Изобретение относится к индукционному нагреву, в частности к нагреву металлической проволоки для изготовления токопроводящей жилы.
Цель изобретения - повышение качества нагрева путем регулирования зоны нагрева.
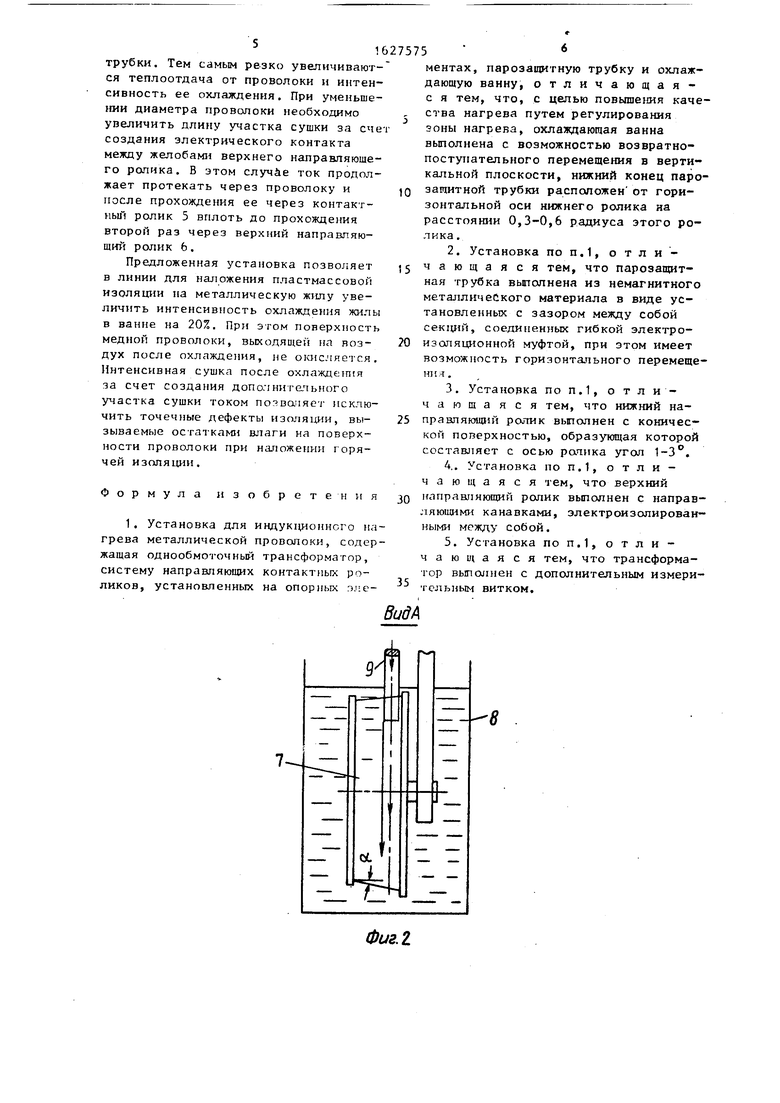
На фиг. 1 изображена общая схема установки индукционного нагрева-, на фиг. 2 - вид А на фиг. 1; на фиг. 3- разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1.
Установка для индукционного нагрева проволоки (фиг.1) состоит из одно обмоточного трансформатора 1 с тороидальным магнитопроводом, силовой обмэткой 2 и измерительным витком, намотанным на тороидальный магнито- провод 3. Сбоку от трансформатора установлены входной натяжной ролик 4, контактный ролик 5 с двумя желобами, электрически соединенными между собой, верхний направляющий ролик 6 с двумя желобами, соединенными или изолированными электрически между собой, нижний направляющий ролик 7 с конической цилиндрической поверхностью, размещенный в охлаждающей ванне 8. Охлаждающая ванна 8 установлена на поцъемном устройстве (не показано) известной конструкции, позволяющем ей совершать возвратно-поступательное движение в-вертикальной плоскости.
Внутри магнитопровода расположена парозацщтная трубка 9, выполненная из немагнитного материала, в виде установленных с зазором между собой секций, соединенных гибкой электроизоляционной муфтой 10.При этом трубка имеет возмоятость горизонтального перемещения, верхний отрезок имеет развальцованный верхний конец в виде воронки, а нижний конец нижнего отрезка расположен на расстоянии,равном 0,3-0,6 рад нижнего направляющего ролика 7 по отношению к горизонтальной плоскости, проходящей через ось ролика 7.
Установка работает следующим образом.
Металлическая проволока, приходящая от отдающего устройства, через устройство, обеспечивающее постоянство натяжения (не показано), поступает на входной натяжной ролик 4, обходит одну из канавок контактного ролик.- 5 и далее направляется к одно0
5
0
5
0
5
0
5
0
5
му из двух жепобов верхнего ролика 6, обходит этот ролик и входит в паро- защитную трубку 9. Пройдя через паро- защитную трубку 9, закрепленную с возможностью свободного передвижения в горизонтальной плоскости, проволока входит в охлаждающую ванну 8, два раза обходит коническую поверхность . ролика 7 и по выходе из ванны 8 поступает на второй желоб контактного ролика 5, а оттуда - через второй желоб верхнего ролика 6 - к тяговому устройству (не показано) .
Преимуществом установки предложенной конструкции является то, что благодаря коническому входу в трубку 9, верхний конец которой закреплен с возможностью свободного передвижения в горизонтальной плоскости, проволока не трется о края трубки и при колебаниях, возникающих из-за вариации ее натяжения, трубка плавает вслед за проволокой. При переменной конфигурации изгиба проволоки трубка может изгибаться в той же степени за счет эластичной соединительной муфты. Одновременно исключается искрение, возникающее из-за соприкосновения проволоки в двух местах к металлической трубке (обычно на входе и на выходе), так как точки соприкосновения изолированы между собой.
Расстояние, равное 0,3-0,6 рад. нижнего ролика 7, от конца нижней секции парозащитной трубки 9 до горизонтальной плоскости, проходящей через ось этого ролика, обеспечивает погружение трубки ниже минимального уровня воды в ванне, когда ролик полностью погружен в воду, и исключает соприкосновение ее с роликом 7. Таким образом, гарантируется наличие водяного затвора внизу трубки, npt-ятствующего проникновению воздуха в трубку 9 снизу.
Предложенная конструкция нижнего ролика 7 позволяет, с одной стороны, увеличить длину зоны охлаждения проволоки, исключая при этом захлестывание витков, а с другой стороны, обеспечивает непрерывный сдвиг второго по ходу витка набегающей проволокой и плотное соприкосновение витков между собой. При этом отжимается от нагретой проволоки паровая рубашка, которая образуется в момент входа проволоки в охлаждающую жидкость у нижнего конца парозащитной
трубки. Тем самым резко увеличиваются теплоотдача от проволоки и интенсивность ее охлаждения. При уменьшении диаметра проволоки необходимо увеличить длину участка сушки за сче создания электрического контакта между желобами верхнего направляющего ролика. В этом случае ток продолжает протекать через проволоку и после прохождения ее через контактный ролик 5 вплоть до прохождения второй раз через верхний направляющий ролик 6.
Предложенная установка позволяет в линии для наложения пластмассовой изоляции на металлическую жилу увеличить интенсивность охлаждения жилы в ванне на 20%, При этом поверхность медной проволоки, выходящей на воз- дух после охлаждения, не окисляется. Интенсивная сушка после охлаждеш я за счет создания дополнительного участка сушки током позволяет исключить точечные дефекты изоляции, вы- зываемые остатками влаги на поверхности проволоки при наложении горячей изоляции.
Формула изобретения
1. Установка для индукционного нагрева металлической проволоки, содержащая однообмоточный трансформатор, систему направляющих контактных роликов, установленных на опорных элементах, парозащитную трубку и охлаждающую ванну, отличающая- с я тем, что, с целью повышения качества нагрева путем регулирования зоны нагрева, охлаждающая ванна выполнена с возможностью возвратно- поступательного перемещения в вертикальной плоскости, нижний конец паро эащитной трубки расположен от горизонтальной оси нижнего ролика на расстоянии 0,3-0,6 радиуса этого ролика .
2.Установка по п.1, отличающаяся тем, что парозащит- ная трубка выполнена из немагнитного металлического материала в виде установленных с зазором между собой секций, соединенных гибкой электроизоляционной муфтой, при этом имеет возможность горизонтального перемещение .
3.Установка по п.1, о т л и - чающаяся тем, что нижний направляющий ролик выполнен с конической поверхностью, образующая которой составляет с осью ролика угол 1-3°.
4.. Установка по п.1, отличающаяся тем, что верхний направляющий ролик выполнен с направляющими канавками, электроизолирован ными между собой.
5. Установка по п.1, отличающаяся тем, что трансформатор выполнен с дополнительным измерительным витком.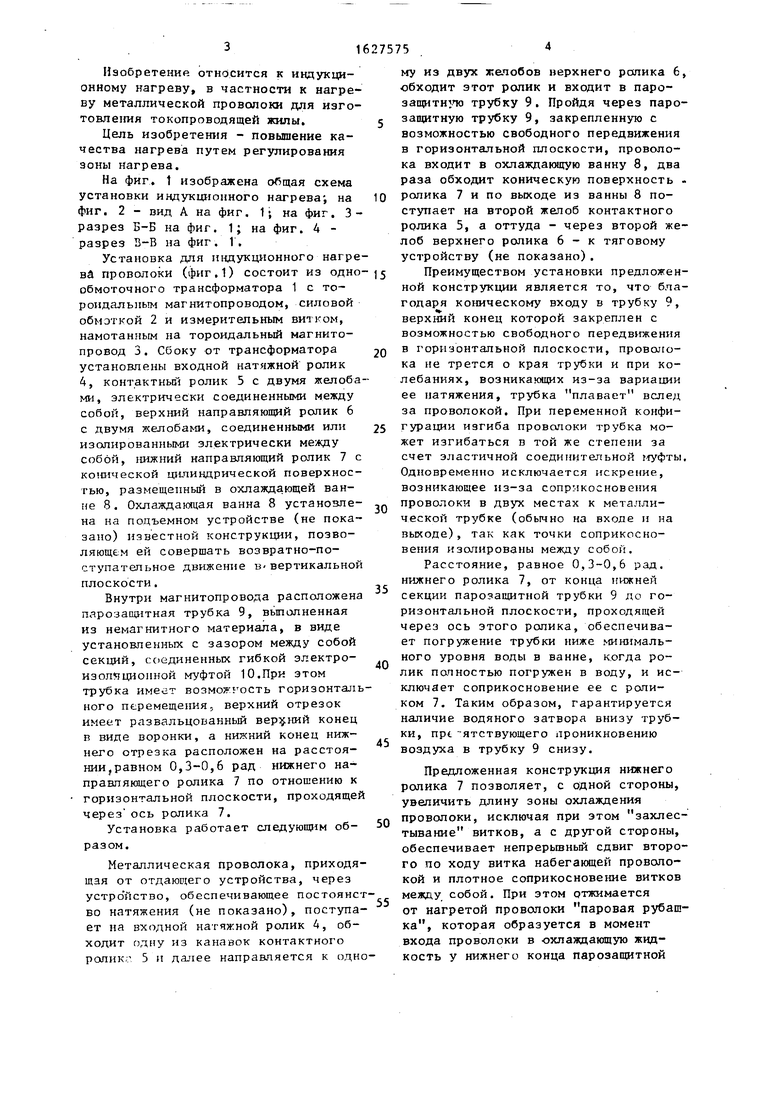
| название | год | авторы | номер документа |
|---|---|---|---|
| Многоходовая установка для индукционного отжига проволоки | 1969 |
|
SU296445A1 |
| Установка для индукционного нагрева проволоки | 1979 |
|
SU899674A1 |
| Установка электроконтактного нагрева проволоки | 1981 |
|
SU1082836A1 |
| СПОСОБ ПРЕДОТВРАЩЕНИЯ ОБРАЗОВАНИЯ И ЛИКВИДАЦИИ ПАРАФИНОВЫХ ПРОБОК В НЕФТЕГАЗОВЫХ СКВАЖИНАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2158819C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ КОРПУСОВ УПАКОВОЧНЫХ ТУБ ИЗ ПЛЕНОЧНОЙ СВАРИВАЕМОЙ ПЛАСТМАССОВОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2049671C1 |
| Технологическая линия для производства биметаллической проволоки | 1977 |
|
SU738770A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКОГО КАБЕЛЯ | 2024 |
|
RU2825997C1 |
| Электроконтактная установка для термообработки болтов | 1976 |
|
SU655732A1 |
| Устройство для никелирования проволоки | 1979 |
|
SU840211A1 |
| Индукционная индукторная тигельная печь с проволочным индуктором | 2016 |
|
RU2669030C2 |
Изобретение относится к кабельному производству и может применяться для термообработки напроход металлической жилы кабельных изделий. Цель - повышение качества нагрева путем регулирования зоны нагрева. Металлическая проволока поступает от отдаюаего устройства через натяжное устройство на входной натяжной ролик 4, обходит один из двух желобов контактного ролика 5 и на2 . ра.чляюгся к одному из двух желобов верхнего контактного ролика 6, обходит последний и входит в парозащит- ную трубку 9. Пройдя через трубку, проволока входит ъ поднятую охлаждающую ванну 8, обходит два раза коническую поверхность нижнего направляющего ролика 7, погруженного в ванну, и после ванны идет на второй жалоб контактного ролика 5, а оттуда - на второй желоб верхнего ролика 6 и к тяговому устройству. г момента попадания на контактный ролик и до панны проволока обтекается током и нагревается по мере ДИНАРния. В ванне она охлаждается и после ванны сушится током. Предложенная установка позволяет в линии для наложения пластмассовой изоляции на металлическую жиду увеличить интенсивность охлаждения, улучшить качество поверхности и исключить точечные дефекты при наложении горячей изоляции. 4 з.п.ф-лы, 4 ил. J в (Л оэ го vl ел ел Фиг./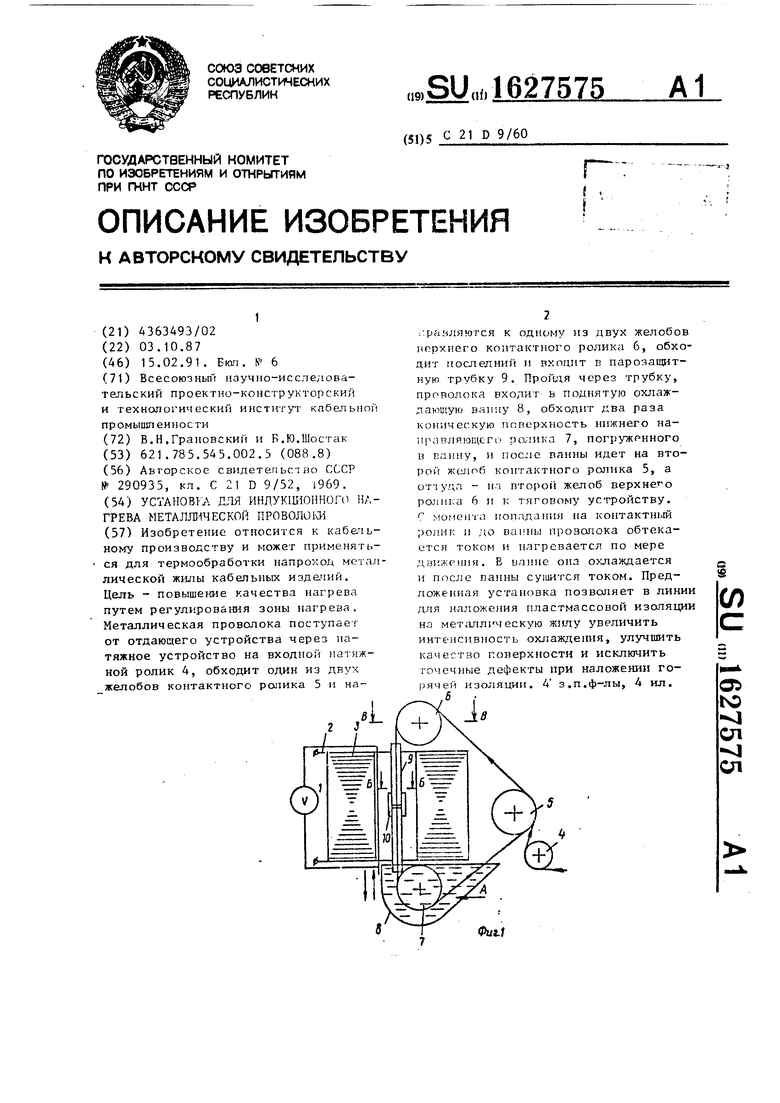
Фиг. 2
S-Б
Фиг.З
В-В
| УСТАНОВКА ДЛЯ ИНДУКЦИОННОГО ОТЖИГА ПРОВОЛОКИ | 0 |
|
SU290935A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
