ро
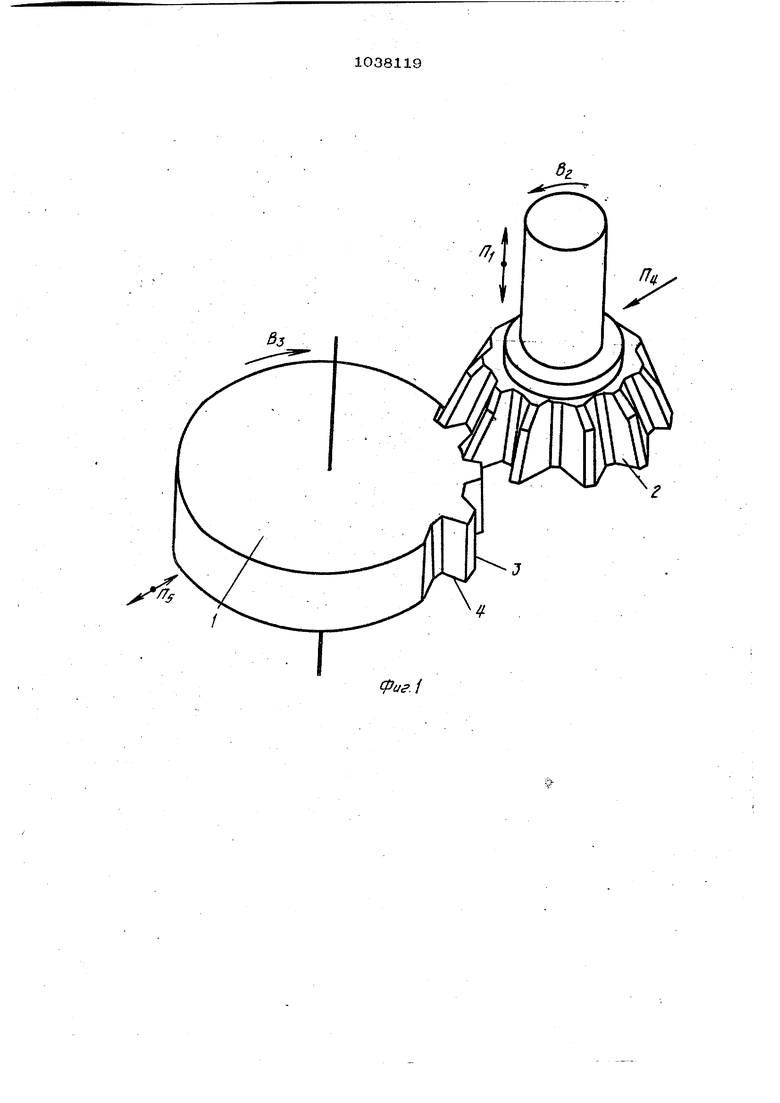
ОО Изобретение относитея к машиностро ению и может быть использовано при обработке цилиндрических зубчатых колес. Известен способ долбления цилиндрических зубчатых колес в условиях обката, при котором заготовку отвоаят от аолбяка при его обратном ходе Cl 3 , Недостатком известного способа является возникновение явления затирания, заключающегося в скольжении режу щих зубьев долбяка со ..значительными усилиями по зубьям нарезаемого колеса при холостом обратном ходе аолбяка. Явление затирания ухудшает размерную стойкость долбяка. . Цель изобретения повышение качес ва обработки и стойкости долбяка путем устранения его затираний на обратном ходе. Поставленная цель достигается тем, что согласно способу долбления цилиндрических зубчатых колес в условиях обката, при котором заготовку отводят долбяка при его обратном ходе, отвод заготовки осуществляют на переменную величину, определяемую по следующей зависимости: ()-Ч, «Г где Ло(1- текущее значение величины отвода заготовки, мм; 2 - заданный зазор между йрофи лями зубьев долбяка и заго товки, мм; 0, .. угол зацепления, рад; - диаметр делительной окружно сти долбяка, мм; (i,. - текущее значение угла профи ля зуба долбяка, рад; S - скорость круговой подачи, ММ/ДВ.ХОД. На фиг, 1 изображена схема взаимодействия обрабатываемого колеса и дол бяка; на фиг. 2 - схема образования за зора между профилями зуба долбяка и заготовки. Для долбления заготовку 1 зубчатого колеса згстацавливают на некотором расстоянии от волбяка 2, удобном для выверки радиального биения. При цолблёнЕШ долбяку 2 сообщают поступатвльно-возвцатнов движение П. воспроизводяи1ее форму зуба 3 по цлгате, движение 82 круговой подачи, согласованное с движением 0- вращения заготовки 1 (согласованные движения . и f воспроизводят обкат), и движение П врезания, которое продолжают до тех пор, пока не произойдет врезание долбяка 2 на глубш У впадины (высоту зуба) нарезанной заготовки 1.хЗаготовке 1 сообщают также поступательно-возвратное движение П.., синхронизированное с движением П . Профилирование боковых сторон 4 зубьев 3 нарезаемой заготовки 1 происходит только при поступательном движе- НИИ долбяка 2, а при возвратном движении долбяк соверщает свободный ход. Для обеспечения постоянного зазора при обратном ходе между находящейся в наиболее в неблагоприятных условиях выходной стороной 5 очередного вступающего в работу зуба 6 долбяка и профилируемой ею боковой стороной зуба нарезаемой заготовки 1 движением П 5 отвод заготовки осуществляют на переменную величину, определяемую по следующей зависицости:X(рг-.б)-ч/з,, До.г 1 COSct где да, - текущее значение величины отвода заготовки, мм; С - заданный зазор между профилями зубьев долбяка и заготовки, мм; - угол зацепления, рад; djj - диаметр делительной окружности долбяка, мм; - текущее значение угла профиля зуба долбяка, рад; S - скорость круговой подачи, ММ/ДВ.ХОД. Движения П, 62, В и П5обеспечивают нарезку зубьев заготовки. Этот процесс продолжается до тех пор, пока заготовка не совершит полный оборот после остановки движения (1. Затем долбяк отводят -в исходное положение и все движения прекращают. Использование предлагаемого способа по сравнению с известным обеспечивает повьшение качества обработки и размерной стойкости долбяка благодаря устранению его затирания при обратном ходе.
(Х
сриг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ долбления цилиндрических зубчатых колес | 1978 |
|
SU1000185A1 |
| Зубодолбежный станок | 1982 |
|
SU1114503A2 |
| Устройство для измерения эффекта затирания | 1981 |
|
SU984810A1 |
| Способ управления многопроходной обработкой зубчатых колес | 1988 |
|
SU1627346A1 |
| Зубодолбежный станок | 1979 |
|
SU874284A2 |
| Способ зубодолбления | 1982 |
|
SU1117156A1 |
| Способ зубодолбления | 1976 |
|
SU655487A1 |
| Зубодолбежный станок | 1980 |
|
SU891274A1 |
| Зубодолбежный станок | 1982 |
|
SU1087276A1 |
| Способ долбления зубьев зубчатых колес | 1987 |
|
SU1540966A1 |

СПОСОБ ДОЛБЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС в условиях обката, при котором заготовку отводят от долбяка при его обратном ходе, отл ичающийс я тем, что, с целью повышения качества обработки и стойкости цолбяка путем уст ранения его затирания на обратном ходе, отвод заготовки осуществляют на переменную величину, определяемую по следующей зависимости: . / Гс- Ч ч{Э|--)-Ч/ь,. где и « - текущее значение величины отвода заготовки, MMJ ё - заданный зазор между про- Филями зубьев долбяка и заготовки, мм; d - угол зацепления, рад; do - диаметр делительной окружности долбяка, мм; 9 (Э,- - текущее значение угла профи ля зуба долбяка, рад; 5 - скорость круговой подачи, ММ/ДВ.ХОД.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Федотенок А | |||
| А | |||
| Кинематическая структура металлррежущих станков | |||
| М., Машиностроение, 1970, с | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |
