Изобретение относится к станкостроению и может быть использовано при проектировании зубодолбежных станков для многопроходной обработки зубчатых колес в условиях обката.
Цель изобретения - повышение производительности и размерной стойкости долбяка за счет устранения явления затирания.
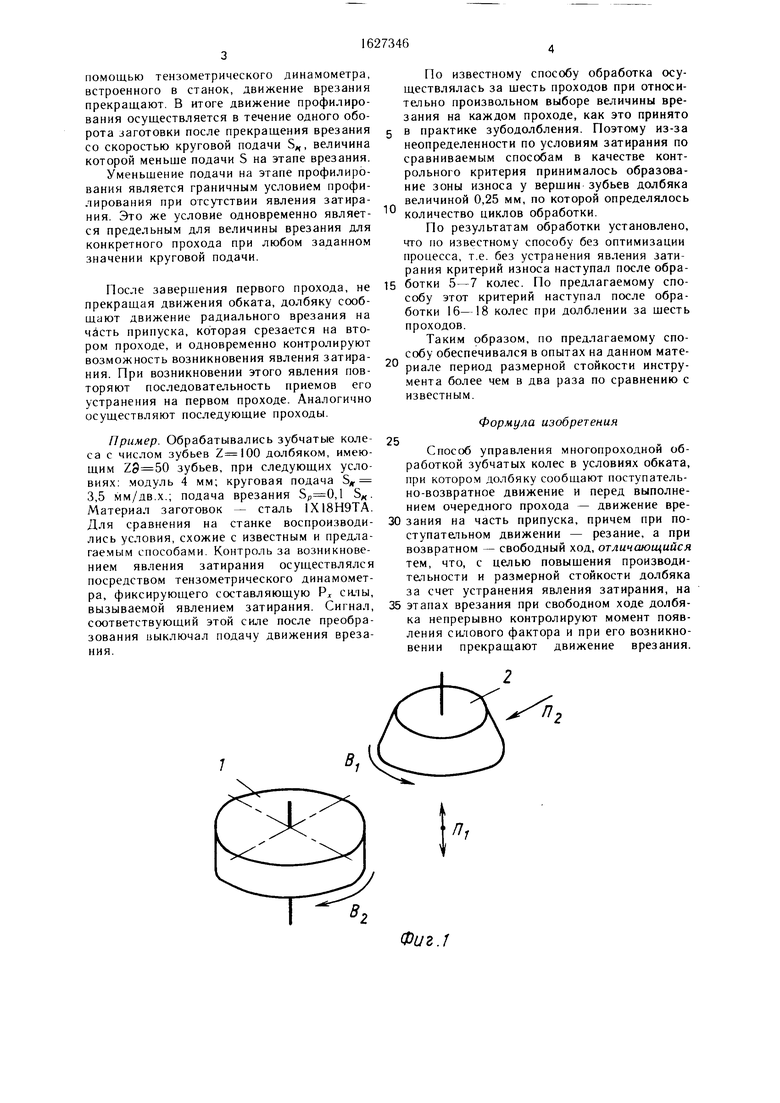
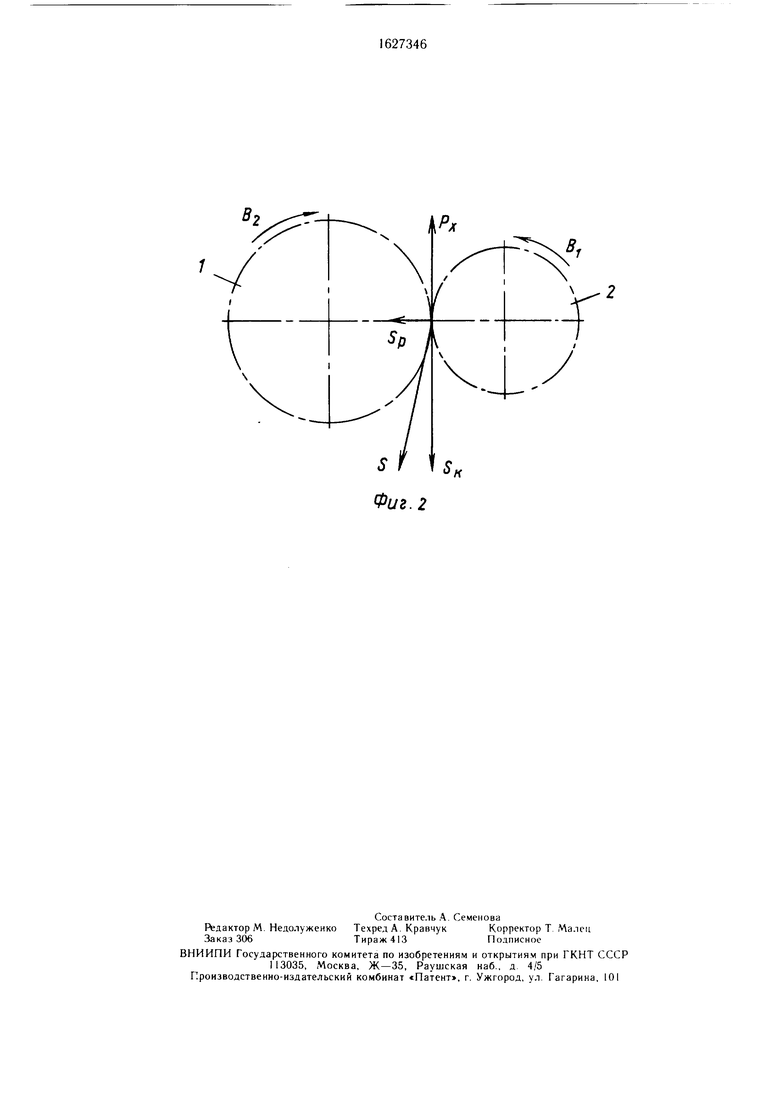
На фиг. 1 приведена схема взаимодействия долбяка и заготовки обрабатываемого зубчатого колеса; на фиг. 2 - схема контакта долбяка и заготовки, план.
Заготовку 1 обрабатываемого колеса устанавливают в исходное для долбления положение относительно долбяка 2.
При долблении долбяку 2 сообщают поступательно-возвратное движение П|, движение радиального врезания П2 на часть припуска, срезаемого на первом проходе, и движение В| круговой подачи. Одновременно заготовке 1 сообщают движение ЕЬ, согласованное с движением BI долбяка. Совместное движение В, долбяка и В2 заготовки образуют движение обката (профилирования) зубчатого колеса, скорость которого определяется круговой подачей долбяка
При обработке на этапе врезания суммарная подача S складывается из круговой подачи 5Л и подачи радиального врезания S,,. Величина подачи S равна геометрической сумме подач SK и 8,„, а ее направление отклонено от направления подачи в тело заготовки 1
Одновременно с сообщением долбяку и заготовке указанных движений в процессе обработки на этапе врезания непрерывно контролируют возможность возникновения при свободном ходе долбяка 2 в зоне его контакта с заготовкой 1 явления затирания, например, посредством измерения силы, развиваемой этим явлением, в частности составляющей Рд, или измерения момента этой силы.
Как только при достижении определенной глубины врезания возникнет явление затирания, что зафиксировано в виде силы Рд (или ее момента), например, с
ОЭ ГчЭ J
GO
4
оэ
помощью тензометрического динамометра, встроенного в станок, движение врезания прекращают В итоге движение профилирования осуществляется в течение одного оборота заготовки после прекращения врезания со скоростью круговой подачи 5„, величина которой меньше подачи S на этапе врезания Уменьшение подачи на этапе профилирования является граничным условием профилирования при отсутствии явления затирания Это же условие одновременно является предельным для величины врезания для конкретного прохода при любом заданном значении круговой подачи
После завершения первого прохода, не прекращая движения обката, долбяку сообщают движение радиального врезания на часть припуска, которая срезается на втором проходе, и одновременно контролируют возможность возникновения явления затирания При возникновении этого явления повторяют последовательность приемов его устранения на первом проходе Аналогично осуществляют последующие проходы
Пример Обрабатывались зубчатые коле са с числом зубьев долбяком, имею щим зубьев, при следующих уело виях модуль 4 мм, круговая подача 3„ 3,5 мм/дв х , подача врезания ,l 5Л Материал заготовок - сталь 1Х18Н9ТА Для сравнения на станке воспроизводились условия, схожие с известным и предла гаемым способами Контроль за возникновением явления затирания осуществлялся посредством тензометрического динамометра, фиксирующего составляющую Р силы, вызываемой явлением затирания Сигнал, соответствующий этой силе после преобра зования выключал подачу движения вреза ния
По известному способу обработка осуществлялась за шесть проходов при относительно произвольном выборе величины врезания на каждом проходе, как это принято в практике зубодолбления Поэтому из-за неопределенности по условиям затирания по сравниваемым способам в качестве контрольного критерия принималось образование зоны износа у вершин зубьев долбяка величиной 0,25 мм, по которой определялось количество циклов обработки
По результатам обработки установлено, что по известному способу без оптимизации процесса, те без устранения явления зати рания критерий износа наступал после обра- ботки 5-7 колес По предлагаемому способу этот критерий наступал после обработки 16- 18 колес при долблении за шесть проходов
Таким образом, по предлагаемому способу обеспечивался в опытах на данном материале период размерной стойкости инструмента более чем в два раза по сравнению с известным
0
Формула изобретения
25
Способ управления многопроходной обработкой зубчатых колес в условиях обката, при котором долбяку сообщают поступательно-возвратное движение и перед выполнением очередного прохода - движение вре30 зания на часть припуска, причем при поступательном движении - резание, а при возвратном - свободный ход, отличающийся тем, что, с целью повышения производительности и размерной стойкости долбяка за счет устранения явления затирания, на
35 этапах врезания при свободном ходе долбяка непрерывно контролируют момент появления силового фактора и при его возникновении прекращают движение врезания
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА УПРАВЛЕНИЯ ЗУБОДОЛБЕЖНЫМ СТАНКОМ | 1991 |
|
RU2025255C1 |
| Способ долбления зубчатых колес | 1988 |
|
SU1641534A1 |
| Способ зубодолбления | 1982 |
|
SU1117156A1 |
| Способ долбления цилиндрических зубчатых колес | 1979 |
|
SU1038119A1 |
| Способ долбления цилиндрических зубчатых колес | 1978 |
|
SU1000185A1 |
| Способ долбления блоков зубчатых колес | 1987 |
|
SU1458115A1 |
| Зубодолбежный станок | 1979 |
|
SU874284A2 |
| Зубодолбежный станок | 1982 |
|
SU1087276A1 |
| ЗУБОДОЛБЕЖНЫЙ СТАНОК С ГИДРАВЛИЧЕСКИМИ СВЯЗЯМИ | 1999 |
|
RU2190508C2 |
| Зубодолбежный станок | 1982 |
|
SU1114503A2 |
Изобретение относится к станкостроению и может быть использовано при проектировании зубодолбежных станков для многопроходной обработки зубчатых колес в условиях обката. Цель изобретения - повышение производительности и размерной стойкости долбяка за счет устранения явления затирания На этапах врезания на часть припуска непрерывно контролируют момент появления силы или крутящего момента при свободном ходе долбяка и при их возникновении прекращают движение врезания. 2 ил.
Фиг Л
| Hans I Gezielt wirtschaftlicher walz- stopen - «VDI - Zeitschrift, 1970 | |||
| vol | |||
| Прялка для изготовления крученой нити | 1920 |
|
SU112A1 |
| Способ нагрева эквипотенциального катода в электронных вакуумных реле | 1921 |
|
SU266A1 |
