СО О5 00 О О)
со
Изобретение относится к обработке металлов давлением, в частности к гибке профилей из листового материала и может быть использовано в машиностроительной, авиационной и других отраслях промышленности.
Целью изобретения является расширение технологических возможностей за
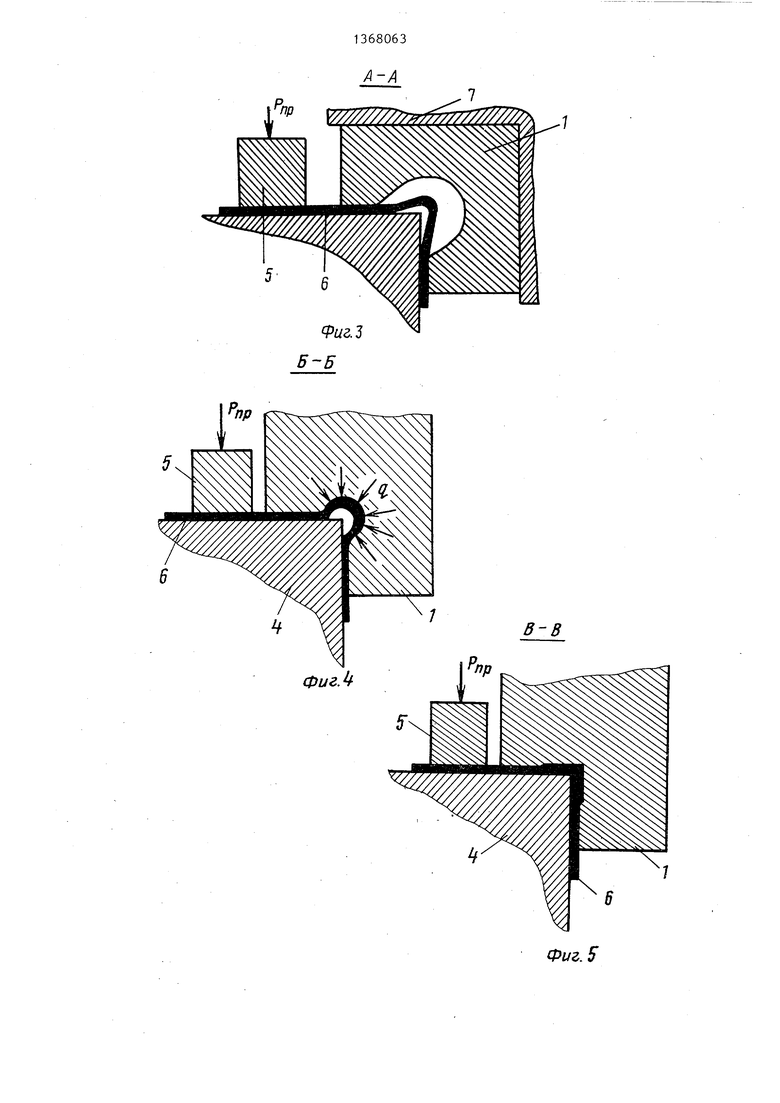
матрица должна скользить по направляющим 7.
При перемещении пуансона относительно матрицы очаг деформации перемещается вдоль ребра пуансона. Обжимной участок матрицы, постепенно сужаясь, деформирует избыточный объем заготовки в зоне гиба, создавая
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гибки профилей | 1991 |
|
SU1780895A1 |
| Штамп для гибки профилей | 1988 |
|
SU1625542A2 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ПРОФИЛЯ ПОЛУЗАКРЫТОГО СЕЧЕНИЯ | 1997 |
|
RU2118216C1 |
| Способ изготовления профилей | 1986 |
|
SU1344456A1 |
| Штамп для изготовления тройников из листовых заготовок | 1980 |
|
SU893285A1 |
| Комбинированный штамп последовательного действия для изготовления полых тонкостенных заклепок | 1987 |
|
SU1489897A1 |
| Способ и устройство для гибки тонколистового металла | 2017 |
|
RU2638465C1 |
| УСТРОЙСТВО ДЛЯ ПРОСТРАНСТВЕННОЙ ГИБКИ СТЕРЖНЕВЫХ ЗАГОТОВОК | 2009 |
|
RU2447961C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2230621C2 |
| Способ изготовления П-образных деталей из полосы и штамп последовательного действия для его осуществления | 1991 |
|
SU1819712A1 |
Изобретение относится к обработке металлов давлением, в частности к гибке профилей из листового материала. Оно может быть использовано в машиностроительных отраслях промышленности и позволяет расширить технологические возможности инструмента за счет изготовления гнутых профилей повышенной жесткости. Штамп содержит матрицу с обжимным и калибрующим участками, пуансон и прижим. Предварительно согнутая заготовка помещается на пуансон и закрепляется на нем прижимом. После прижатия матрицы к заготовке пуансон перемещается в продольном направлении относительно матрицы, обеспечивая деформирование заготовки с изменением конфигурации участка сопряжения полок профиля. Пуансон и матрица смонтированы с возможностью относительного продольного перемещения. При этом один из элементов закреплен неподвижно 2 з.п. ф-лы. 7 ил. 
счет изготовления гнутых профилей по- ю условия стесненного изгиба. Под дейвышенной жесткости.
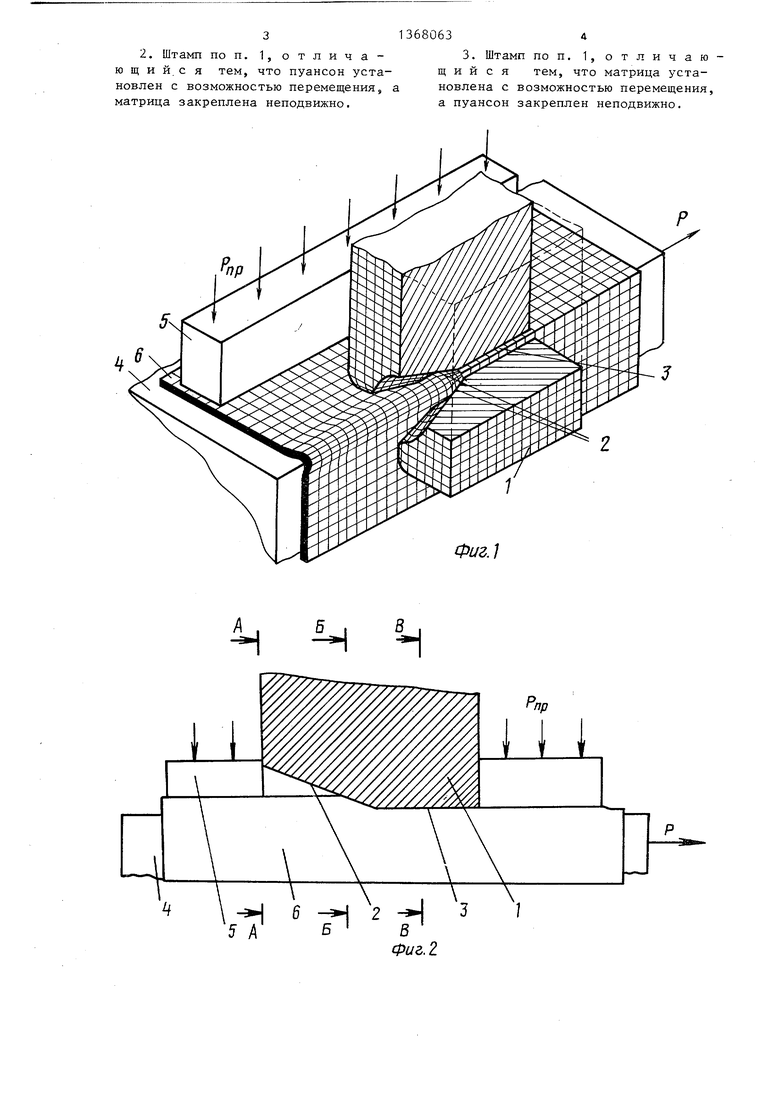
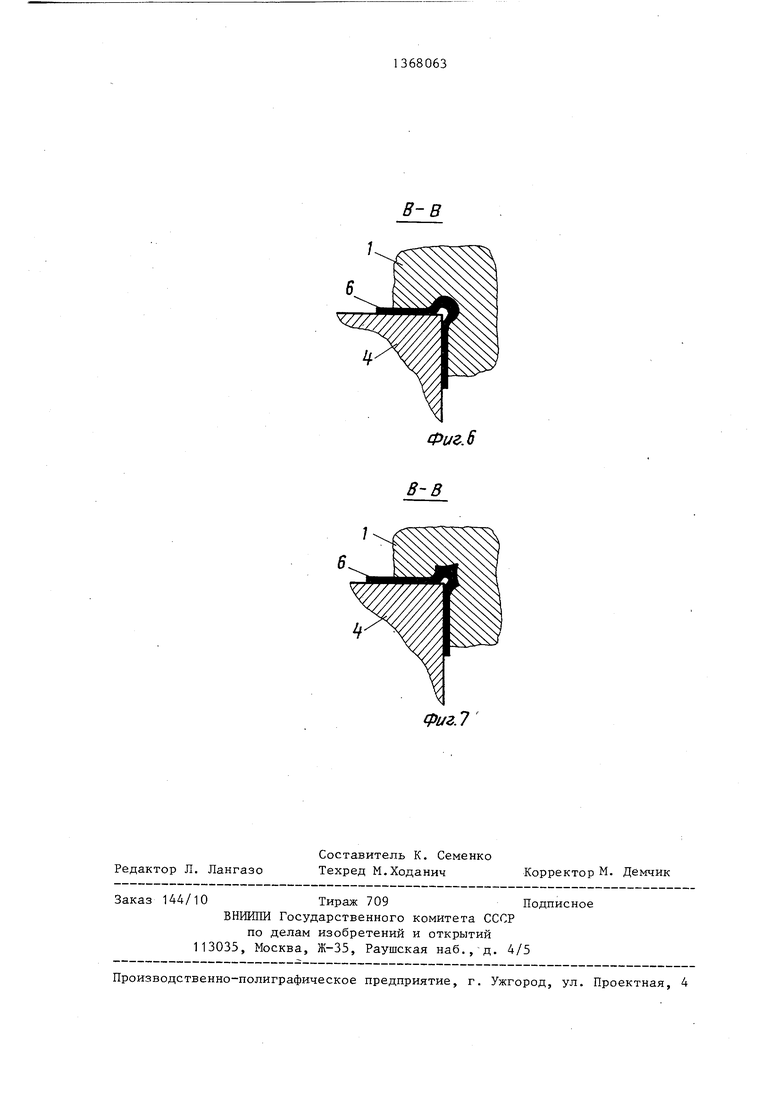
На фиг. 1 показаны штамп и схема действия сил на его конструктивные элементы,общий вид; на фиг. 2 - штамп, продольное сечение; на фиг. 3 - разрез А-А на фиг. 2 (сечение штампа п обжимному участку матрицы до начала деформации заготовки); на фиг. 4 - разраз Б-Б на фиг. 2 (сечение по обжимному участку и схема действия нормальных сил на деформируемый участок в момент деформации заготовки) ; на фиг. 5-7 - разрез В-В на фиг. 2 (варианты форм поперечного сечения профиля в углах гиба).
Штамп для гибки профилей состоит из матрицы 1, каждая из рабочих граней которой имеет обжимной 2 и калибрующий 3 участки, пуансона 4, прижима 5 для заготовки и направляющих 7 для матрицы 1. Матрица 1 относительно пуансона 4 устанавливается в исходное положение так, что зазор между ними по обеим рабочим плоскостям равен толщине деформируемой заготовки 6. Обжимные участки 2 образуют поднутрение в угловой части марицы 1 конической формы. Форма поднутрения, образуемого калибрующими участками 3, определяется заданной формой профиля в месте сопряжения его полок.
Заготовка 6, предварительно согнутая с допустимым для данного материала радиусом, укладывается на рабочую кромку пуансона 4 и закрепляется на пуансоне прижимом 6. Усилие прижима Ррр должно обеспечить отсутствие проскальзывания- заготовки относительно пуансона в процессе гибки. Затем пуансон вместе с прижатой к нему заготовкой перемещается параллельно ребру гиба усилием Р. Матрица в этом случае остается неподвижной (фиг. 1 и 2).
Возможен вариант перемещения матрицы вдоль ребра гибки при неподвижном пуансоне. В этом случае (фиг.З)
5
0
5
0
5
0
5
0
5
ствием нормальных сжимающих усилий q (фиг. 4) происходит увеличение толщины заготовки и качественное оформление поперечного сечения профиля в зоне гибки(фиг. 5-7).
После завершения хода пуансона прижимом 5 освобождают заготовку 6, а пуансон 4 возвращают в исходное положение.- При этом заготовка вместе с матрицей остаются неподвижными. Затем цикл деформации нового, участка заготовки повторяется. Описанная постадийная деформация позволяет получать длинномерные профили.
В зависимости от требуемого угла гибки профиля рабочие углы пуансона и матрицы могут быть различными (острый, прямой, тупой). Изменением конфигурации калибрующего участка
3матрицы и рабочей кромки пуансона
4можно получить различную форму поперечного сечения профиля в зоне гиба (фиг. 5-7).
Формула изобретения
313680634
Л , б I 8 , Н
2
Фиг.1
фиг.
в-в
Фиг. 5
Фиг.1
| Штамп для гибки заготовок | 1975 |
|
SU539641A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
