1Щ
т
(Л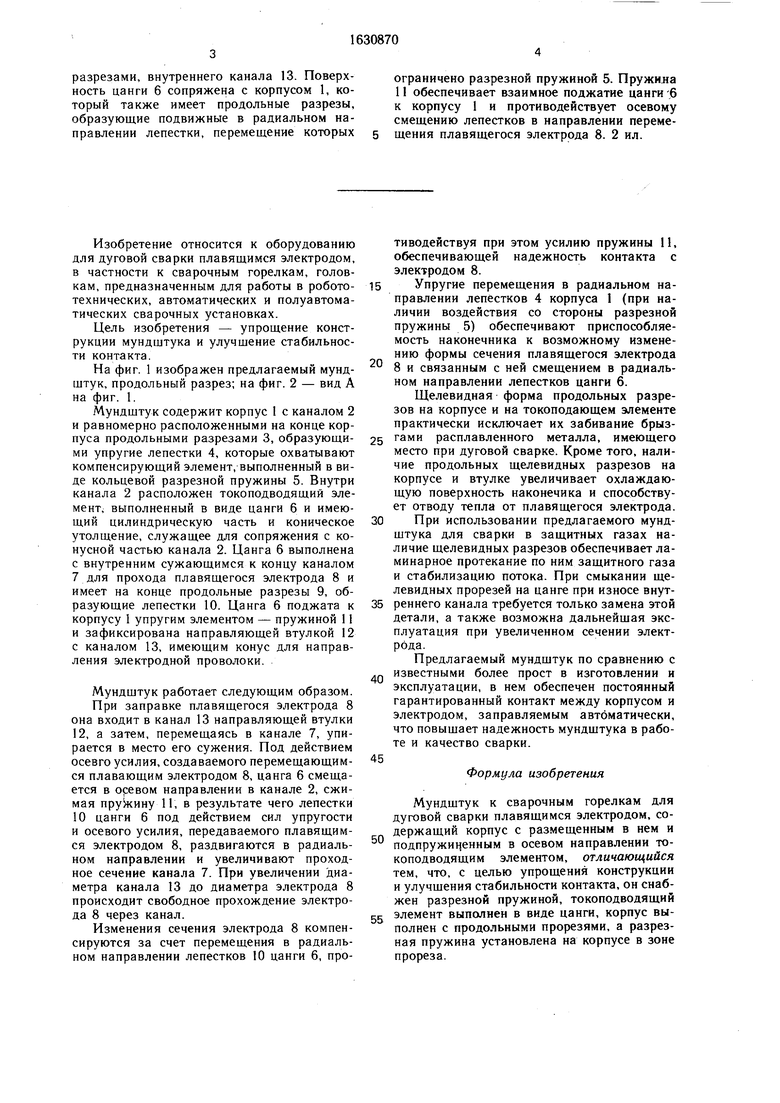
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2564657C1 |
| Горелка для дуговой сварки плавящимся электродом | 1988 |
|
SU1722733A1 |
| Мундштук к горелкам для сварки плавящимся электродов | 1989 |
|
SU1727964A1 |
| Мундштук к горелкам для дуговой сварки | 1976 |
|
SU692706A1 |
| Токоподводящий мундштук | 1978 |
|
SU841851A1 |
| Токоподводящий мундштук к устройствам для дуговой сварки | 1986 |
|
SU1428542A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ В ЗАЩИТНЫХ ГАЗАХ | 1986 |
|
SU1515546A1 |
| Токоподводящее устройство | 1979 |
|
SU821093A1 |
| Горелка для дуговой сварки в защитных газах | 1983 |
|
SU1074680A1 |
| Горелка для дуговой сварки неплавящимся электродом в защитных газах | 1975 |
|
SU574289A1 |
Изобретение относится к сварочном оборудованию в частности к горелкам, го ловкам, предназначенным для работы в робо тотехнич ских, автоматических и попуавто матических сварочных установках Цель i-поб ретения - упрощение конструкции и v ТУЧ шение стабильности контакта МУНДШТУК со стоит из корпуса 1 цанги 6 с продольными
О5
со
о
00
J
разрезами, внутреннего канала 13. Поверхность цанги б сопряжена с корпусом 1, который также имеет продольные разрезы, образующие подвижные в радиальном направлении лепестки, перемещение которых
Изобретение относится к оборудованию для дуговой сварки плавящимся электродом, в частности к сварочным горелкам, головкам, предназначенным для работы в робото- технических, автоматических и полуавтоматических сварочных установках.
Цель изобретения - упрощение конструкции мундштука и улучшение стабильности контакта.
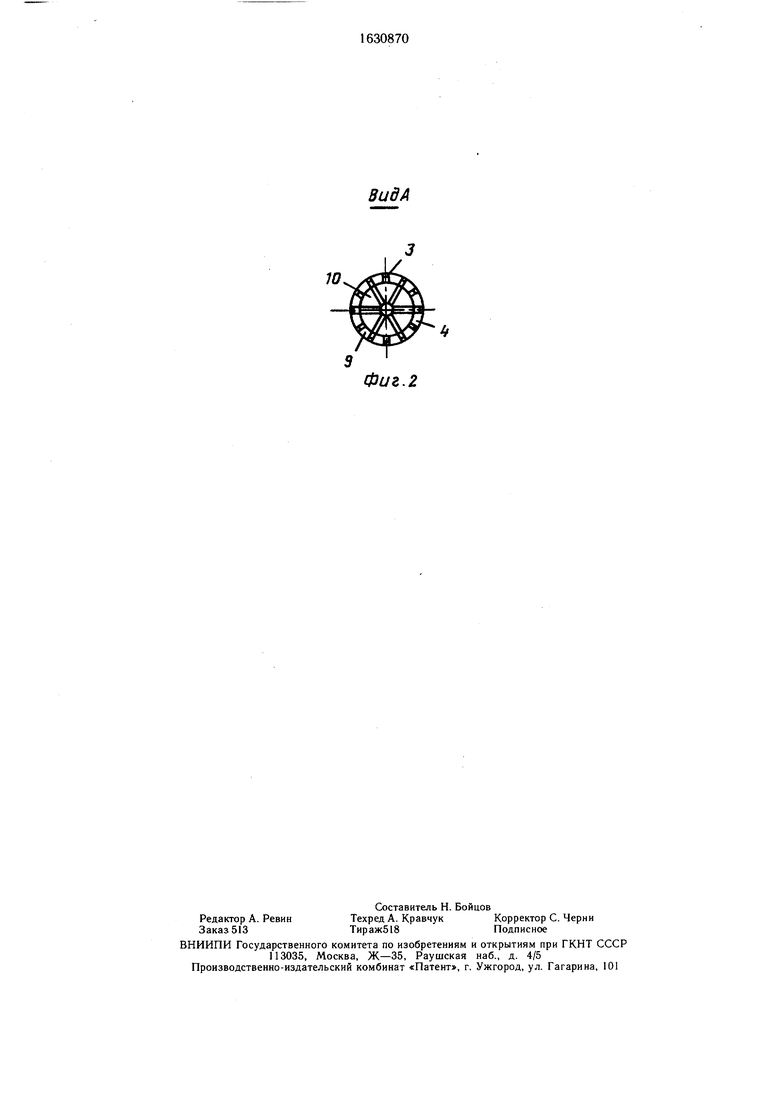
На фиг. 1 изображен предлагаемый мундштук, продольный разрез; на фиг. 2 - вид А на фиг. 1.
Мундштук содержит корпус 1 с каналом 2 и равномерно расположенными на конце корпуса продольными разрезами 3, образующими упругие лепестки 4, которые охватывают компенсирующий элемент, выполненный в виде кольцевой разрезной пружины 5. Внутри канала 2 расположен токоподводящий элемент, выполненный в виде цанги 6 и имеющий цилиндрическую часть и коническое утолщение, служащее для сопряжения с конусной частью канала 2. Цанга 6 выполнена с внутренним сужающимся к концу каналом 7 для прохода плавящегося электрода 8 и имеет на конце продольные разрезы 9, образующие лепестки 10. Цанга 6 поджата к корпусу 1 упругим элементом - пружиной 11 и зафиксирована направляющей втулкой 12 с каналом 13, имеющим конус для направления электродной проволоки.
Мундштук работает следующим образом.
При заправке плавящегося электрода 8 она входит в канал 13 направляющей втулки 12, а затем, перемещаясь в канале 7, упирается в место его сужения. Под действием осевго усилия, создаваемого перемещающимся плавающим электродом 8, цанга 6 смещается в осевом направлении в канале 2, сжимая пружину 11, в результате чего лепестки 10 цанги 6 под действием сил упругости и осевого усилия, передаваемого плавящимся электродом 8, раздвигаются в радиальном направлении и увеличивают проходное сечение канала 7. При увеличении диаметра канала 13 до диаметра электрода 8 происходит свободное прохождение электрода 8 через канал.
Изменения сечения электрода 8 компенсируются за счет перемещения в радиальном направлении лепестков 10 цанги 6, проограничено разрезной пружиной 5. Пружила 11 обеспечивает взаимное поджатие цанги 6 к корпусу 1 и противодействует осевому смещению лепестков в направлении перемещения плавящегося электрода 8. 2 ил.
тиводействуя при этом усилию пружины 11, обеспечивающей надежность контакта с электродом 8.
Упругие перемещения в радиальном направлении лепестков 4 корпуса 1 (при наличии воздействия со стороны разрезной пружины 5) обеспечивают приспособляемость наконечника к возможному изменению формы сечения плавящегося электрода
° 8 и связанным с ней смещением в радиальном направлении лепестков цанги 6.
Щелевидная форма продольных разрезов на корпусе и на токоподающем элементе практически исключает их забивание брыз5 гами расплавленного металла, имеющего место при дуговой сварке. Кроме того, наличие продольных щелевидных разрезов на корпусе и втулке увеличивает охлаждающую поверхность наконечика и способствует отводу тепла от плавящегося электрода.
0 При использовании предлагаемого мундштука для сварки в защитных газах наличие щелевидных разрезов обеспечивает ламинарное протекание по ним защитного газа и стабилизацию потока. При смыкании щелевидных прорезей на цанге при износе внут5 реннего канала требуется только замена этой детали, а также возможна дальнейшая эксплуатация при увеличенном сечении электрода.
Предлагаемый мундштук по сравнению с
0 известными более прост в изготовлении и эксплуатации, в нем обеспечен постоянный гарантированный контакт между корпусом и электродом, заправляемым автоматически, что повышает надежность мундштука в работе и качество сварки.
5
Формула изобретения
Мундштук к сварочным горелкам для дуговой сварки плавящимся электродом, содержащий корпус с размещенным в нем и
0 подпружиненным в осевом направлении то- коподводящим элементом, отличающийся тем, что, с целью упрощения конструкции и улучшения стабильности контакта, он снабжен разрезной пружиной, токоподводящий
5 элемент выполнен в виде цанги, корпус выполнен с продольными прорезями, а разрезная пружина установлена на корпусе в зоне прореза.
Фиг. 2
| Патент ГДР №222811, кл В 23 К 9/12, 1985 Авторское свидетельство СССР № 880650, кл В 23 К 9/12, 1980 |
