Фиг.1
Изобретение относится к литейному производству, в частности к литью под давлением.
Цель изобретения - повышение производительности.
На фиг. 1 изображена пресс-форма после запрессопки метаплэ; на фиг. 2 - то же, на стадии освобождения отливки с литником и пресс-остатком; на фиг. 3 - то же, с раскрытыми вкладышами, вид на подвижную полуформу.
Пресс-форма содержит подвижную полу- Форму 1 с расположенными в ней толкателями 2, разъемными подвижными вкладышами 3, соединенными с гидроприводами 4, и неподвижную полуформу 5 с камерой 6 пресгояания и пресс-поршнем 7. Полость между подви -книп 1 и неподвижной 5 полуформами и разъемными пклндишзми 3 образует отливку 8 и лигнин. 9. Разъемные подвижные вкладыши ьиляются ЛИТНИКОРОИ втулкой и в ней формируется пресс-остэтк 10.
В подвижной полуформе выполнены направляющие Т-образные rmu, по которым движутся вкладыши 3. Разъемные вкладыши 3 имеют Г-образную форму. Опорные части а вкладышей располагаются в Т-образных пазах, а части б при смыкании входя г в неподвижную полуформу и плотно стыкуются с камерой 6 прессования.
Пресс-форма работает следующим образом.
Перед заливкой пресс-форма находится а собранном положении (фиг.1). Разъемные подвижные пкладыши 3 своей выступающей частью б находятся D неподвижной полуформе и выполняют роль литниковой втулки.
Металл, залитый в камеру 6 прессования, под действием пресс-поршня 7 заполняет через литии:: 9 полость пресс-формы, образующую отливку 8. Излишек металла, не поступивший в полост ь пресс-формы, образует пресс-остаток 10, который расположен в разъемных подвижных вкладышах 3. После кристаллизации отливки 8 (пресс-остаток находится еще не в полностью закристаллизовавшемся состоянии) происходит раскрытие пресс-формы. Подвижная полуформа 1 отходит от неподвижной, при этом отлиика 8 вместе с литником 9 и пресс-остатком 10 находится в подвижной полуформе 1.
После выхода из неподвижной полуформы 5 частей б разъемных подвижных вкладышей 3 последние под действием гидроприводов А перемещаются в Т-образных пазах и освобождают литник 9 с прессостатком 10 (фиг. 3). Движение разъемных подвижных вкладышей 3 может осуществ- лятся по ходу раскрытия пресс-формы сразу после выхода их из неподвижной полуформы либо после ее полного раскрытия в зависимости от толщины пресс-остатка 10. В момент полного раскрытия пресс-формы отлив а 8 вместе с литником 9 и пресс-остатком 10 под действием толкателей 2 извлекается из формообразующей матрицы
подвижной полуформы 1.
Дальнейшее удаление отливки 8 происходит обычным путем. Поскольку пресс-остаток находится в замкнутом объеме вкладышей, то не требуется выдержка для
полной кристаллизации пресс-остатка и возможна передача давления пресс-поршня на пресс-остаток при раскрытии формы. Это особенно существен но при ли гье тонкостенных отливок. При эюм исключается
прорыв пресс-ост а гка и прострел жидкого металла по разьему пресс-формы. Кристаллизация пресс-остатка идет более интенсивно и к моменту полного раскрытия пресс-формы пресс-остаток находится в закристаллизовавшемся состоянии.
Сокращение времени выдержки отливки с просс-остотком в пресс-форме приводит к повышению производительности и коэффициента использования оборудования.
Формула изобретения Пресс-форма для литья под давлением, содержащая подвижную и неподвижную полуформы с формообразующими матрицами и литникопой втулкой, отличающая- с я гем, ч го, с целью повышения производительности, литниковая втулка установлена в подвижной полуформе и выполнена в виде разъемных подвижных вкладышей.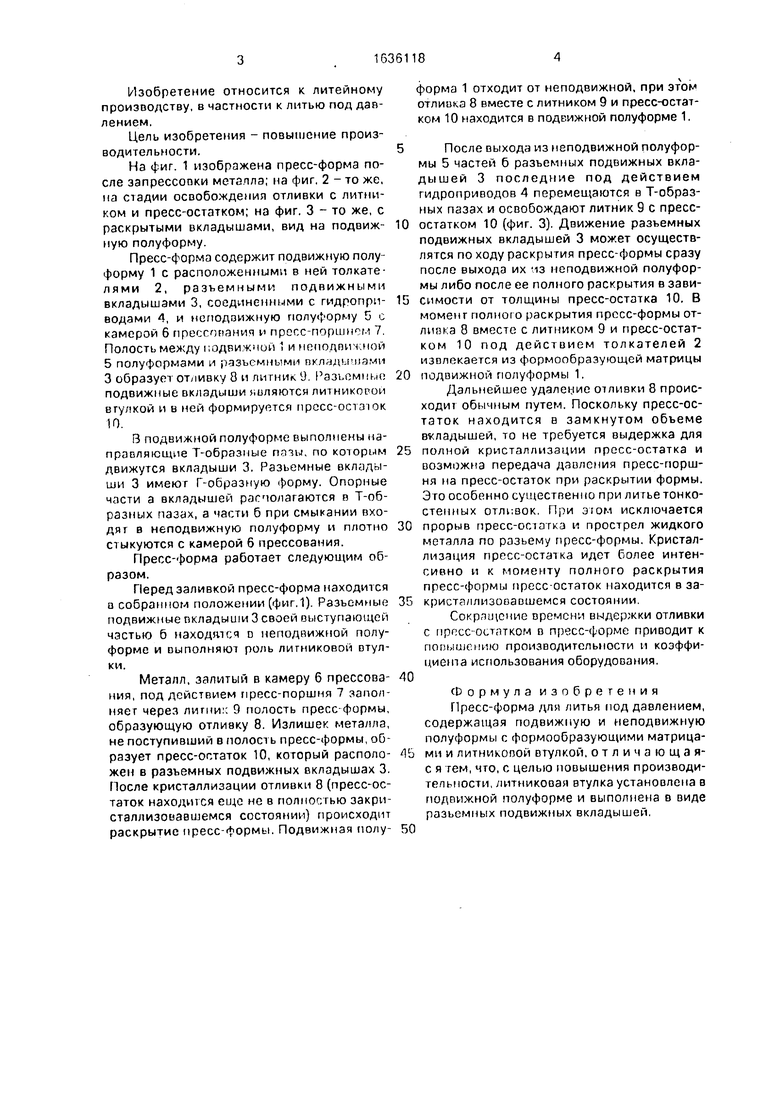
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для литья под давлением с прямой литниковой системой | 1984 |
|
SU1296292A1 |
| Пресс-форма для литья под давлением | 1988 |
|
SU1618498A1 |
| Пресс-форма для литья под давлением | 1986 |
|
SU1400774A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2476291C1 |
| Устройство для отделения пресс-остатка от центрального литника на машине литья под давлением | 1986 |
|
SU1329904A1 |
| Способ литья под давлением отливок с наружной резьбой и пресс-форма для его осуществления | 1990 |
|
SU1743681A1 |
| Пресс-форма для литья под давлением | 1984 |
|
SU1228966A1 |
| Устройство для отделения пресс остатка от ходового литника на машинах литья под давлением с горизонтальной камерой прессования | 1973 |
|
SU454086A1 |
| Пресс-форма для литья под давлением | 1984 |
|
SU1159718A2 |
| Машина для литья под давлением | 1985 |
|
SU1304982A1 |

Изобретение относится к литейному производству, в частности к литью под давлением. Цель - повышение производительности. Пресс-форма содержит подвижную полуформу 1 и неподвижную полуформу 5. Литниковая втулка расположена в подвижной полуформе и выполнена в виде раэьем- ных подвижных вкладышей 3, входящих в отверстие неподвижной полуформы 5. При раскрытии формы не требуется выдерживать время на полное затвердевание пресс- остатка, так как он находится в замкнутом объеме вкладышей 3. Раскрытие пресс-формы можно производить сразу после затвердевания отливки, при этом пресс-остаток перемещается вместе с литниковой втулкой и подвижной полуформой. После его затвердевания вкладыши 3 раздвигаются гидроприводами. 3 ил.
| Литье под давлением./ Под ред | |||
| Л.И.Винберга | |||
| - М.Машиностроение, 1962, с.177- 178, фиг.94. |
