Изобретение относится к технике упаковки концевых частей упругих длинномерных изделий, например тросов дистанционного управления,во влагонепроницаемый полосовой упаковочный материал
Цель изобретения - расширение технологических возможностей путем обеспечения упаковывания концевых частей длинномерных изделий различной длины и упругостио
Способ упаковывания -концевых частей упругих длинномерных изделии включает перегибание изделия пополам так, чтобы радиус перегиба был не менее минимально допустимого, укладывание и закрепление ветвей каждого изделия в зажинах, расположенных однорядно и таким образом, чтобы расстояние между ветвями изделия было кратно шагу подачи изделий, шаговую подачу изделий с одновременным введением их концевых частей между лентами упаковочного материала, образование швов и отделение упаковки,.
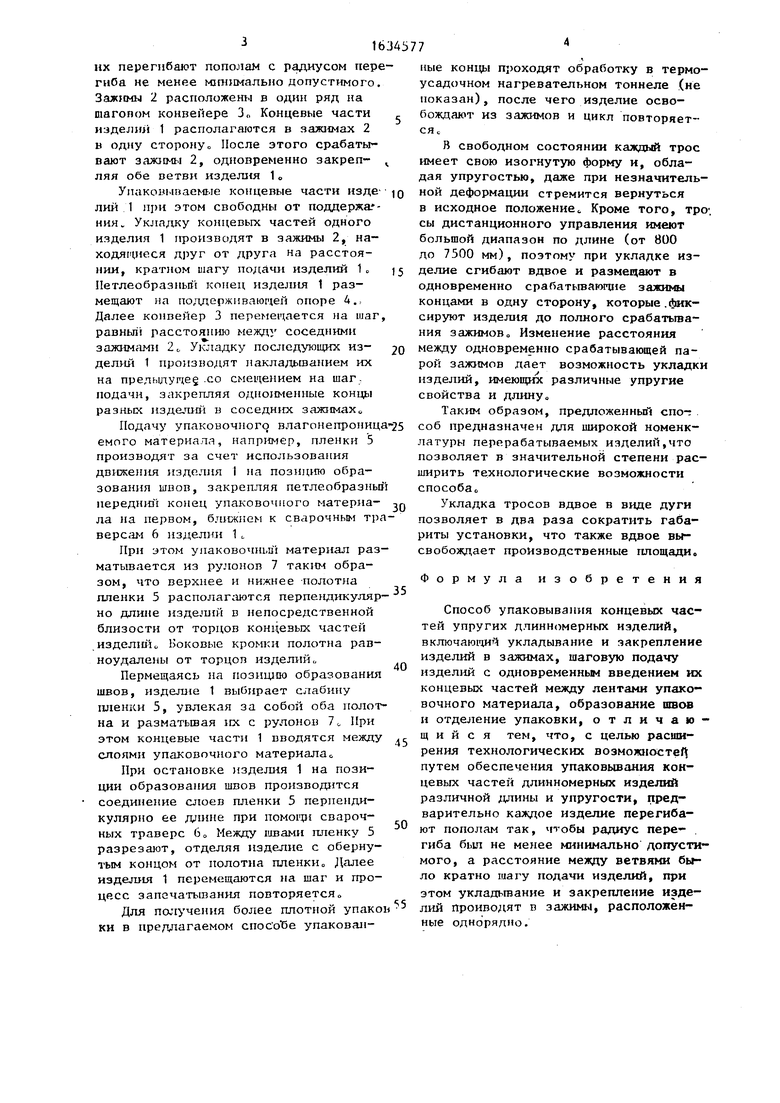
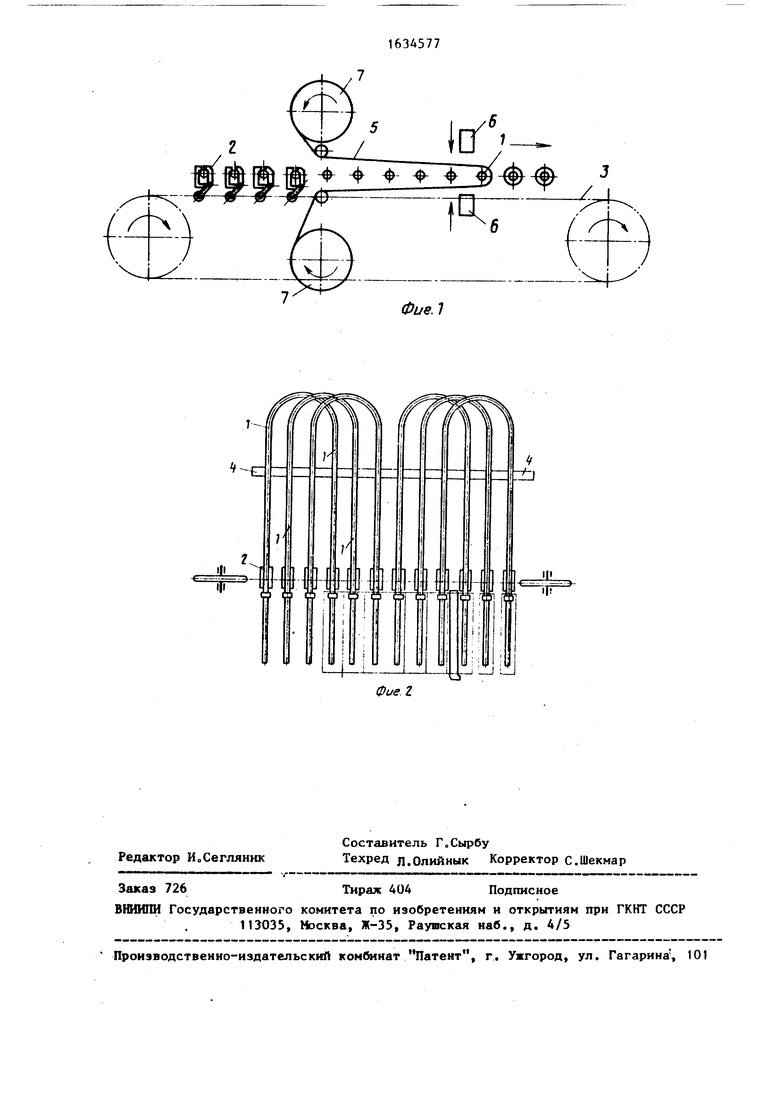
На фиг 1 изображено устройство, с помощы э которого реализуется предлагаемый способ; на фиг„2 - то же„
Перед укчадмвАНием и закреплением длинномерш гх изделии 1 в зажимах 2
0
со
4 СЛ
J16
их перегибают пополам с радиусом перегиба не менее минимально допустимого. Зажимы 2 расположены в один ряд на шаговом конвейере 3„ Концевые части изделии 1 располагаются в зажимах 2 в одну сторону После этого срабатывают зажимы 2, одновременно закреп- ляя обе ветви изделия 10
Упаковываемые концевые части нзде лии 1 при этом свободны от поддержал- ния„ Укладку концевых частей одного изделия 1 производят в зажимы 2, находящиеся друг от друга на расстоянии, кратном шагу подачи изделий 1 „ Петлеобразный конец изделия 1 размещают на поддерживающей опоре 4. Далее конвейер 3 перемещается на шаг равный расстоянию между соседними зажимами 2 Укладку последующих изделий 1 производят накладыванием их на предыдущее со смещением на шаг. подачи, закрепляя одноименные концы разных изделий в соседних зажимах
Подачу упаковочного влагонепрониц емого материала, например, пленки 5 производят за счет использования движения изделия I на позицию образования швов, закрепляя петлеобразны передний конец упаковочного материа- ла на первом, ближнем к сварочным трверсам 6 изделии 1 о
При этом упаковочный материал разматывается из рулонов 7 таким образом, что верхнее и нижнее полотна пленки 5 располагаются перпендикулярно длине изделий в непосредственной близости от торцов концевых частей изделийо Боковые кромки полотна равноудалены от торцов изделийо
Пермещаясь на позицию образования
швов, изделие 1 выбирает слабину пленки 5, увлекая за собой оба полотна и разматывая их с рулонов 70 При этом концевые части 1 вводятся между слоями упаковочного материалао
При остановке изделия 1 на позиции образования швов производится соединение слоев пленки 5 перпендикулярно ее длине при помощи сварочных траверс 6 о Между швами пленку 5 разрезают, отделяя изделие с обернутым концом от полотна пленки„ Далее изделия 1 перемещаются на шаг и процесс запечатывания повторяется
Для получения более плотной упако ки в предлагаемом способе упакован0
Q5
5 Q 35
ные концы проходят обработку в термоусадочном нагревательном тоннеле (не показан), после чего изделие освобождают из зажимов и цикл повторяется.,
В свободном состоянии каждый трос имеет свою изогнутую форму и, обладая упругостью, даже при незначительной деформации стремится вернуться в исходное положение«, Кроме того, тро; сы дистанционного управления имеют большой диапазон по длине (от 800 до 7500 мм), поэтому при укладке изделие сгибают вдвое и размещают в одновременно срабатывающие зажимы концами в одну сторону, которые.фиксируют изделия до полного срабатывания зажимово Изменение расстояния между одновременно срабатывающей парой зажимов дает возможность укладки изделий, имеющих различные упругие свойства и длину,,
Таким образом, предложенный способ предназначен для широкой номенклатуры перерабатываемых изделий,что позволяет в значительной степени расширить технологические возможности способа
Укладка тросов вдвое в виде дуги позволяет в два раза сократить габариты установки, что также вдвое высвобождает производственные площади
Формула изобретения
0
5
0
5
Способ упаковывания концевых частей упругих длинномерных изделий, включающий укладывание и закрепление изделий в зажимах, шаговую подачу изделий с одновременным введением их концевых частей между лентами упаковочного материала, образование швов и отделение упаковки, отличающийся тем, что, с целью расширения технологических возможностей, путем обеспечения упаковывания концевых частей длинномерных изделий различной длины и упругости, предварительно каждое изделие перегибают пополам так, чтобы радиус перегиба был не менее минимально допустимого, а расстояние между ветвями было кратно шагу подачи изделий, при этом укладывание и закрепление изделий проиводят в зажимы, расположённые однорядно.
Фие. 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для упаковывания концевых частей длинномерных изделий | 1989 |
|
SU1659299A1 |
| УСТРОЙСТВО ДЛЯ УПАКОВКИ ДЛИННОМЕРНОГО РУЛОННОГО МАТЕРИАЛА | 2000 |
|
RU2178378C2 |
| МАШИНА ДЛЯ УПАКОВЫВАНИЯ ИЗДЕЛИЙ В ПОЛИМЕРНУЮ ПЛЕНКУ | 1992 |
|
RU2015943C1 |
| Способ упаковывания концевых частей длинномерных изделий | 1988 |
|
SU1585219A1 |
| Автомат для упаковывания вязких продуктов в термосклеивающуюся пленку | 1991 |
|
SU1807963A3 |
| СПОСОБ УПАКОВЫВАНИЯ СТЕРЖНЕОБРАЗНЫХ ИЗДЕЛИЙ | 1988 |
|
SU1559615A3 |
| Устройство для упаковывания изделий в термопластичную пленку | 1988 |
|
SU1595752A1 |
| Устройство для упаковывания изделий в пленку | 1986 |
|
SU1369990A1 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЗИРОВАННОЙ УПАКОВКИ ШТУЧНЫХ ИЗДЕЛИЙ В ТЕРМОУСАДОЧНУЮ ПЛЕНКУ | 2001 |
|
RU2203841C1 |
| Устройство для упаковывания изделий в термоусадочную пленку | 1987 |
|
SU1601030A1 |
Изобретение относится к технике упаковки концевых частей упругих длинномерных изделий, например тросов дистанционного управления во влагонепроницаемый полосовой упаковочный материал Цель изобретения - расширение технологических возможностей путем обеспечения упаковывания концевых частей длинномерных изделий различной длины и упругости., Способ включает перегибание изделия 1 пополам с радиусом перегиба не менее допустимого, укладывание и закрепление ветвей каждого изделия 1 в зажимах 2, которые распо южены в один ряд на шаговом конвейере Концевые части изделий 1 распо ыгаются в зажимах 2 в одну сторону Зажимы 2 находятся друг от друга на расстоянии,кратном шагу подачи изделии 1„ Петлеобразный конец изделия 1 размещается на под- держивающеи опоре 4 С помощью конвейера осуществляется шаговая подача изделий 1 с одновременным введением их концевых частей между лентами упаковочного материала Образование швов и отделение упаковки осуществляется при остановке изделия 1 на позиции запечатывания о 2 ил,. (С С/)
| Устройство для упаковывания изделий в пленку | 1988 |
|
SU1555189A1 |
