU2599469C1 |
| СПОСОБ СОЕДИНЕНИЯ РАЗНОРОДНЫХ МАТЕРИАЛОВ ЭЛЕКТРОННЫМ ЛУЧОМ | 2016 |
|
RU2635123C1 |
| Способ точечной магнитно-импульсной сварки плоских листовых металлических материалов и устройство для его осуществления | 2020 |
|
RU2740937C1 |
| Устройство для сварки термопластичных материалов | 1986 |
|
SU1407835A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНОГО СОЕДИНЕНИЯ И ТРАНСПОРТНО-СКЛАДСКОЙ КОНТЕЙНЕР ДЛЯ КАССЕТ С ОТРАБОТАВШИМ ЯДЕРНЫМ ТОПЛИВОМ, ИЗГОТОВЛЕННЫЙ ЭТИМ СПОСОБОМ | 1995 |
|
RU2127656C1 |
| СПОСОБ СТЫКОВОЙ КОНТАКТНОЙ СВАРКИ СОПРОТИВЛЕНИЕМ РАЗНОРОДНЫХ МЕТАЛЛОВ | 2000 |
|
RU2188106C2 |
| Способ изготовления нахлесточных соединений из разнородных материалов | 2023 |
|
RU2810473C1 |
Использование: при соединении деталей неравной толщины и из разнородных металлов. Сущность изобретения: верхнюю деталь выполняют со ступенчатым цилиндрическим отверстием с заходным конусом. В отверстие помещают заклепку с полукруглой головкой. Объем части цилиндрического отверстия со стороны нижней детали выбирают равным объему головки заклепки, а заклепку устанавливают головкой в этой части отверстия. В процессе сварки соединяют головку заклепки с нижней деталью. Свободный конец заклепки формообразуют по заходному конусу до сварки или в процессе сварки. 2 з. п. ф-лы, 2 ил.
| Там же, с.285. |
