1
Изобретение относится к сварочному оборудованию и может быть использова1го в аппаратах для электродуговой сварки.
Известны конструкции горелок, содержащие мундштук с направляющим каналом для направления электродной проволоки и контактным наконечником 1.
В известных конструкциях контактные наконечники неподвижно соединяются с токоподводом. Например, контактные наконечники имеют наружную резьбу, при помощи которой они вворачиваются в токоподводящую деталь. При помощи резьбы крепятся унифицированные металлокерамические и твердосплавные наконечники.
Однако в известных конструкциях горелок в процессе сварки электрический контакт осуществляется между постоянно движущейся электродной проволокой (плавящимся электродом) и неподвижным контактным наконечником. В результате между контактируюидими поверхностями периодически возникает электрическая дуга, которая оплавляет элекродную проволоку (плавящийся электрод) в
месте контакта. Это вызывает так называемое прихватывание электродной проволоки , (плавящегося электрода) к контактному наконечгопсу.
Прихватывание электродной проволоки (плавящегося электрода) к контактному наконечнику затормаживает и останавливает ее ,на выходе из горелки. В то же время привод сварочного аппарата продолжает нёпрерьшно подавать электрод 1уй проволоку (плавящийся электрод), что, в конечном итоге, приводит к деформаций ; (смятию) ее в направляющем канала и выводит последний из строя.
Прихватывание электродной проволоки, (плавящегося электрода) и ее остановка на выходе из горелки вызывает удлинение дуги и переход ее на контактный наконечник.
В тех случаях, когда прихватки непрочны и жесткость проволоки позволяет передать значительные усилия, смятия электродной проволоки (плавящегося электрода) в направляющем канале не происходит, но движение ее
тановится прерьгеистым, что ведет к ухудению качества сварного шва.
iijeeci&i uyajmryvrK гЩ1ё ой сварки плавящимся электродом, содержащий контактный наконечник для подвода тока к плавящемуся электроду (2 .В этом устройств Мундштук в толнй из токрподвоwiaero материала, а контактный наконечник укреплен на мундштуке прессовой посадкой, при прихватывании проволоки к контактному наконечнику наконечник перемещается и отделяется от мунщшука соевым уснтаем, . передаваемым ппавяишмся эле{стродом, и перемещается в зону горения дуги, поэтому контактный наконечник вьшолнен плавящимся.
Однако при отдейёввш KOHtaKTHdrd найонечHJikia от йундапука дуга не обрывается, отделение након гчника служит лшоь визуальным сигналом для cBapiljHka к выкяючйаио сварочного тока.
Sflu дуга при отдЫений ншонечйяка от м шдштука известное устройство требует специальной элёктросхемы. ,
Цель изобретеиня - обрыв Дуги йрй Ьрйхватыванйи плавшцегося электрода к контактйЬму наконечнику.
Это достигается тем, что на мундппуке установлена топоподводящая втулк1а в контшсте с токопбдаодяашм наконечником, муййштук вШолней из изоляционного материала, а токоподводящий иаконеадик установлен. с вбз-, ШШбстш осевого йеремещёния Ьтносительно упомянутой втулки. ..
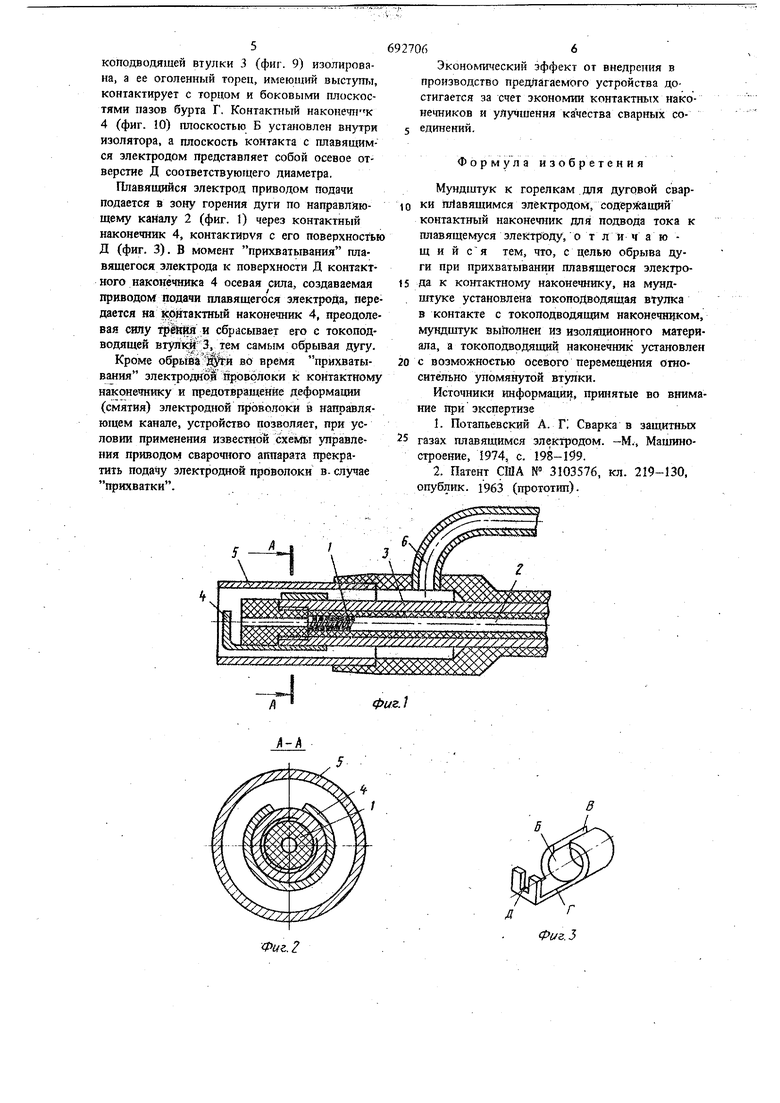
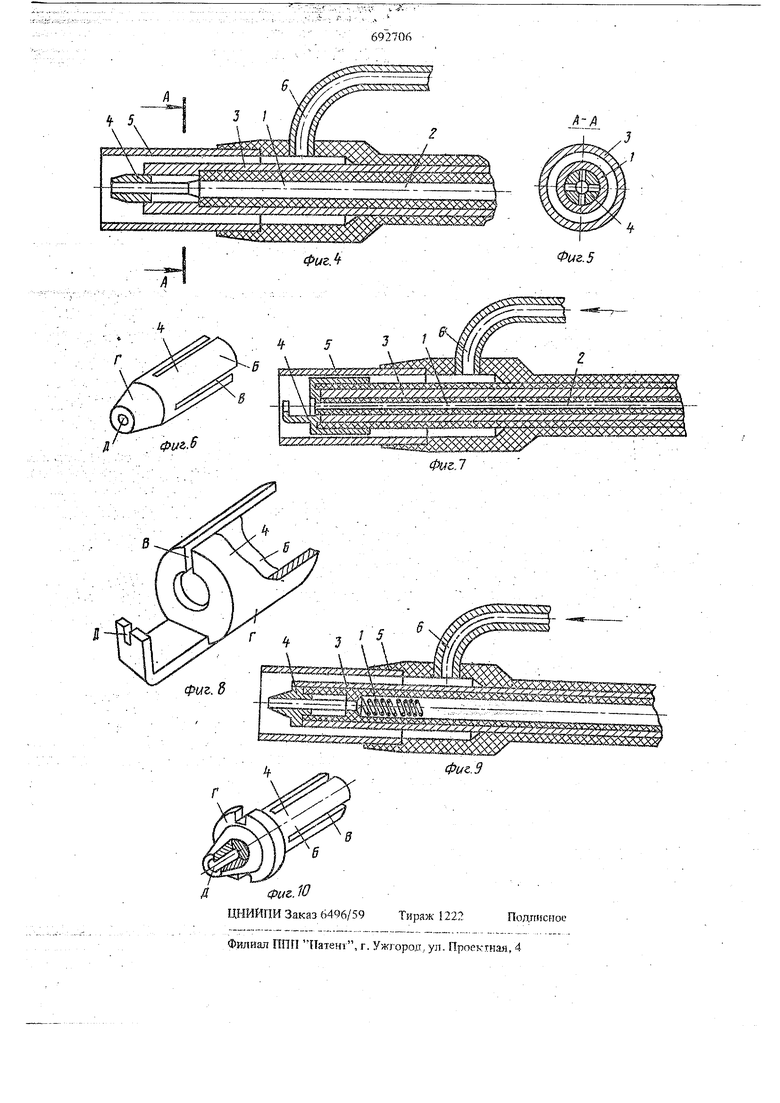
На фиг. 1 показана предлагаемая ropeлka с мундштуком, продольный разрез (1 вариайт); на фиг. 2 - сечение А-А на фиг. 1 (1 вариант); на фиг. 3 - контактный наконечтак в аксонометрии (I вариант); на фиг. 4 горелка с мундштуком, продрльньй разрез (2 вариант); на фиг. 5 - сечение А-А (2 вариант); на фиг. 6 - к:онтахтиьш гаконечник в аксонометрии (2 вариант); на фиг. 7 - горелка с мундштуком, продольный разрез (3 вариант); на фиг. 8 - кбйтактный наконечник в аксонометрии (3 вариант); на фиг. 9 - горелка с мунДштукоМ, продольный разрез (4 вариант); на фиг. 10 - контактный наконечник в аксонометрии (4 вариант).
, йрёдставлёнйай на чертежах в нескольких вариантах, содержит мундштук 1, вьтолне1шый из изоляционного материала и имеющий канал для направления плавящегося электрода 2. Па мундштуке 1 установлена токоподводящая трубка 3, находящаяся в,контакте с токоподводящим наконечником 4. В горелку входит сопло 5 для формирования потока защитного газа и трубка для подвода загцитного газа 6.
Контактный наконечник 4 выполнен в виде разрезной втулки, имеющей внутреннюю посадочную поверхность Б цилиндрической формы, сквозную продольную прорезь В и контактньш башмак Г. Причем посадочной поверхностью Б контактный наконечник 4 надевается на цилиндрический конец токоподводящей втулки 3, а степень плотности обжатия втулки 3 цилиндрической поверхностью Б контактного наконечника 4 регулируется степенью сжатия продольной прорези В. Контактный башмак Г, вьшесеиный за
зону втулки 3, осуществляет постоянный контакт с плавящимся электродом и его контактирующая поверхность Д может быть образована прорезью в бац1маке Г (или площадкой.
Направляющий канал 2 может бьЬь облицован спиралью, навитой из бронзовой или стальной проволоки (фиг. 1, 4 и 9)., изолированной от токоподводящей втулки 3, или ю изоляционного материала (фиг. 8), например, фторопластовой или трубки.
На фиг. 4 и 5 изображена горелка, имеющая контактяый наконечник 4 (фиг. 6), вьшолненный в виде полого стакайа, причем, наружная цилиндрическая поверхность Б контактирует
с вйутренней поверхностью центрального отверстия в токоподродящей втулке 3, а поверхностью контакта с плавящимся электродом служит отверстие Д. Продольные прорези В cnjoKaT для регулировки плотности посадки поверхности Б внутри токоподводящей втулки 3.
На фиг. 7 показана горелка, имеющая мундппук 1с контактным наконечником 4 (фиг.8), Льшолненным в виде рйзрезного стакана с
днОм, в котором вьшолнено отверстие для
прохода плавящегося электрода. На изолированной цилиндрической поверхности токоподводящей втулки 3 (фиг. 7) свбей внутренней поверхностью Б установлен контактный
накойечник 4. При зтОм электрический контакт меаду токоподводящей втулкой 3 и контакт,HbiM наконечником 4 осуществляется по внутреннему торцу разрезного стакана. Особенностью этого варианта является обрыв дуги вследствие
малейшего осевого смещения контактного наконечника 4.
На фиг. 9 показана горелка, имеющая контактный мундштук 1 с наконечником 4 (фиг. 10), в котором площадь контакта с токоподводящей втулкой 3 увеличена. Контактный накойечник 4 (фиг. 10) выполнен в виде разрезного цилиндра с буртом Г, имеющим ч продольные пазы. Внутренняя поверхность токоподводяшей втулки 3 (фиг. 9) изолирована, а ее оголенный торец, имеют™ выстут 1, контактирует с торцом и боковыми нлоскостями пазов бурта Г. Контакшый наконечник 4 (фиг. 10) плоскостью Б установлен внутри изолятора, а плоскость контакта с плавящимся электродом представляет собой осевое отверстие Д соответствуюгцего диаметра.
Плавящийся электрод приводом подачи подается в зону горения дуги по направляющему каналу 2 (фиг. 1) через контактный наконечник 4, контактируя с его поверхностью Д (фиг. 3). В момент прихватывания плавящегося электрода к поверхности Д контактного наконечника 4 осевая сила, создаваемая приводом подачи плавящегося электрода, передается на койтактный наконечник 4, преодолевая силу фйтя и сбрасывает его с токоподводящей втулки 3, тем самым обрывая дугу.
Кроме обрыва во время прихватывания электродной проволоки к контактному наконечнику и предотвращение деформации (смятия) электродной проволоки в направляюгцем канале, устройство позволяет, при условии применения известной схемы управления приводом сварошгого аппарата прекратить подачу электродной проволоки в- случае прихватки.
Эконо гаческий эффект от внедрения в производство предлагаемого устройства достигается за счет экономии контактных наконечников и улучшения качества сварных соединений.
Формула изобретения
Мундштук к горелкам дпя дуговой сварки плавящимся электродом, содер кащий контактный наконечник для подвода тока к плавящемуся электроду, о т ли ч а ю щ и и с я тем, что, с целью обрыва дуги при прихватывании плавящегося электрода к контактному наконечнику, на мундштуке установлена токопоДводящая вгулка в контакте с токоподводящим наконечником, мундштук выполнен из изоляционного материала, а токоподводящий наконечник установлен с возможностью осевого перемещения относительно упомянутой втулки.
Источники информации, принятые во внимание при экспертизе
1.Потапьевский А. Т . Сварка в защитных газах плавящимся электродом. -М., Машиностроение, 1974, с. 198-109.
2.Патент США № 3103576, кл. 219-130, опублик. 1963 (npoTOTini).
фиг.1

| название | год | авторы | номер документа |
|---|---|---|---|
| Токоподводящий мундштук | 1978 |
|
SU841851A1 |
| Устройство для электродуговой сварки плавящимся электродом с увеличенным вылетом | 1981 |
|
SU1030121A1 |
| Токоподводящий мундштук | 1982 |
|
SU1082578A1 |
| Мундштук к устройствам для электродуговой сварки | 1982 |
|
SU1060368A1 |
| Горелка для дуговой сварки с увеличенным вылетом плавящегося электрода | 1980 |
|
SU996129A1 |
| Устройство для дуговой сварки в защитных газах плавящимся электродом | 1981 |
|
SU967716A1 |
| Горелка для дуговой сварки с увели-чЕННыМ ВылЕТОМ плАВящЕгОСя элЕКТРОдА | 1979 |
|
SU846164A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2564657C1 |
| Мундштук к сварочным головкам и горелкам | 1980 |
|
SU880650A1 |
| Токоподводящий мундштук к устройствамдля СВАРКи плАВящиМСя элЕКТРОдОМ | 1979 |
|
SU816716A1 |
Фи,.2
