механизма управления прижимом 2 последний опускается на зажимную поверхность каретки 1 подавателя и прижимает к ней расположенный на ней кроющий материал 15с размещенными на нем картонными сторонками 16. При дальнейшем движении кривошипа 9 движение от него через шатуны 6 и 7, дополнительное коромысло 8. основное коромысло 4 и тягу 3 передается на каретку 1, заставляя ее перемещаться в направлении ее рабочего хода. , В результате того, что материал 15 оказывается зафиксированным относительно каретки 1, последняя протягивает его на заданную величину. При прохождении кривошипом 9 своей второй мертвой точки планка 14 поднимается и освобождает материал 15 от воздействия лрижима 2. Во время холостого хода каретки 1 материал 15 выстаивает, что необходимо для выполнения технологических операций над ним. При изменении формата изготавливаемых крышек включением привода 11 осуществляют перемещение ползуна 5 по винту 10, изменяя таким образом угол качания коромысла 4.
Установка ползуна 5 в заданное положение может производиться как при визуальном контроле оператором положения каретки 1, так и при автоматическом контроле. Во втором случае это достигается применением счетно-решающего управляющего устройства, в состав которого могут, например, входить закрепленный на ползуне 5 бесконтактный датчик 17 и.закрепленная на коромысле 4 вдоль пути датчика 17 измерительная гребенка 18.
При своем перемещении датчик 17 передает импульсы в счетно-решающий блок управляющего устройства, которое после
отсчета заданного числа импульсов дает команду на выключение привода 11. Благода- ря тому, что кривошип 9 связан с коромыслом А через два шатуна 6 и 7 и
дополнительное коромысло 8, положение мертвых точек кривошипа всегда соответствует одному и тому же фазовому положению главного вала независимо от места расположения ползуна 5 на коромысле 4, Это обусловлено неизменностью длин звеньев четырехзвенника 9,7 и 8. В результате этого возможно увеличение обратного хода каретки 1 подавателя и увеличение производительности машины.
Также отпадает необходимость в регулировке механизма управления прижимом 2 при переналадке устройства на другой формат, что повышает надежность работы этого устройства.
Формула изобретения
Устройство для пошаговой подачи кроющего материала в крышкоделательной машине, содержащее каретку подавателя с управляемым прижимом, связанное с кареткой посредством тяги коромысло, шарнирно соединенный с коромыслом посредством смонтированного на нем ползуна шатун.
средство для изменения положения ползуна на коромысле и приводной кривошип, отличающееся тем. что, с целью повышения надежности работы и производительности машины, оно имеет дополнительный шатун, одним концом соединенный с приводным кривошипом, и дополнительное коромысло, размещенное между приводным кривошипом и основным коромыслом и соединенное с обоими шатунами.
7Г
| название | год | авторы | номер документа |
|---|---|---|---|
| Крышкоделательная машина | 1987 |
|
SU1490011A1 |
| Крышкоделательная машина | 1987 |
|
SU1447705A1 |
| Крышкоделательная машина | 1975 |
|
SU571395A1 |
| Устройство приводки в крышкоделательной машине | 1988 |
|
SU1595680A1 |
| Крышкоделательная машина | 1979 |
|
SU848375A1 |
| Крышкоделательная машина | 1984 |
|
SU1248850A1 |
| Крышкоделательная машина | 1975 |
|
SU543529A1 |
| Устройство регулирования положения каретки в крышкоделательной машине | 1987 |
|
SU1475828A1 |
| Устройство для изготовления переплетных крышек | 1985 |
|
SU1326462A1 |
| Крышкоделательная машина | 1977 |
|
SU751661A1 |
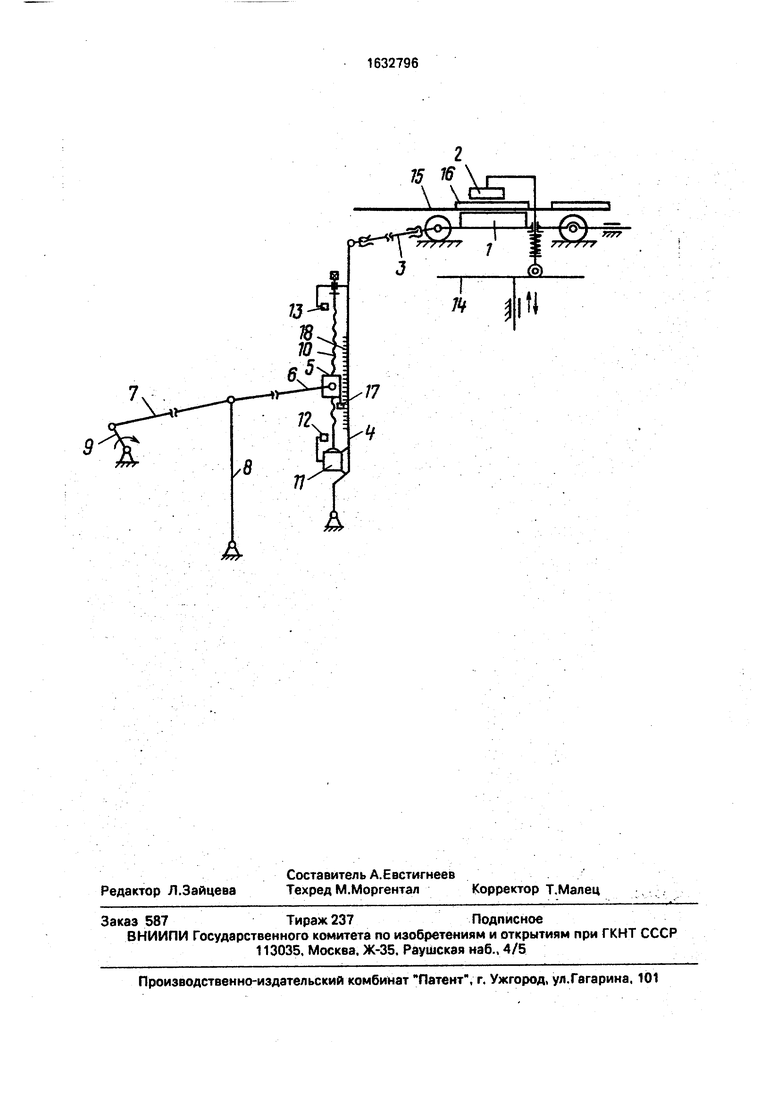
Изобретение относится к полиграфической промышленности и может найти применение в крышкоделательных машинах для изготовления переплетных крышек в твердом переплете. Цель изобретения - повышение надежности и производительности машины. Устройство для пошаговой подачи кроющего материала имеет дополнительный шатун, одним концом соединенный с приводным кривошипом, и дополнительное коромысло, размещенное между приводным кривошипом и основным коромыслом и соединенно с обоими шатунами. 1 ил. также средство изменения положения ползуна 5 на коромысле 4, которое включает винт 10, несущий ползун 5 и взаимодейству- ющий с ним через его резьбовое отверстие, и привод 11 винта 10, закрепленный на коромысле 4. Дополнительное коромысло 8 соединено с обоими шатунами 6 и 7, причем основной шатун б своим вторым концом соединен с ползуном, а дополнительный шатун 7 - с приводным кривошипом 9. Для остановки ползуна 5 в крайних положениях на коромысле 4 закреплены концевые выключатели 12 и 13, останавливающие привод 11, размещение которого на коромысле 4 позволяет осуществлять переналадку устройства во время его работы. Устройство работает следующим образом. При прохождении кривошивом 9 своей мертвой точки, соответствующей окончанию холостого хода каретки 1 подавателя, в результате перемещения вниз планки 14 & й
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Изобретение относится к полиграфической промышленности и может найти применение в крышкоделательных машинах для изготовления переплетных крышек в твердом переплете | |||
| Цель изобретения - повышение надежности работы и производительности машины путем увеличения продолжительности холостого хода каретки подавателя в течение одного оборота главного вала машины | |||
| На чертеже изображена кинематическая схема устройства для пошаговой подачи кроющего материала в крышкоделательной машине | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| В состав устройства входит | |||
