Известны автоматические линий производства древесностружечных плит, включающие главный конвейер, формующие М|ащины, пресс для предварительного уплотнения ковра, контрольные весы, загрузоч1ные этажерки, горячий пресс, разгрузочные этажерки, форматный стайок.
Цель изобретения-повысить производительность линии и улучщить качество плит.
Достигается это тем, что за форматным станком установлено ультразвуковое устройство ДЛЯ автоматического пощтучного контроля, качества плит, выполненное с блоком регулирования работы формующих мащин.
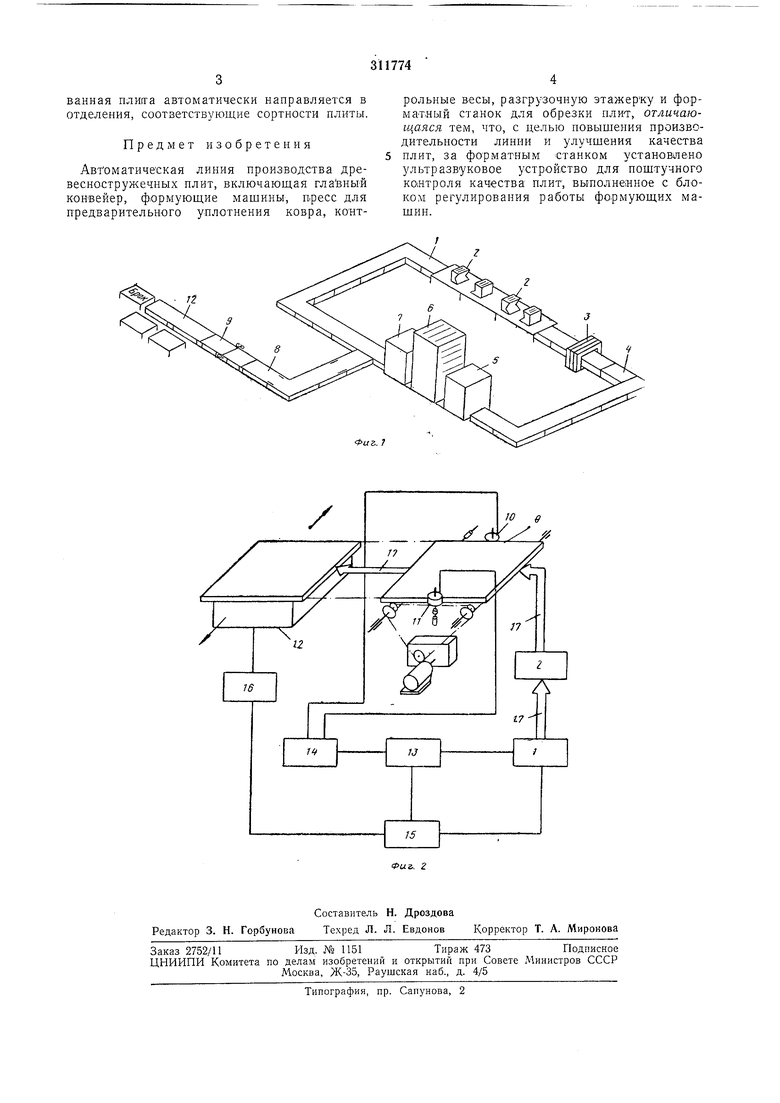
На фиг. 1 представлена схема автоматической линии; иа фиг. 2-схема работы устройства для контроля качества плит.
В схему автоматической линии; входят главный конвейер /, формующие мащины 2, пресс 3 для предварительного уплотнения ковра, контрольные весы 4, загрузочная этажерка 5, горячий пресс 6, разгрузочная этажерка 7, форм.ахный станок 8, устройство 9 ДЛЯ автом атического контроля- качества плит с акустическими блоками 10 и 11, участок 12 сортировки плит по группам.
Схема работы устройства для контроля качества плит включает в себя блок 13 регули1рования скорости транспортера формующих мащин, автоматический блок 14 регулирования качества плит, блок 15 управления участка контроля, автоматический исполнительный .механизм 16 устройства разбраковки плит и транспортные устройства 17. Автоматическое устройство для контроля качества древесностружечных плит работает следующим образом,. При поступлении плиты на устройство 9 вырабатывается ультразвуковой сигнал с по-мощью акустического
блока 10, который принимается- приемным акустическим блоком // и подается на блок 15 управления.
Выработанный блоком управления сигнал, амилитуда и знак которого пропорциональны величине отклонения от заранее установленного времени распространения импульсов ультразвуковых колебаний в плите, подается на блок 13 регулирования скорости транспортеров формующих мащин.
При поступлении сигнала в зависимости от его амплитуды и полярности скорость движения транспортеров увеличивается или уменьщается-, что приводит к изменению ко.личества засыпаемой в мащинах древесностружечной массы.
Одновре.менно в блоке управления вырабатывается электрический сигнал и подается на автоматический исполнительный механизм
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия производства древесных плит | 1984 |
|
SU1167017A1 |
| Линия для производства древесностружечных плит | 1983 |
|
SU1135647A1 |
| Линия производства плит из древесной массы | 1976 |
|
SU592613A1 |
| Линия изготовления древесно-стружечных плит | 1990 |
|
SU1722836A1 |
| ВСЕСОЮЗНАЯ | 1973 |
|
SU363616A1 |
| Линия для производства многослойных древесностружечных плит | 1976 |
|
SU648439A1 |
| СПОСОБ ПОЛУЧЕНИЯ ДРЕВЕСНЫХ ПЛИТ БЕЗ ДОБАВЛЕНИЯ СВЯЗУЮЩЕГО И ТЕХНОЛОГИЧЕСКИЕ ЛИНИИ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2005596C1 |
| Линия изготовления древесно-волокнистых плит средней плотности | 1988 |
|
SU1618660A1 |
| Линия изготовления древесно-стружечных плит | 1983 |
|
SU1140957A1 |
| Способ изготовления древесно-стружечных плит и линия для его осуществления | 1990 |
|
SU1761477A1 |
