Изобретение относится к деревообрабатывающей промышленности и может быть использовано при изготовлении древесностружечных плит, а именно обеспечение объективного контроля качества плит без их разрушения.
Цель изобретения - повышение контроля качества разбраковки и снижение материальных затрат.
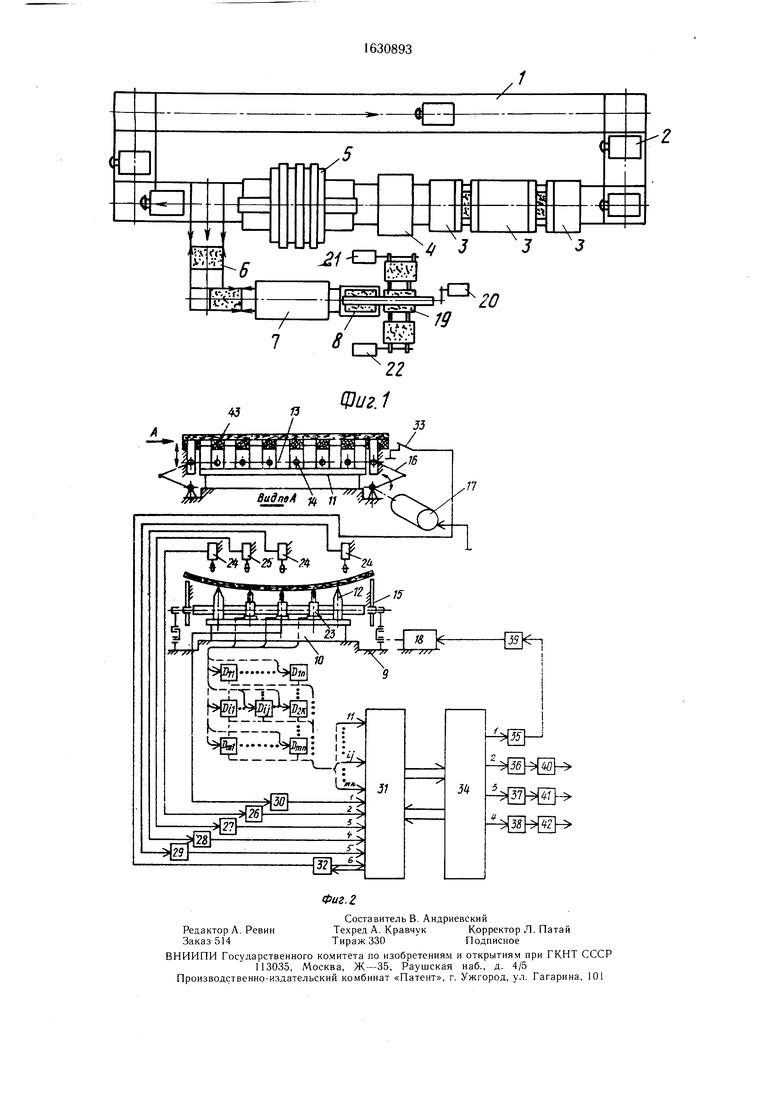
На фиг. 1 изображена структурная схема предлагаемой линии, вид в плане; на фиг. 2 - схема устройства для определения прочности плит на изгиб.
Линия содержит конвейер 1 с поддонами 2, формующие машины 3, подпрессовщик 4, пресс 5 горячего прессования, форматно-обрезное устройство 6, кондиционирующее устройство 7, устройство 8 для определения прочности плит на изгиб, выполненное в виде расположенных на станине 9 весоизмерителя 10 со столом 11 с островерхними призматическими опорами 12, равномерно расположенными по длине стола, рамы 13 с вращающимися роликами 14, выполненной с возможностью вертикального перемещения по направляющим 15 при помощи механизма 16 и привода 17 с исполнительным механизмом 18, разбраковщик 19 с исполнительными механизмами 20-22, а также измерительные преобразователи 23 линейных перемещений, размещенные по ширине стола, и измерительные преобразователи 24 и 25 толщины плиты и температуры, соответственно, установленные
О5 ОЗ
О
оо со
ОЭ
над рамой и через соответствующие первые блоки 26-30 согласования, соединенные с входами электронно-коммутирующего блока-31, в один из входов которого подключен таймер 32, соединенный с переключателем 33, выходы электронно-коммутирующего блока соединены с входами микропроцессора 34, а его выходы через вторые блоки 35-38 согласования соединены с вышеупомянутыми исполнительными механизмами через регуляторы 39-42.
Линия работает следующим образом.
При движении конвейера 1 на поддоне 2 формируется посредством машин 3 древесностружечный ковер, который подпрессовыва- ют на подпрессовщике 4 и загружают в пресс 5 горячего прессования. После технологической выдержки готовая контролируемая плита 43 поступает на форматно-обрезное устройство б, где ей придает требуемые габаритные размеры, после чего плита поступает в кондиционирующее устройство 7, где она остывает до заданной температуры. С устройства 7 плита 43 поступает на вращающиеся ролики 14 рамы 13 устройства 8 для определения прочности плит на изгиб, которые в исходном положении расположены несколько выше островерхих призматических опор 12, и замыкает контакты переключателя 33, в результате чего включаются в работу таймер 32, электронно-коммутирующее устройство 31 и микропроцессор 34, работающие в диалоговом режиме.
Электрические сигналы с измерительных преобразователей 24 и 25 толщины плиты и температуры соответственно через соответствующие первые блоки 26-29 согласования поступают через входы в электронно- коммутирующий блок 31, а с его выходов - на вход микропроцессора 34 и фиксируются в его запоминающем устройстве. Одновременно контролируется работа кондиционирующего устройства 7. Через определенный интервал времени с одного из выходов микропроцессора 34 (например, выход 1) через один из вторых согласующих блоков 35 и регулятор 39 подается сигнал на исполнительный механизм 18 привода 17 рамы об опускании рамы 13 по направляющим 15 при помощи механизма (например, криво- шипно-шатунного) 16 до момента, когда вращающиеся ролики 14 окажутся несколько ниже островерхих призматических опор 12 стола 11 весоизмерителя 10. В этом случае контролируемая плита 43 окажется размещенной на вершинах опор 12, в результате чего произойдет взвешивание плиты и электрический сигнал через блок 30 согласования и электронно-коммутирующий блок 31 поступит в микропроцессор 34. Кроме того, находясь на островерхих призматических опорах 12, расположенных равномерно по краям длины стола 11, в силу своей структуры контролируемая плита 43 прогибается,
образуя цилиндрическую поверхность каждая ее часть будет в той или иной точке воздействовать на чувствительные элементы измерительных преобразователей 23 линейных перемещений, электрические сигналы от которых через соответствующие первые блоки согласования и электронно-коммутирующий блок 31 поступают в микропроцессор 34.
Таким образом, в запоминающем устройстве микропроцессора 34 накапливается информация о величине прогиба плиты, а также о массе, толщине и температуре плиты.
Микропроцессор 34 по ранее заложенной
программе определяет модуль упругости и изгибающий момент плиты.
По окончанию измерений и вычислений таймером 32 через электронно-коммутирующий блок 31 подается команда микропроцессору 34, с его выхода 1 через второй блок 35
согласования и регулятор 39 на исполнительный механизм 18 привода 17 о подъеме рамы 13 максимально вверх, при этом контролируемая плита 43 снимается с островерхих призматических опор 12 и по вращающимся роликам 14 подается на разбраковщик 19, а микропроцессор 34 через выход 2, второй блок 36 согласования и регулятор 40 включает исполнительный механизм 20 стола разбраковщика, на который в это время поступает плита. В дальнейшем цикл работы
повторяется.
Формула изобретения
Линия для изготовления древесностружечных плит, включающая конвейер с фор- мующими машинами, прессом и устройством для кондиционирования плит, контрольное устройство, разбраковщик с исполнительным механизмом и раму с приводом, отличающаяся тем, что, с целью повышения контроля качества разбраковки и снижения матеf
риальных затрат, она снабжена устройством для определения прочности плит на изгиб, электронно-коммутирующим блоком с Элементами согласования, регуляторами и микропроцессором, причем устройство для
определения прочности плит на изгиб выполнено в виде расположенного на станине весоизмерителя со столом с островерхими призматическими опорами и с возможностью вертикального перемещения рамы с вращающимися роликами, а также измерительными преобразователями линейных перемещений, толщины и температуры, соединенных через первые элементы согласования с соответствующими входами электронно- коммутирующего блока, выходы которого подключены к входам микропроцессора, а
его выходы, через вторые элементы согласования и регуляторы, соединены с исполнительными механизмами разбраковщика и привода рамы.
в
т
CTHFF 
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия изготовления многослойных древесностружечных плит из лесосечных отходов | 1987 |
|
SU1502308A1 |
| Линия производства древесных плит | 1984 |
|
SU1167017A1 |
| Линия изготовления древесно-стружечных плит | 1990 |
|
SU1722836A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ПРОИЗВОДСТВА ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ | 1971 |
|
SU311774A1 |
| Линия производства древесностружечныхплиТ | 1979 |
|
SU844374A1 |
| Линия изготовления древесностружечных плит | 1986 |
|
SU1368174A1 |
| Линия изготовления биостойких древесностружечных плит | 1987 |
|
SU1423389A1 |
| Способ изготовления древесно-стружечных плит и линия для его осуществления | 1990 |
|
SU1761477A1 |
| СПОСОБ ПОЛУЧЕНИЯ ДРЕВЕСНЫХ ПЛИТ БЕЗ ДОБАВЛЕНИЯ СВЯЗУЮЩЕГО И ТЕХНОЛОГИЧЕСКИЕ ЛИНИИ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2005596C1 |
| Способ производства мебельных деталей из стружечной массы и линия для его осуществления | 1991 |
|
SU1831424A3 |
Изобретение относится к деревообрабатывающей промышленности и может быть использовано при изготовлении древесностружечных плит, а именно обеспечения объективного контроля качества плит без их разрушения. Цель изобретения - повышение контроля качества разбраковки и снижение материальных затрат. Линия содержит конвейер с поддоном, формующие машины, подпрессовщик, пресс горячего прессования, форматно-обрезное устройство, кондиционирующее устройство, устройство для определения прочности плит на изгиб, раму 13 с вращающимися роликами 14, разбраковщик, измерительные преобразователи 23 линейных перемещений, толщины плиты и температуры, которые через соответствующие первые блоки 26-30 согласования соединены со входами коммутирующего блока 31, таймер 32, микропроцессор.34 и регуляторы 39, 40, 41 и 42. При движении конвейера на поддоне формируется посредством машин древесностружечный ковер, который подпрессовывается на прессе и загружается в пресс горячего прессования. Микропроцессор 34 по ранее заложенной программе определяет модуль упругости и изгибающий момент плиты. Регулятор 40 включает исполнительный механизм 20 стола разбраковщика, на который в это время поступает плита. 2 ил. СО
45
ЦЈ ггряТ4
| Линия производства древесных плит | 1984 |
|
SU1167017A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
