гов после завершения чистовой обработ-ггрость вращения другая, например, когки могут осуществляться с помощью ав-да используется кривошипный механизм,
тематического управляющего устройства.должна быть выбрана такая конструкция,
Однако часть этих операций можетчтобы положение обрабатываемой с наииметь и ручное управление.меньшей скоростью детали соответствовало положению, когда абразивный поток перпендикулярен поверхности обрабатываемой детали. Когда рычаг кривошипа находится в мертвой точке или около нее, вал 34 деталедержателя вращается с наименьшей скоростью. Обрабатываемую деталь можно установить в вал 34 деталедержателя так, чтобы обрабатываемая поверхность была пер- пендикулярна потоку массы, когда рычаг кривошипа находится в мертвой точке. Таким образом можно обеспечить лучшую эффективность обработки.
Если гироскопический вал 34 дол- жен быть остановлен в месте, где необходимо произвести замену детали в конце конкретного времени обработки, момент, когда вал должен быть остановлен, определяется микропереклю- чателем 46 со стороны корпуса 21 гироскопического вала, который воздействует на собачку 47 со стороны приводного колеса 23, как показано на Фиг. 4. В этом случае положение останова может также соответствовать мертвой точке кривошипного рычага. В мертвой точке, когда приводное колесо 23 поворачивается наиболее медленно, может быть выдана команда Стоп. В ответ на команду Стоп приводное колесо 23 останавливается с высокой точностью. Положение конусных кривошипных рычагов 38 и 39, подлежащих остановке, не зависит от небольших погрешностей позиционирования приводного колеса 23 до его остановки. Таким образом, достигается более высокая точность.
Возвратно-поступательное перемеще ние зубчатой рейки обеспечивается с помощью криволипно-рычажного механизма. Однако такое перемещение зубчатой рейки может быть обеспечено и с помощью гидравлического цилиндра. Поэтому изобретение не ограничиваетс описанной выше конкретной конструкцией. По существу любые другие средства, обеспечивакнцие возвратно-поступательное перемещение зубчатой рейки подпадают под область данного изобретения.
Из приведенного выше подробного описания вытекает, что конструкция приводного устройства вала деталедержателя по изобретению обеспечивае два важных преимущества по сравнению с известными конструкциями. Установка может использоваться в сочетании
о „.
Q 5
0
5
с гироскопическим валом для установок гироскопического типа вращения.
Во-первых, начальная и конечная точки (мертвая точка) движения кривошипа могут определяться в соответствии с ориентацией конкретной детали, у которой ориентированная поверхность требует более тщательной финишной обработки. Поскольку скорость вращения гироскопического вала в этих точках является более медленной, то ориентированная поверхность обрабатываемой детали может подвергаться воздействию абразивной среды более длительное время. Таким образом, та часть детали, которая до сих пор трудно поддавалась финишной обработке, теперь может быть обработана хорошо.
Во-вторых, начальная и конечная точки (мертвая точка) движения кривошипа могут определяться также в Соответствии с положением, в котором гироскопический вал должен останавливаться с целью удаления обработанной детали, т.е. достигается1 высокая точность позиционирования.
Хотя описан пример конкретной конструкции, очевидно, что могут иметь место различные изменения и модификации ее, не выходящие за рамки данного изобретения.
Формула изобретения
1.Гироскопическая доводочная установка, содержащая валы для крепления обрабатываемых деталей, установленные с возможностью планетарного вращений и вертикального перемещения от приводных устройств, и контейнер для размещения абразивных сред, установленный с возможностью вращения, о т- личаюядаяся тем, что, с целью повышения эфЛективности обработки .поверхностей и кромок деталей путем повышения точности позиционирования, каждый вал установки снабжен охватывающим его корпусом, установленным с возможностью вертикального перемещения, а приводное устройство для сообщения вращения валу расположено внутри корпуса и выполнено реверсивным, содержащим шестерню, установленную на этом валу, и зубчатую рейку, снабженную механизмом возвратно- поступательного перемещения.
2.Установка по п. 1, отличающаяся тем, что механизм
9162884410
возвратно-поступательного перемеще- лен с возможностью вращения вокруг ния зубчатой рейки выполнен в виде периферийной точки колеса, а другой колеса с приводом его вращения, кри- связан с зубчатой рейкой, вошипа, один конец которого установ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для финишной обработки деталей и снятия с них заусенцев (его варианты) | 1987 |
|
SU1838077A3 |
| Способ чистовой обработки заготовок | 1988 |
|
SU1614754A3 |
| Автоматическая центробежная барабанная машина для финишной обработки | 1987 |
|
SU1799322A3 |
| Станок для шлифования деталей | 1987 |
|
SU1713426A3 |
| Устройство для отвода абразивной среды вибрационной галтовочной машины | 1987 |
|
SU1713427A3 |
| Привод подачи фрезерного станка для обработки вафельной конструкции обечайки | 2024 |
|
RU2824782C1 |
| УДАРНЫЙ ИНСТРУМЕНТ (ВАРИАНТЫ) | 2008 |
|
RU2478034C2 |
| Автоматизированный комплекс для штамповки | 1985 |
|
SU1291253A1 |
| СПОСОБ КАМЕРНОЙ АБРАЗИВНОЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2218262C1 |
| ЭЛЕКТРОИНСТРУМЕНТ | 2009 |
|
RU2505390C2 |
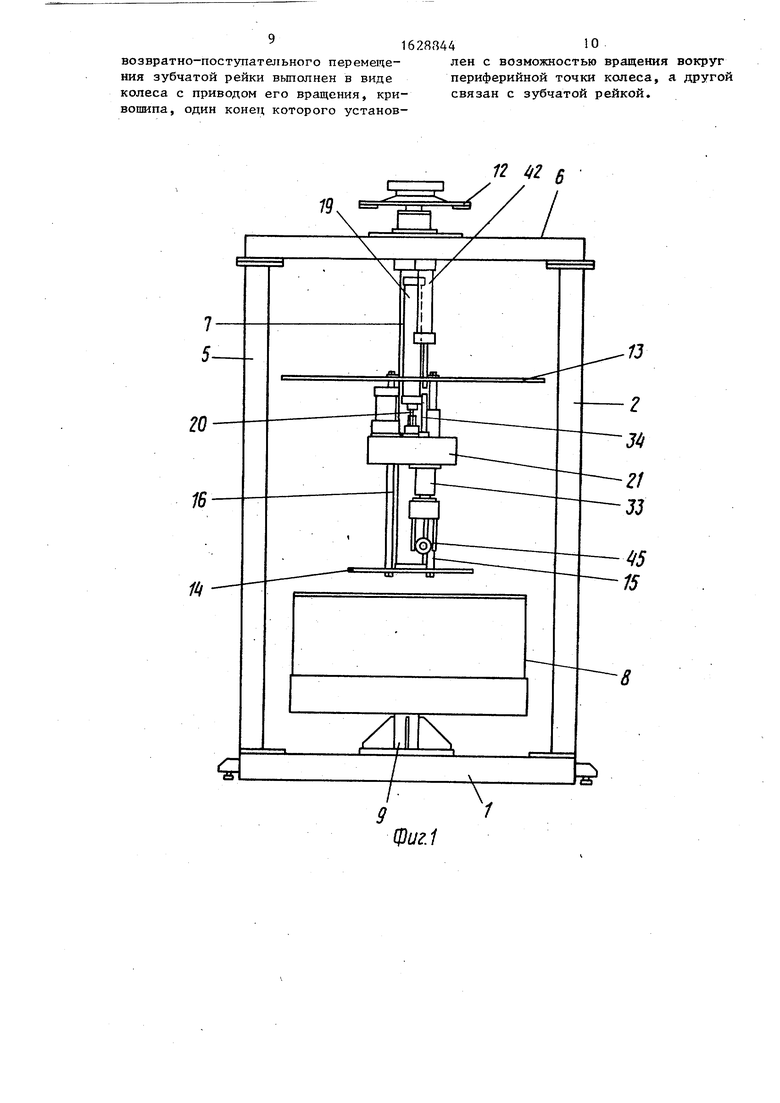
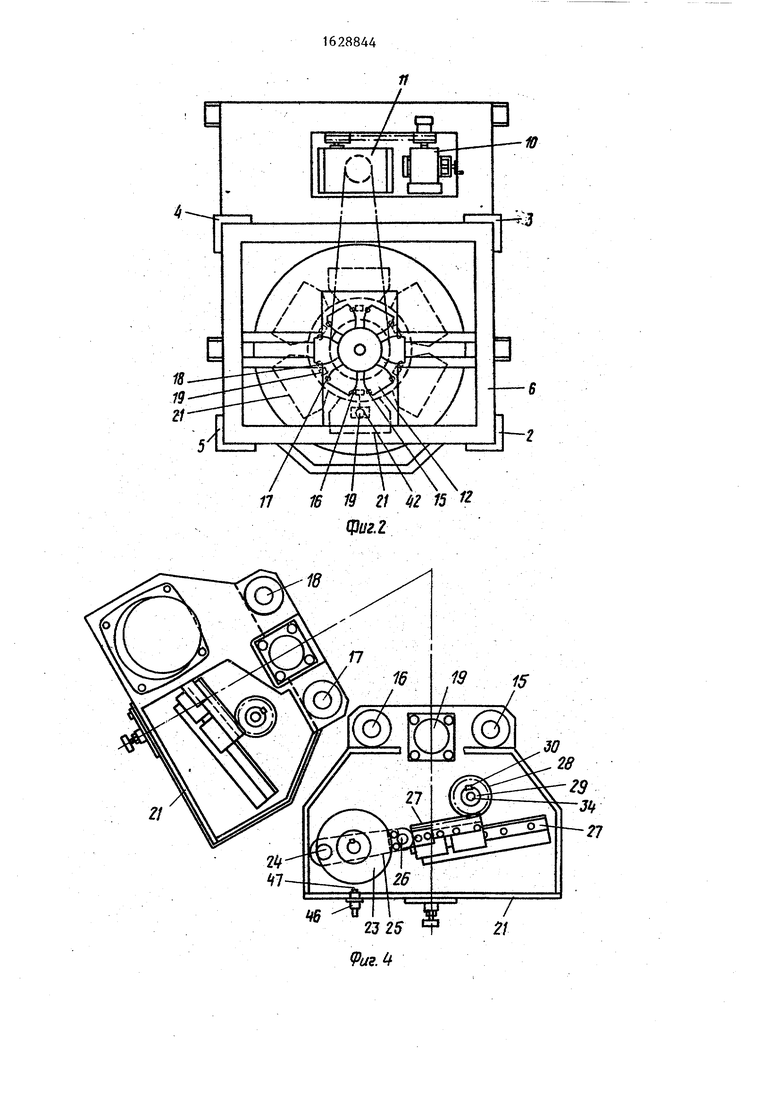
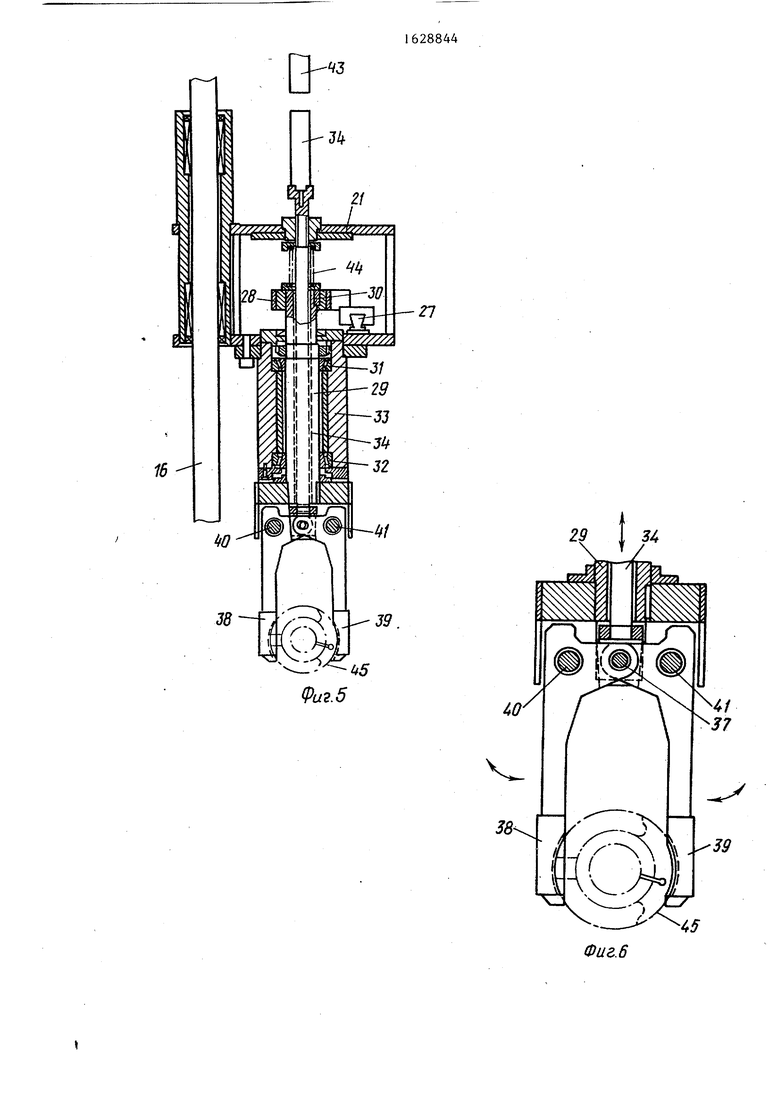
Изобретение относится к установкам для чистовой обработки изделий, в частности для полирования поверхностей изделий, а также кромок слоем абразивной среды. Цель изобретения - повышение эффективности обработки путем повышения точности позиционирования . В гироскопических установках для чистовой обработки изделий управление каждым из гироскопических валов осуществляется комбинацией зубчатой рейки 2/ и шестерни 28 с кривошипным механизмом, который приводит в действие зубчатую рейку 27 и шестерню 28 таким образом, чтобы конкретная часть изделия 45, удерживаемого соответствующим гироскопическим валом, находилась под действием разивной среды, которая используется для чистовой обработки изделия, более длительное время, а гироскопический вал 29 мог останавливаться в определенном положении с высокой точностью. 1 з.п. ф-лы, 7 ил. (Л
12 Ц2 6
8
17 16 19 2 ill 15 Я Фиг. 2
21
38
Фиг.5
Фиг.6
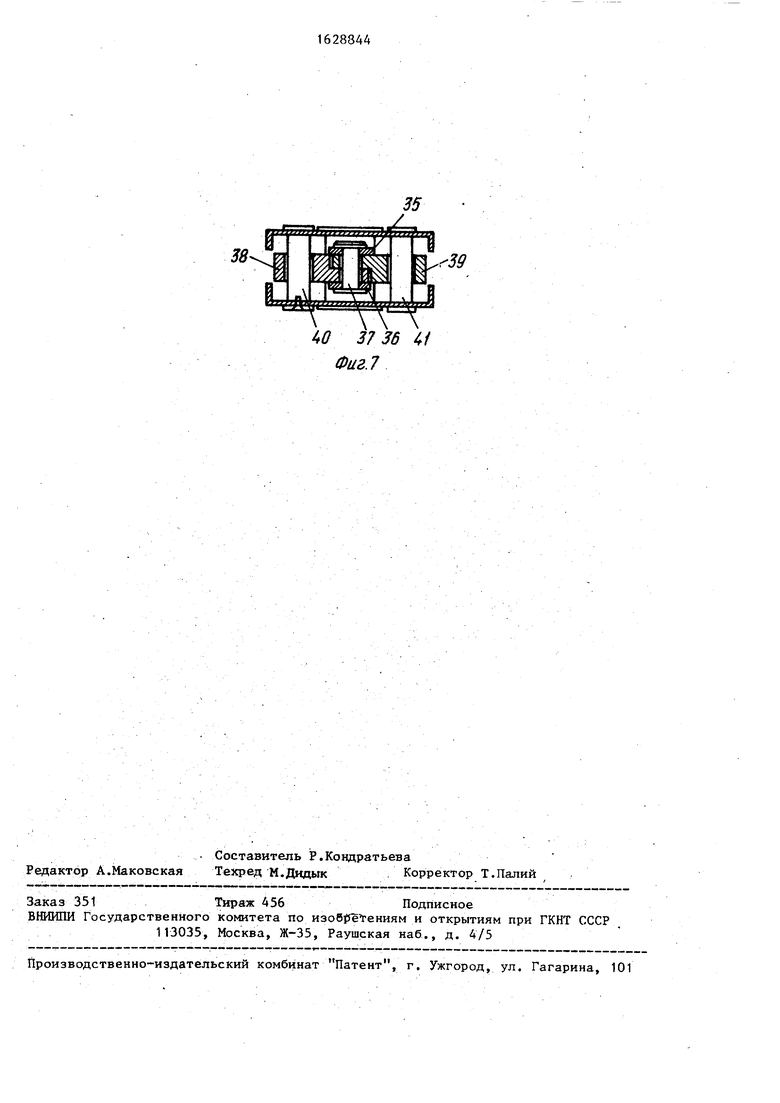
40 37 36 4/ Фиг.7
| Патент США № 4280302, цел | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
