Изобретение относится к области обработки металлов давлением и может быть использовало при изготовлении деталей с наружной резьбой„
Целью изобретения является расширение технологических возможностей автомата и повышение производительности за счет одновременного накатывания резьб на нескольких деталях.
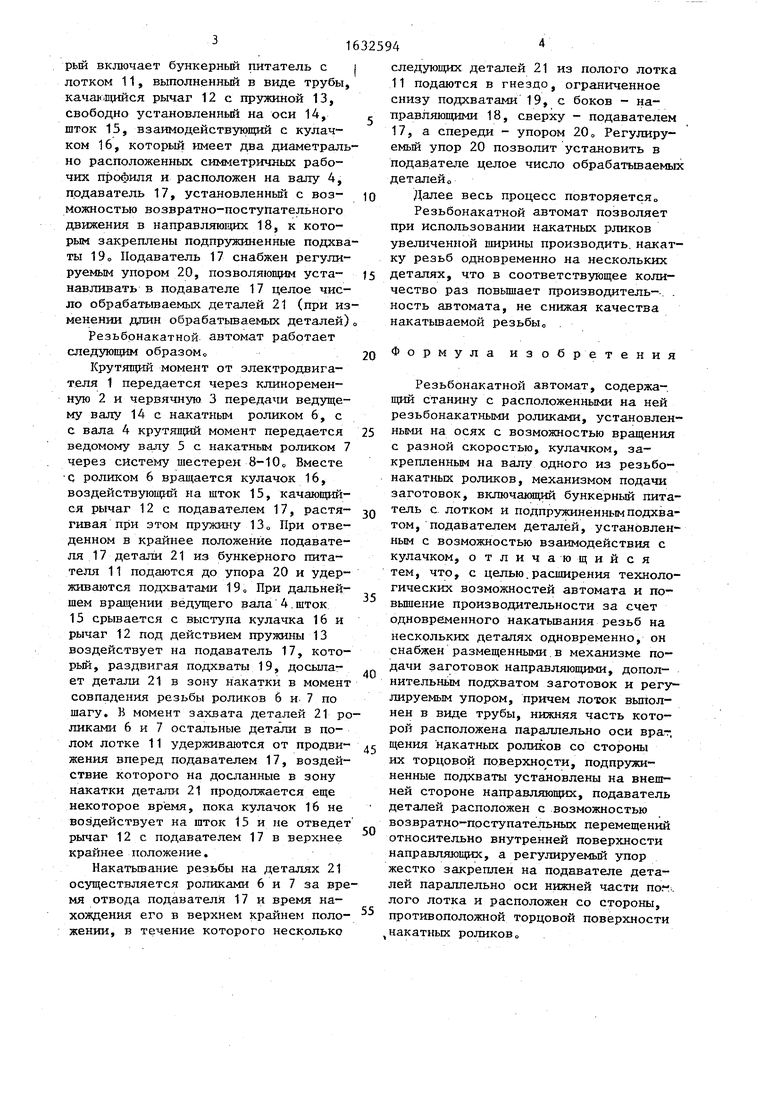
На риг„1 изображена упрощенная кинематическая схема резъбонакатно- го автомата; на фиг02 - вид А на фиГо1 (механизм подачи заготовок в момент захвата детали роликами); на фиг.,3 - вид А на фиг01 (механизм
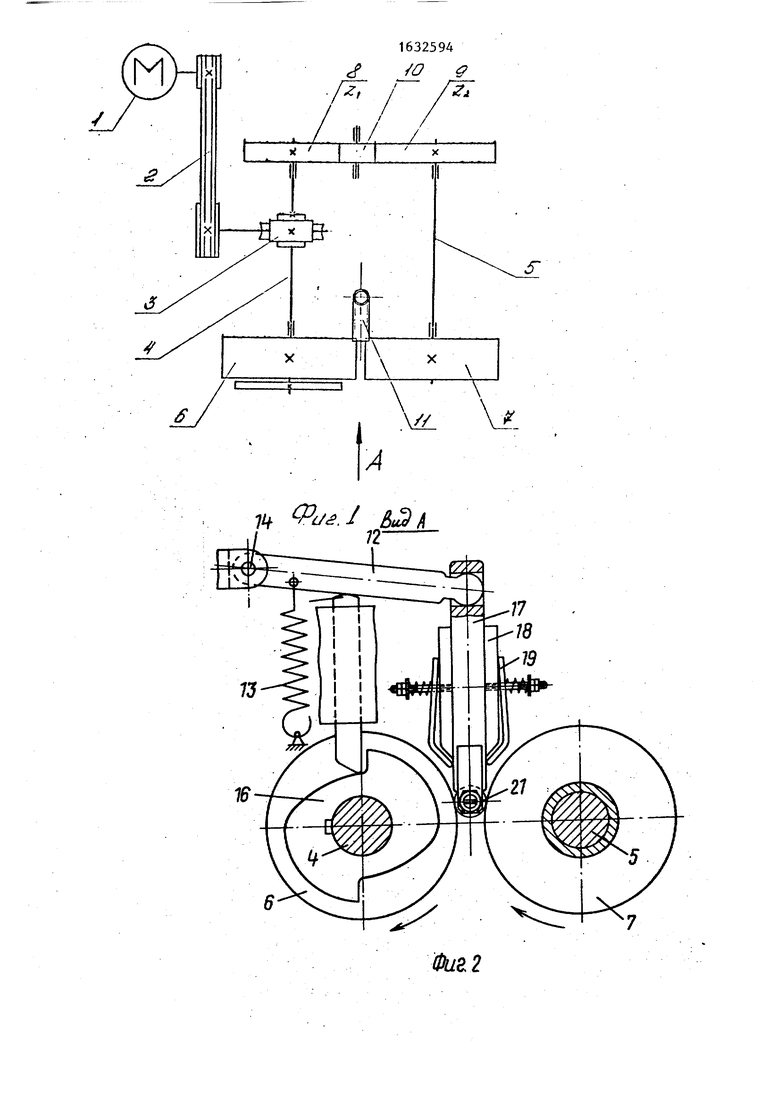
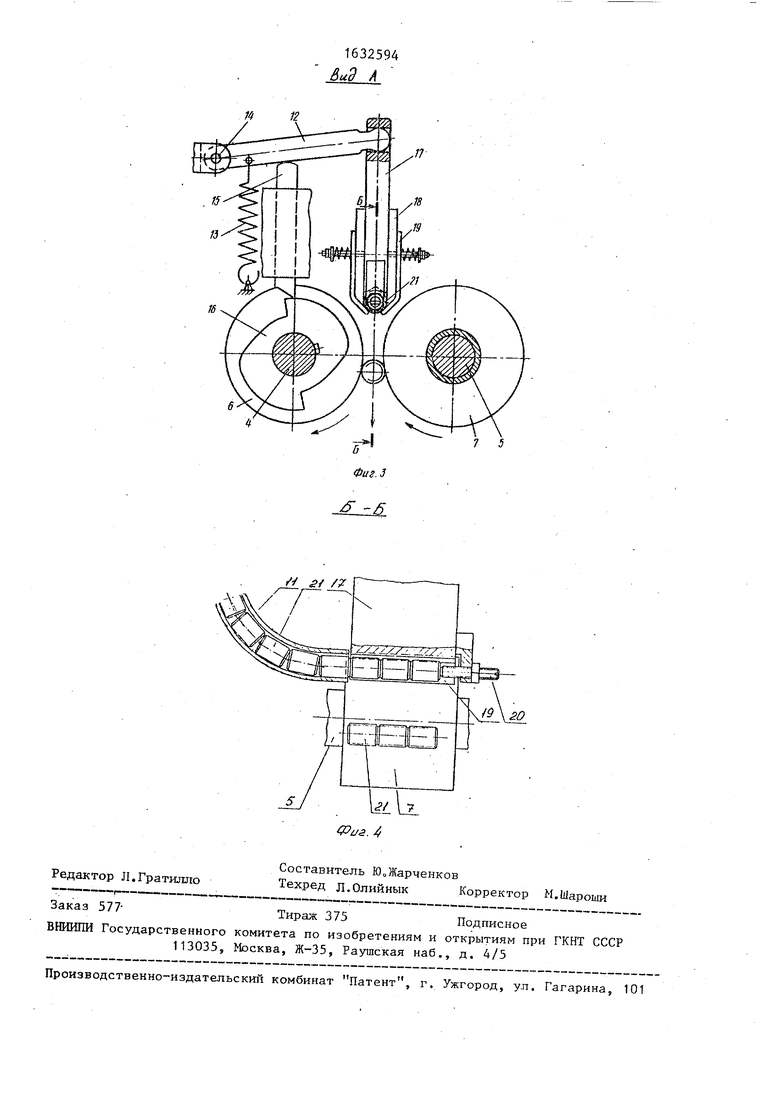
подачи заготовок в момент окончания накатывания резьбы); на фиг.4 - разрез Б-Б- на фиг„3„
Резьбонакатной автомат содержит привод, состоящий из .электродвигателя 1, клиноременной 2 и червячной 3 передач, ведущий 4 и ведомый 5 валы с резьбонакатными стандартными роликами 6 и 7 одинакового диаметра и сменными шестернями 8 и 9 с числом зубьев Z,j и Z соответственно, между которыми установлена промежуточная шестерня 10 для вращения роликов 6 и 7 в одном направлении с разными числами оборотов, а также механизм подачи деталей в зону накатки, кото0ОЭ
ю ел
со
4
10
25
рый включает бункерный питатель с i лотком 11, выполненный в виде трубы, качан щийся рычаг 12с пружиной 13, свободно установленный на оси 14, шток 15, взаимодействующий с кулачком 16, который имеет два диаметрально расположенных симметричных рабочих профиля и расположен на валу 4, подаватель 17, установленный с возможностью возвратно-поступательного движения в направляющих 18, к которым закреплены подпружиненные подхваты 19 о Подаватель 17 снабжен регулируемым упором 20, позволяющим уста- 15 навливать в подавателе 17 целое число обрабатываемых деталей 21 (при изменении длин обрабатываемых деталей)0
Резьбонакатной автомат работает следующим образомо
Крутящий момент от электродвигателя 1 передается через клиноремен- ную 2 и червячную 3 передачи ведущему валу 14 с накатным роликом 6, с с вала 4 крутящий момент передается ведомому валу 5 с накатным роликом 7 через систему шестерен 8-10„ Вместе С роликом 6 вращается кулачок 16, воздействующий на шток 15, качающийся рычаг 12 с подавателем 17, растягивая при этом пружину 130 При отведенном в крайнее положение подавателя 17 детали 21 из бункерного питателя 11 подаются до упора 20 и удерживаются подхватами 19„ При дальнейшем вращении ведущего вала 4 шток 15 срывается с выступа кулачка 16 и рычаг 12 под действием пружины 13 воздействует на подаватель 17, который, раздвигая подхваты 19, досылает детали 21 в зону накатки в момент совпадения резьбы роликов 6 и 7 по шагу. В момент захвата деталей 21 роликами 6 и 7 остальные детали в полом лотке 11 удерживаются от продвижения вперед подавателем 17, воздействие которого на досланные в зону накатки детали 21 продолжается еще некоторое время, пока кулачок 16 не воздействует на шток 15 и не отведет рычаг 12 с подавателем 17 в верхнее крайнее положение.
Накатывание резьбы на деталях 21 осуществляется роликами 6 и 7 за время отвода подавателя 17 и время нахождения его в верхнем крайнем поло жении, в течение которого несколько
16325944
i следующих деталей 21 из полого лотка
11 подаются в гнездо, ограниченное снизу подхватами 19, с боков - направляющими 18, сверху - подавателем 17, а спереди - упором 20 0 Регулируемый упор 20 позволит установить в подавателе целое число обрабатываемых деталейо
Далее весь процесс повторяется Резьбонакатной автомат позволяет при использовании накатных рликов увеличенной ширины производить накатку резьб одновременно на нескольких деталях, что в соответствующее количество раз повышает производительность автомата, не снижая качества накатываемой резьбы
2Q Формула изобретения
Резьбонакатной автомат, содержащий станину с расположенными на ней резьбонакатными роликами, установленными на осях с возможностью вращения
30
35
40
45
50
,- 55
с разной скоростью, кулачком, закрепленным на валу одного из резьбо- накатных роликов, механизмом подачи заготовок, включающий бункерный питатель с лотком и подпружиненным подхватом, подавателем деталей, установленным с возможностью взаимодействия с кулачком, отличающийся тем, что, с целью.расширения технологических возможностей автомата и повышение производительности за счет одновременного накатывания резьб на нескольких деталях одновременно, он снабжен размещенными в механизме подачи заготовок направляющими, дополнительным подхватом заготовок и регулируемым упором, причем лоток выполнен в виде трубы, нижняя часть которой расположена параллельно оси вращения ндкатных роликов со стороны их торцовой поверхности, подпружиненные подхваты установлены на внешней стороне направляющих, подаватель деталей расположен с возможностью возвратно-поступательных перемещений относительно внутренней поверхности направляющих, а регулируемый упор жестко закреплен на подавателе деталей параллельно оси нижней части подлого лотка и расположен со стороны, противоположной торцовой поверхности ,накатных роликов
11 подаются в гнездо, ограниченное снизу подхватами 19, с боков - направляющими 18, сверху - подавателем 17, а спереди - упором 20 0 Регулируемый упор 20 позволит установить в подавателе целое число обрабатываемых деталейо
Далее весь процесс повторяется Резьбонакатной автомат позволяет при использовании накатных рликов увеличенной ширины производить накатку резьб одновременно на нескольких деталях, что в соответствующее количество раз повышает производительность автомата, не снижая качества накатываемой резьбы
2Q Формула изобретения
Резьбонакатной автомат, содержащий станину с расположенными на ней резьбонакатными роликами, установленными на осях с возможностью вращения
30
35
40
45
50
55
с разной скоростью, кулачком, закрепленным на валу одного из резьбо- накатных роликов, механизмом подачи заготовок, включающий бункерный питатель с лотком и подпружиненным подхватом, подавателем деталей, установленным с возможностью взаимодействия с кулачком, отличающийся тем, что, с целью.расширения технологических возможностей автомата и повышение производительности за счет одновременного накатывания резьб на нескольких деталях одновременно, он снабжен размещенными в механизме подачи заготовок направляющими, дополнительным подхватом заготовок и регулируемым упором, причем лоток выполнен в виде трубы, нижняя часть которой расположена параллельно оси вращения ндкатных роликов со стороны их торцовой поверхности, подпружиненные подхваты установлены на внешней стороне направляющих, подаватель деталей расположен с возможностью возвратно-поступательных перемещений относительно внутренней поверхности направляющих, а регулируемый упор жестко закреплен на подавателе деталей параллельно оси нижней части подлого лотка и расположен со стороны, противоположной торцовой поверхности ,накатных роликов
Ъ W ASA
12
16
| название | год | авторы | номер документа |
|---|---|---|---|
| Резьбонакатной автомат | 1981 |
|
SU963651A1 |
| РЕЗЬБОНАКАТНОЙ АВТОМАТ | 1992 |
|
RU2021063C1 |
| Автоматический резьбонакатной станок для непрерывного бесцентрового накатывания цилиндрических заготовок | 1959 |
|
SU121434A1 |
| Резьбонакатной полуавтомат | 1988 |
|
SU1625568A1 |
| Резьбонакатный станок для деталей с головками | 1989 |
|
SU1697957A1 |
| Станок-автомат для накатывания резьбы | 1980 |
|
SU889244A1 |
| Резьбонакатной автомат | 1981 |
|
SU1006009A1 |
| Двухроликовый резьбонакатнойАВТОМАТ | 1979 |
|
SU841741A1 |
| Станок для накатывания резьб | 1975 |
|
SU607630A1 |
| Резьбонакатной станок | 1989 |
|
SU1680424A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении деталей с наружной резьбойо Цель изобретения - расширение технологических возможностей и повышение производительности за счет одновременного на катывания резьб на нескольких деталях о Автомат содержит станину с двумя резьбонакатными роликами, кулачок, закрепленный на валу одного из них, и механизм подачи заготовок с лотком и подпружиненным, подхватом. Автомат также снабжен размещенными в механизме подачи заготовок дополнительным подхватом и регулируемым упором Лоток выполнен дугообразным в виде полой трубы„ Нижняя часть лотка расположена параллельно оси вращения резьбонакатных роликов Подаватель деталей расположен с возмож ностью возвратно- поступательных перемещений в направляющих,, В процессе работы автомата поток деталей поступает по дугообразному лотку в пространство между резьбонакатными роликами и требуемое их количество отсекается и загружается в зону накатывания,, 4 ил„ (Л
Фиг 2
1632594 Вид А
П 12
А
П
1 S
Я -Б
| Резьбонакатной автомат | 1981 |
|
SU963651A1 |
