Изобретение относится к обработке металлов давлением, в частности, к оснастке для гибки профилей из листового материала, и является усовершенствованием изобретения по авт. ев № 1368063.
Целью изобретения является повышение производительности труда и улучшение качества и стабильности оформления угла гиба при изготовлении профилей повышенной жесткости.
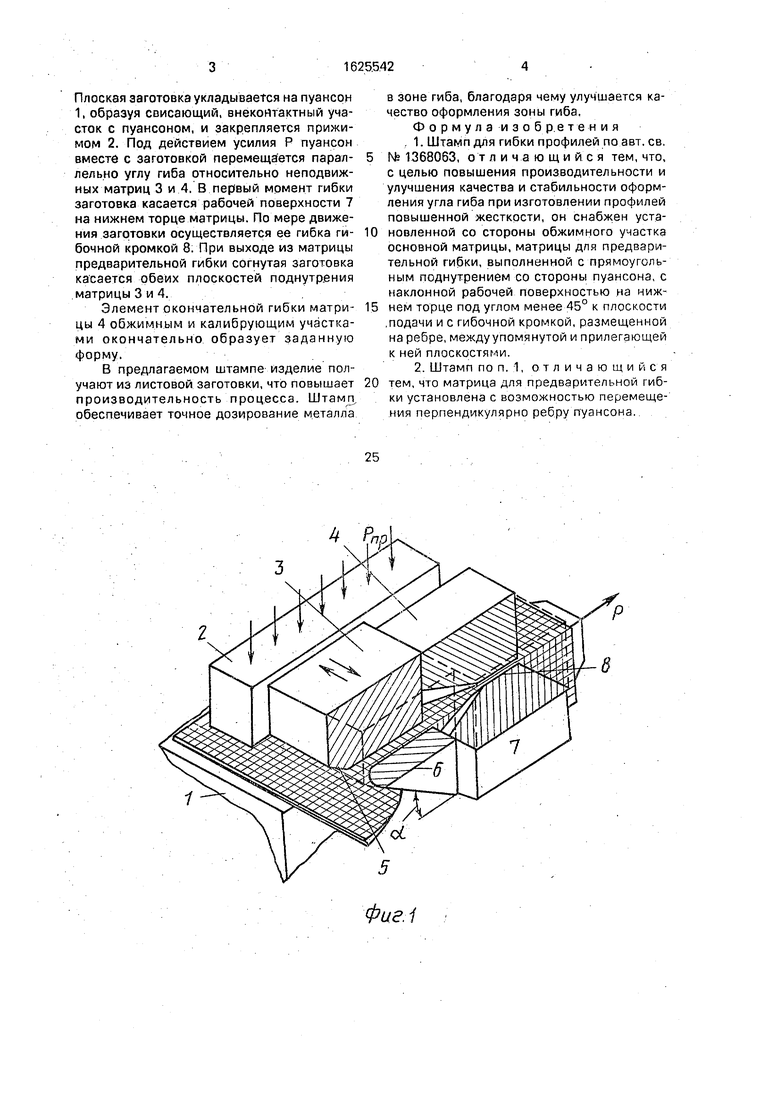
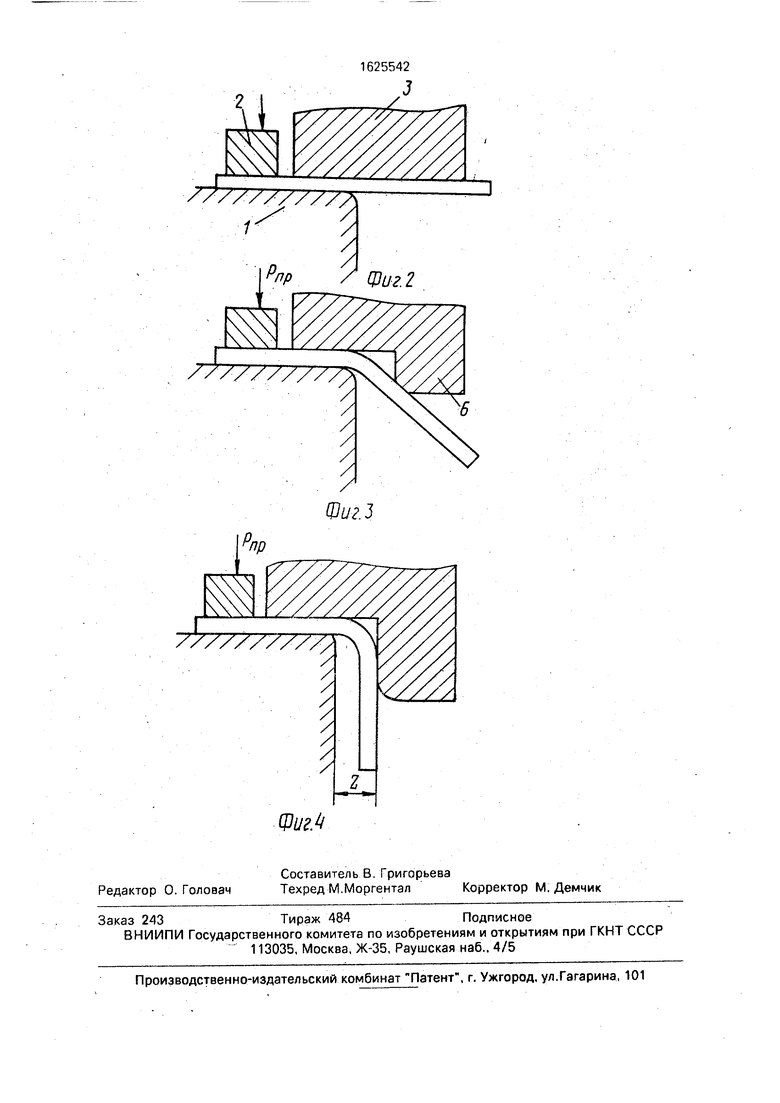
На фиг. 1 показаны штамп и схема действия сил на его конструктивные элементы; на фиг. 2 - заготовка перед гибкой; на фиг, 3 - то же, в процессе гибки; на фиг. 4 - то же, после окончания гибки,
Штамп состоит из пуансона 1, прижима 2 и матрицы 3 для предварительной гибки и матрицы 4 для окончательной гибки. Матрица 3 установлена со стороны обжимного участка матрицы 4 с возможностью независимого перемещения перпендикулярно гибочной кромке пуансона. Матрица 3 выполнена с прямоугольным поднутрением, имеющим плоскости 5 и 6 с наклонной рабочей поверхностью 7 на нижнем торце, угол которой а 45°, и с гибочной кромкой 8, размещенной на ребре между плоскостями 5 и 6.
Матрица 4 имеет обжимной и калибрующий участки.
Штамп работает следующим образом.
Перед началом процесса между рабочей гранью пуансона 1 и плоскостью 5 матрицы 3 устанавливается необходимый зазор Z, который обеспечивает нужный избыток объема металла заготовки для формирования угла гиба. Зазор между верхней гранью пуансона 1 и плоскостью б матрицы 3 устанавливается равным толщине заготовки.
О
to ел ел
4
Ю
го
Плоская заготовка укладывается на пуансон 1, образуя свисающий, внеконтактный участок с пуансоном, и закрепляется прижимом 2. Под действием усилия Р пуансон вместе с заготовкой пере меняется параллельно углу гиба относительно неподвижных матриц 3 и 4. В первый момент гибки заготовка касается рабочей поверхности 7 на нижнем торце матрицы. По мере движения заготовки осуществляется ее гибка гибочной кромкой 8. При выходе из матрицы предварительной гибки согнутая заготовка касается обеих плоскостей поднутрения матрицы 3 и 4.
Элемент окончательной гибки матрицы 4 обжимным и калибрующим участками окончательно образует заданную форму.
В предлагаемом штампе изделие получают из листовой заготовки, что повышает производительность процесса. Штамд обеспечивает точное дозирование металла
в зоне гиба, благодаря чему улучшается качество оформления зоны гиба.
Формула изобретения
1.Штамп для гибки профилей по авт. св. № 1368063, отличающийся тем, что,
с целью повышения производительности и улучшения качества и стабильности оформления угла гиба при изготовлении профилей повышенной жесткости, он снабжен установленной со стороны обжимного участка основной матрицы, матрицы для предварительной гибки, выполненной с прямоугольным поднутрением со стороны пуансона, с наклонной рабочей поверхностью на нижнем торце под углом менее 45° к плоскости подачи и с гибочной кромкой, размещенной на ребре, междуупомянутой и прилегающей к ней плоскостями.
2.Штамп поп. 1, отличающийся тем, что матрица для предварительной гибки установлена с возможностью перемещения перпендикулярно ребру пуансона.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для одноугловой гибки профилей | 1986 |
|
SU1368063A1 |
| Устройство для гибки профилей | 1991 |
|
SU1780895A1 |
| Штамп для гибки швеллеров | 1985 |
|
SU1324709A1 |
| Способ изготовления профилей | 1986 |
|
SU1344456A1 |
| Штамп для гибки крестообразных деталей с отогнутой лапкой | 1987 |
|
SU1505630A1 |
| Штамп для гибки угольников | 1985 |
|
SU1335361A1 |
| Способ и устройство для гибки тонколистового металла | 2017 |
|
RU2638465C1 |
| Штамп для отрезки и гибки | 1981 |
|
SU980898A1 |
| Штамп для гибки деталей | 1985 |
|
SU1287967A1 |
| Штамп автомат для двухпереходной гибки штучных заготовок | 1982 |
|
SU1038006A1 |
Изобретение относится к обработке металлов давлением, в частности к оснастке для гибки профилей из листового материала, и лозволяет повысить производительность труда и улучшить качество оформления угла гиба при изготовлении профилей повышенной жесткости. Штамп для гибки профилей содержит матрицу (М) предварительной гибки и М окончательной гибки, пуансон и прижим. М предварительной гибки выполнена с прямоугольным поднутрением, с наклонной рабочем поверхностью на нижнем торце и с гибочной кромкой. Заготовка укладывается на пуансон и закрепляется прижимом. В первый момент гибки заготовка касается наклонной поверхности М предварительной гибки и начинает изгибаться гибочной кромкой М окончательной гибки, образуя заданную форму В данном штампе изделие получается из листовой заготовки, он обеспечивает точное дозирование металла в зоне ги&а. 1 з. п. ф-лы, 4 ил. СО с
4 Р,
Фиг Л
| Штамп для одноугловой гибки профилей | 1986 |
|
SU1368063A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
