Изобретение относится к электрофизической и электрохимической обработке, в частности к электроэрозионно-химической прошивке глубоких отверстий в деталях из титановых сплавов.
Цель изобретения - повышение производительности процесса глубокой электроэрозионно-химической прошивки деталей из титановых сплавов и снижение относительного износа электрода-инструмента.
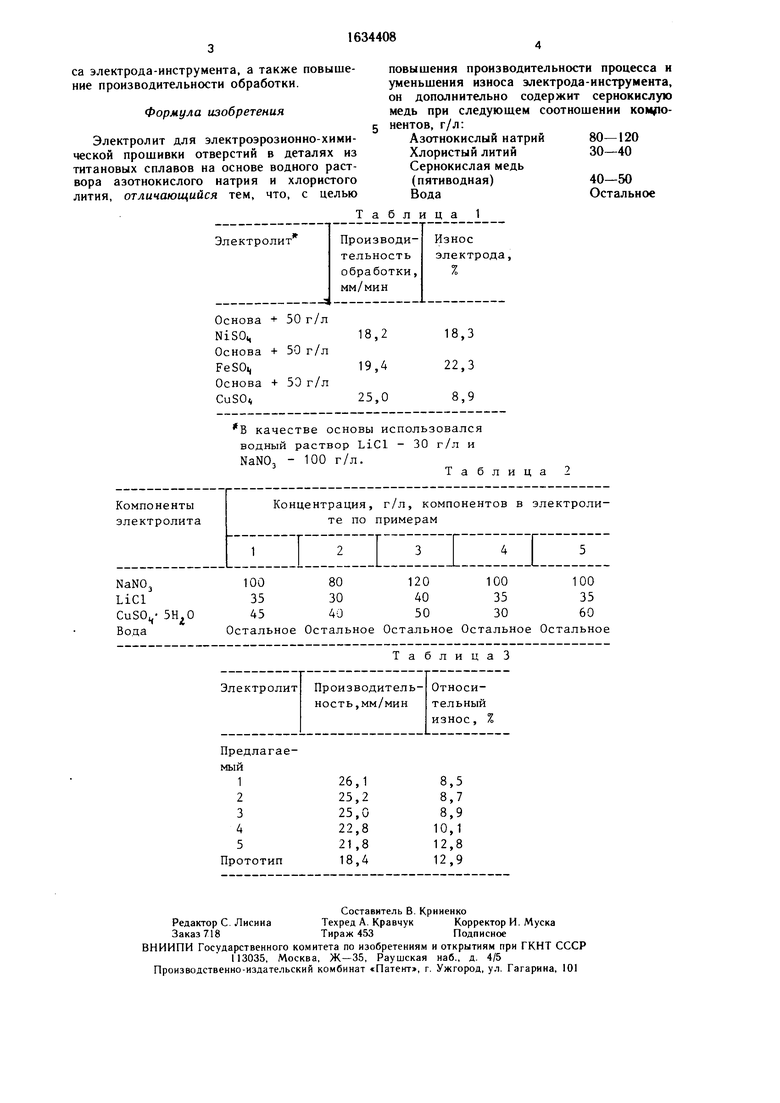
Поставленная цель достигается тем, что в известный электролит на основе водного раствора азотнокислого натрия и хлористого лития дополнительно вводят сернокислую медь. Введение в электролит сернокислой меди приводит как к увеличению производительности, так и снижению износа электрода-инструмента. Этот эффект не наблюдается при введении в электролит сернокислых солей других двухвалентных металлов, например, никеля и железа (табл. 1).
Для обоснования количественного сос- тада электролита на установке для электроэрозионно-химической прошивки с вибрацией электрода и автоматическим регулированием скорости подачи проводят сравнительные испытания. Обработку проводят трубчатым электродом из меди диаметром 4 мм на глубину 50 мм. Частота импульсного напряжения 100 Гц, амплитуда напряжения холостого хода 50 В, амплитуда вибрации электрода 0,1 мм, давление электролита на входе 4 атм. Вибрация электрода-инструмента синхронизирована с технологическим напряжением таким образом, чтобы импульс технологического напряжения подавался в момент наибольшего сближения электрода и детали.
Пример. Для проведения испытаний путем растворения рассчетных количеств солей в водопроводной воде готовят электролиты различного состава (табл. 2)
Результаты обработки сплава ВТЗ-1 представлены в табл. 3.
Таким образом, предлагаемый состав электролита обеспечивает уменьшение нзносэсо
4
4
О 00
са электрода-инструмента, а также повышение производительности обработки.
Формула изобретения
повышения производительности процесса уменьшения износа электрода-инструмент он дополнительно содержит сернокисл медь при следующем соотношении комр 5 нентов, г/л:
Азотнокислый натрий
Хлористый литий
Сернокислая медь
(пятиводная)
80-120 30-40
Электролит для электроэрозионно-хими- ческой прошивки отверстий в деталях из титановых сплавов на основе водного раствора азотнокислого натрия и хлористого(пятиводная)40-50 лития, отличающийся тем, что, с целью ВодаОстальное
блица 1
Электролит Производи- Износ
тельность электрода
обработки,
мм/мин
-5
Основа + 50 г/л
NiS0418,2 18,3
Основа + 50 г/л
РеЗОц19,4 22,3
Основа + 53 г/л
CuSO«25,0 8,9
В качестве основы использовался водный раствор LiCl - 30 г/л и
NaN03 - 100 г/л.
Таблица 2
Компоненты Концентрация, г/л, компонентов в электроли- электролитате по примерам
ЕГИПТЕ:
NaN03100 80 120 100 100
LiCl35 30 40 35 35
CuS04- 45 40 50 30 60
ВодаОстальноеОстальноеОстальноеОстальноеОстальное
ТаблицаЗ
Электролит Производитель- Относи- ность,мм/мин тельный износ, %
Предлагаемый
126,18,5
225,28,7
325,08,9
422,810,1
521,812,8 Прототип18,412,9
повышения производительности процесса и уменьшения износа электрода-инструмента, он дополнительно содержит сернокислую медь при следующем соотношении комро- нентов, г/л:
Азотнокислый натрий
Хлористый литий
Сернокислая медь
(пятиводная)
80-120 30-40
(пятиводная)40-50 ВодаОстальное
| название | год | авторы | номер документа |
|---|---|---|---|
| Электролит для электроэрозионно-химической прошивки отверстий в деталях | 1989 |
|
SU1701451A1 |
| Электролит для электроэрозионно-химической прошивки отверстий | 1989 |
|
SU1757796A1 |
| Электролит для размерной электрохимической обработки | 1984 |
|
SU1255325A1 |
| Электролит для размерной электрохимической обработки титана и его сплавов | 1980 |
|
SU984788A1 |
| Электролит для электрохимической обработки титановых сплавов | 1978 |
|
SU703294A1 |
| Электролит для электрохимического шлифования | 1986 |
|
SU1366332A1 |
| Электролит для электролитического шлифования | 1987 |
|
SU1484510A1 |
| Электролит для электрохимической обработки титановых сплавов | 1978 |
|
SU716767A1 |
| Электролит для электрохимической обработки | 1978 |
|
SU787147A1 |
| Электролит серебрения | 1978 |
|
SU789638A1 |
Изобретение относится к электроэрозионно-химической обработке титановых сплавов. Цель изобретения - повышение производительности обработки и снижение износа электрода-инструмента. В водный раствор нитрата натрия и хлорида лития дополнительно вводят сульфат меди. При этом компоненты берут в следующем соотношении, г/л: натрий азотнокислый 80 - 120, литий хлористый 30-40, медь сернокислая (пятиводная) 40-50, вода остальное. 3 табл.
| Устройство для сборки деталей | 1980 |
|
SU904971A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
