фиг 1
Изобретение относится к npv , ном/ производству и может быть испгльзоьано для станин клетей гтанов холодной прокаi ки
Целью изобретения является улучшение качества готового проката счет компенсации радиального биения бочек рабочих валков при одновременном par ши- рении диапазона регулирование жесткости станины прокатной клети
На фиг.1 показана стойка станины прокатной клети; на фиг 2 устройст во компен сации радиального биения Гюче рп ючих валков на фиг 3 кривая режимов работы устройства для компенсации ногг) биения бочек рабочих валков; in j-иг 4 - характеристики магнитосши/.цио ны сплавов
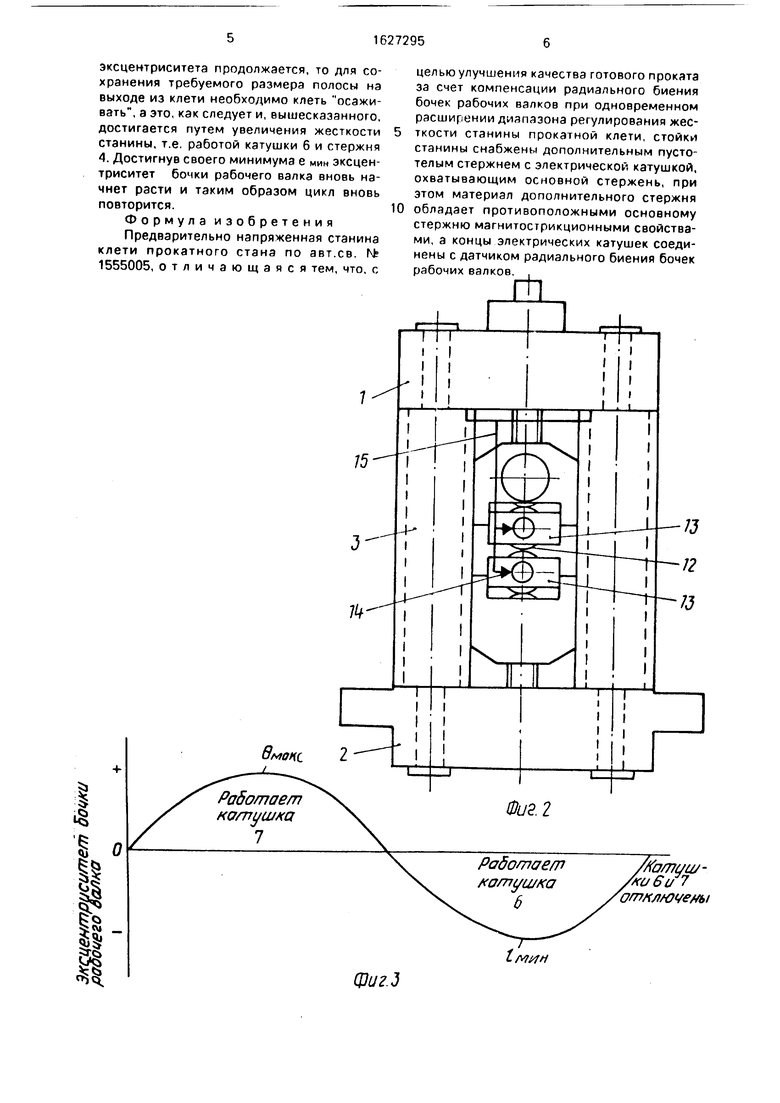
Предварительно напряженная гтэнина клети прокатного стана соеiопт m верхней 1 и нижней 2 поперечин и дву стоек 1, каждая из котооых состоит из коакс1 1льн го расположения магнитострикционних стержней 4 и 5, каждому из которь.и СОРТ вет- ствует своя электрическая катушка 6 и 7, магнитоэлектрическая прокладка 8, бамда- жа 9. Стержень 4 имеет на свои сонц.к устройства 10 и 11 крепления v поперечи- нам станины Для компенсации рздичм но- го биения бочек рабочих валков 12 установленных в подушки 13, в них смонти рованы датчики 14 радиального биение f°o чек рабочих валкоо, которые со цине- Ь1 с концами 15 обмоток катушек 6 Р 7
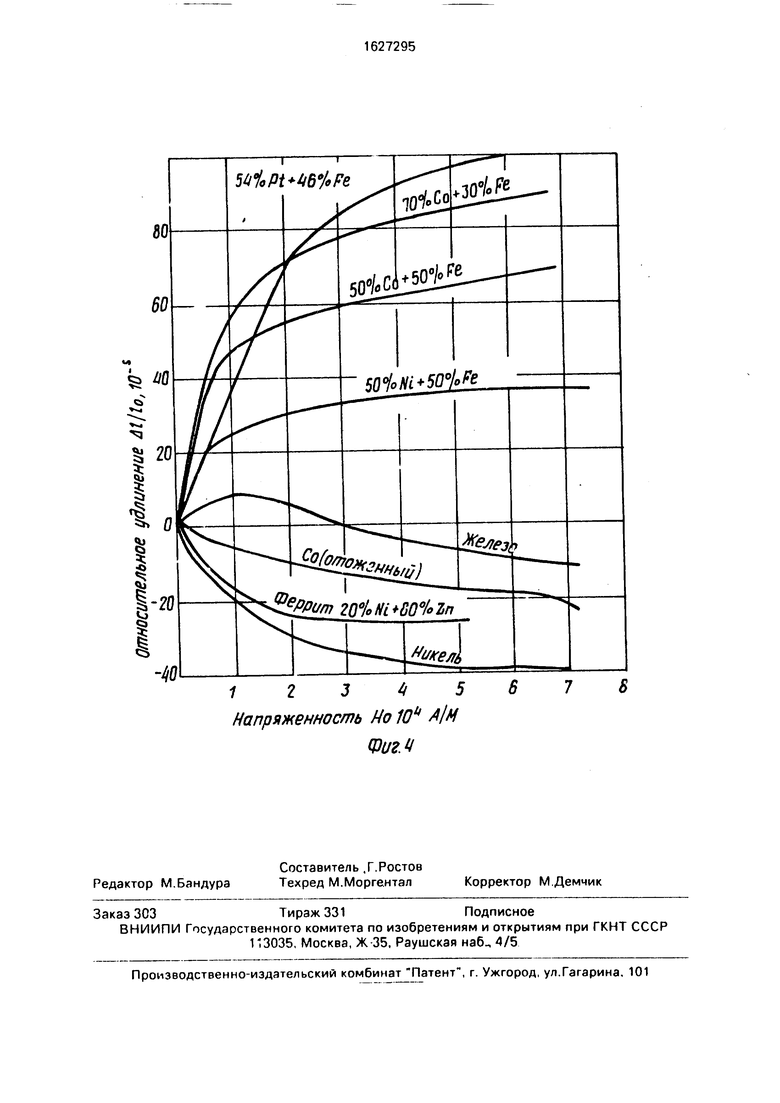
При этом один из стержнги, например стержень 4, обладает магпитострикционны- ми свойствами, направленнь-ми на умень шение его длины а другой стержень 5 наоборот - на увеличение длины под деиг i вием магнитного поля (фиг.4)
Ток при, подключении концов катушки 6 к внешнему источнику постоянно о токч со здает вокруг нее постоянное магнитное поле, которое, воздействуя на снфжень 4 (выполненный из мамштострикционного материала, способного под действием магнитного поля изменять (уменьшать) свою длину) уменьшает его по высоте тем самым уменьшая размеры станины, я следо а- тельно, и увеличивая ее же . Принтом катушка 6 отключена от источника питания, Силовые линии магнитного полч катушки 6 в этом случае совершают пуп, от катушки 6 через верхнюю поперечину 1 бандам. О нижнюю поперечину 2 нз стержень 4 Чтобы магнитное поле катушки 6 не по щейс тсог а по на стержень 5 и тем самым не вызывало обратный эффект магнитосфикции iepжень зчщищеч от поля катушки б магнито- эп ммрпмескпй прокладкой 8
Унким образом оышеописанными дей- т и |ми иготичивается жесткогть станины.
1лобы получить противоположный эффект, т е уменьшать жесткость станины, необходимо отключить питание катушки 6, а включить катушку 7 При этом магнитное поле кагушки будет увеличивать линейные
0 о змеры стержня 5 (поскольку материал стержня обладает эффектом магнитострик- ции направленным на увеличение линейных i азмеров стержня), а следовательно, буяе; увеличивать и размеры станины,
5 г ||ижэя тем самым ее жесткость. Силовые чинии магнитного nonsi при этом будут про- -пдиг гпедую1цип путь катушка 7, бандаж 1 Юперечина 2 и замкнутся на стержне 5. нзыплч Tppfiypnbin эффект
0Сри работе на сгане вальцовщик выбиfnei тот или иио/i (конкретно для требуемых р д иный момент условий) режим работы м низм-э предварительного напряжения клеги прок,iThoi о стана.
е „сгмо1 ПРВ таким образом работу предвч им, п , о ь тпрч-кгннои станины клети г { .гного стана в двух режимах по изме- ч и РР жесткости те плюс от номинала ip; )отают катушка 6 и стержень 4) и
0 миь i от чоминг па (работают катушка 7 и итррже.1 , .) рассмотрим работу устройства , ,пя к.омг1 ( щии радиального биения бочки пчего вч/ч
Датчики 11 радиального биения бочки
5 рабочег i валка снабжают ключом, позво- 1яю,;им переходить в тот или иной режимы i боты механизма предварительного на- чрч кь пня кисти прокатного стана в зависи- мггти от биения бочки рабочего валка.
0i ри увеличении эксцентриситета бочки
рлГ)пчсто оа/1кл (а именно ом создает ради- ыьиое Ьиение валка) необходимо для со- «рлн ния О1« ичального размера полосы на выходе из очагэ деформации кпегь как бы
5 растянуть Для лого подключается катуш- «,а 7 причем величина тока подаваемого на re обмотку будет тпи (уменьшаться) пря- мо пропорционапьно величине эксцентри- ( . тетн (ючки рабочего валка (фиг.З) С
0 умп ь иенисм эксцентриситета бочки валка ia/ii t Г|0сл %, стремится к некоторому номиналу когорып устанавливается на дат- чске 11 пост заьалки комплекта рабочих иплкои 12 с ил по,у| |ками 13 как среднее
Ь (1« ч у г,нои / максимальной вели- ДРИ-Л лиельно о эксцентриситета Ьс ки Р i оч( io При этом величина аемого гс/кз на 5мотку катушки 7 ci| e.vinrrjs к нулю Достигнув номинала, ка- i/ижа 7 отктючаегся а поскольку падение
эксцентриситета продолжается, то для сохранения требуемого размера полосы на выходе из клети необходимо клеть осаживать, а это, как следует и, вышесказанного, достигается путем увеличения жесткости станины, т.е. работой катушки б и стержня 4. Достигнув своего минимума е мин эксцентриситет бочки рабочего валка вновь начнет расти и таким образом цикл вновь повторится.
Формула изобретения Предварительно напряженная станина клети прокатного стана по авт.св. № 1555005, отличающаяся тем, что, с
вмонс
Работает ка/пушка
7
целью улучшения качества готового проката за счет компенсации радиального биения бочек рабочих валков при одновременном расширении диапазона регулирования жесткости станины прокатной клети, стойки станины снабжены дополнительным пустотелым стержнем с электрической катушкой, охватывающим основной стержень, при этом материал дополнительного стержня обладает противоположными основному стержню магнитострикционными свойствами, а концы электрических катушек соединены с датчиком радиального биения бочек рабочих валков.
Р
Хатуш- ш6и7
отключены
1мм tt
фиг.З
2 J 4 5 6 Напряженность Ио 10 AlM Фиг. Ч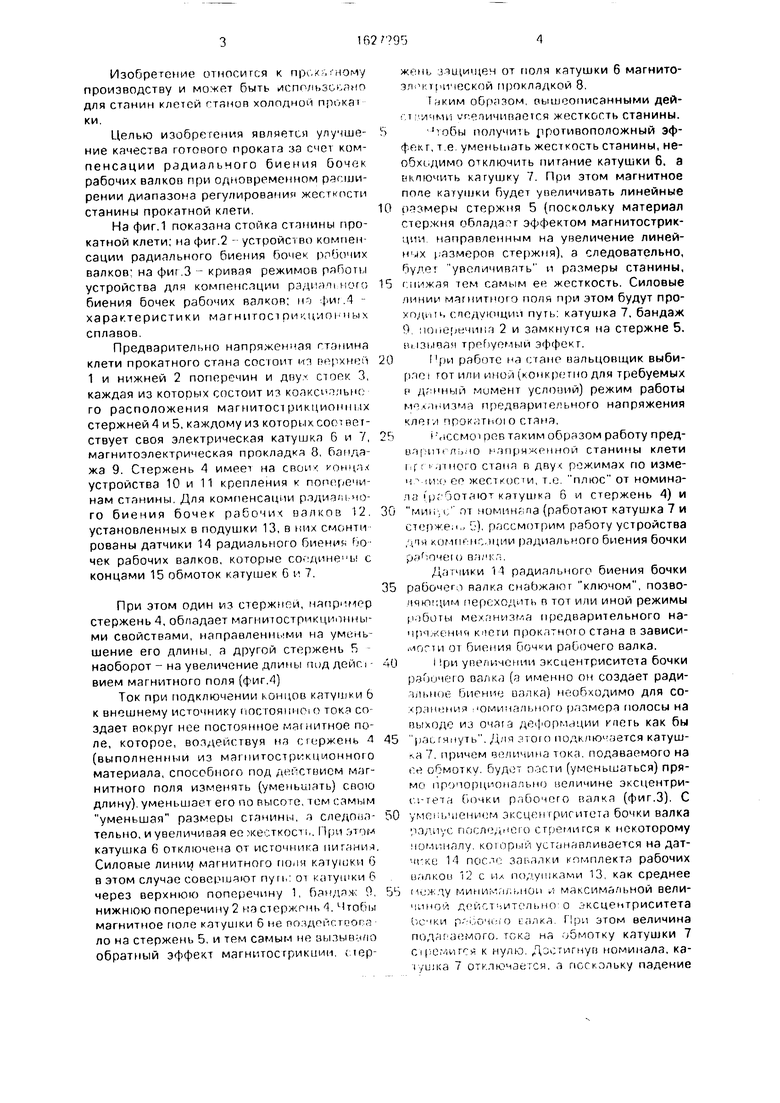
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатная клеть переменной жесткости | 1978 |
|
SU1022762A1 |
| Гидравлическое нажимное устройство с гидрокомпенсацией упругой деформации прокатной клети | 1985 |
|
SU1253687A1 |
| Предварительно напряженная станина прокатной клети | 1988 |
|
SU1555005A1 |
| СПОСОБ ПРОКАТКИ | 1998 |
|
RU2139153C1 |
| Устройство для измерения жесткости рабочей клети прокатного стана | 1990 |
|
SU1722629A1 |
| Устройство для компенсации биения валков | 1980 |
|
SU921647A1 |
| Комплект опорных валков непрерывного полосового прокатного стана | 1985 |
|
SU1308408A1 |
| Гидравлическое нажимное устройство прокатного стана | 1980 |
|
SU884759A1 |
| Устройство для измерения толщины проката | 1978 |
|
SU751460A1 |
| СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ И КЛЕТЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2146971C1 |
Изобретение относится к прокатному производству и может быть использовано для станин клетей станов холодной прокатки. Цель изобретения - улучшение качества готового проката за счет компенсации радиального биения бочек рабочих валков при одновременном расширении диапазона регулирования жесткости станины прокатной клети. Наличие двух стержней 4 и 5 с проти- воположными магнитострикционными свойствами в одной стойке позволяет регулировать длину стойки (напряжение) в обе стороны от номинала. Датчик биения бочек валков включает или выключает электрокатушку 6 или 7 стержней 4 или 5. Так производится управление длиной (напряжением) стойки станины. 4 ил. 11 ЁО ю VI ю о ел ю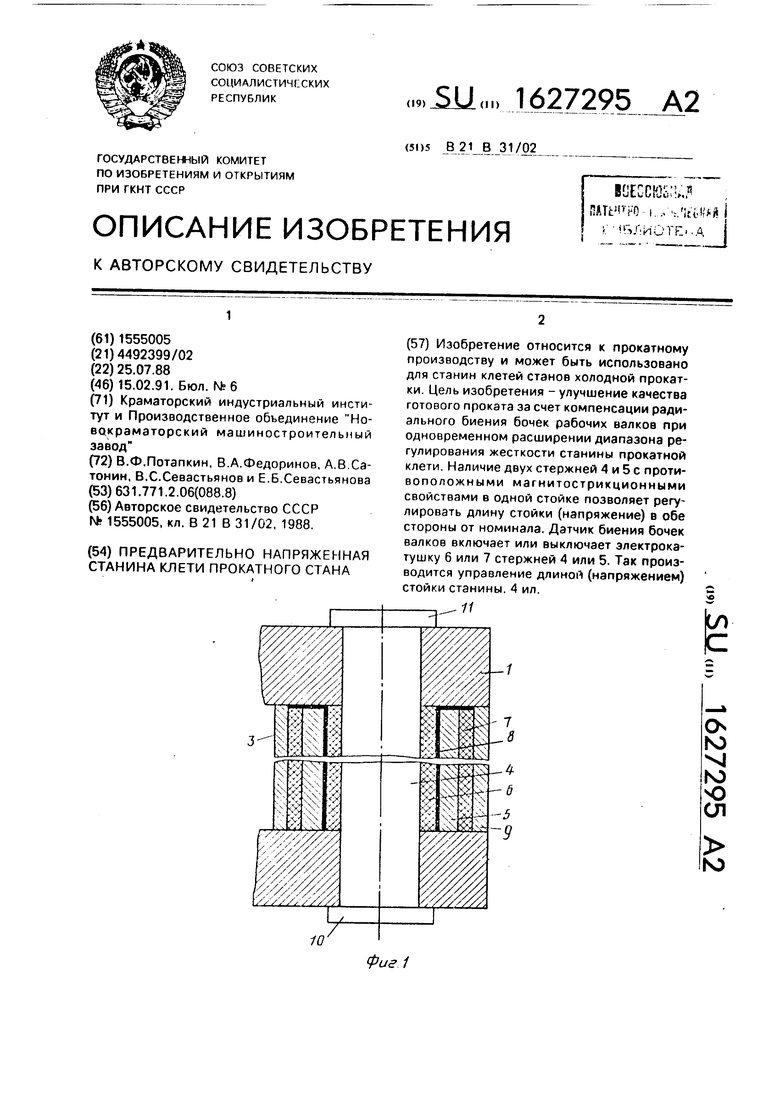
| Предварительно напряженная станина прокатной клети | 1988 |
|
SU1555005A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
