1
Изобретение относится к системам автоматического управления.
Известны систе автоматического управления, регулирующие натяжение проката, которые содержат задатчик скорости, усилители, основной и вспомогательный приводы, блоки сравнения, блоки обратной связи, датчик натяжения, множительйо-делительный блок и датчик скорости 1.
Из известных систем наиболее близкой по технической сущности к изобретению является система управления приводом летучих ножниц, содержащая последовательно соединенные эадатчик мерной длины, счетчик, цифроаналоговый преобразователь, функциональный преобразователь,задатчик ускорения, регулятор скорости, усилитель М9щности и исполнительный привод, на валу которого установлены ножи летучих ножниц, датчик перемещения ножей, датчик скорости ножей, выход которого соединен, со вторым регулятором Скорости, а выход датчика перемещения ножей соединен со вторым входо счетчик а, ел едящие ролики, на валу которых установлены датчик перемещения проката,
выход которого (Соединен с третьим входом счетчика, и датчик скорости проката, выход которого соединен с третьим входом регулятора скорости и входом огранич;ителяМинимальной скорости, вы,ход которого соединен с первым входом мнсэжительно-делительного блока, второй ВХОД которого соединен с выходом интегратора,вто10рым входом функционального преобразователя и входомпервого квадратора, третий вход - с выходом первого сумматора, а выход -;с первым входом второго сумматора, второй вход
15 которого соединен с выходом задатчика мерной длины и первым входом первого сумматора, а выход - со входом интегратора. Второй вход первого сумматора подключен к источнику
20 опорного напряжения 2.
В такой системе при изменении режимов резки ускорение привода всегда сохраняется неизменным, что не позволяет уменьшить нагрев .привода,
25 следовательно снижает надежность и экономичность системы.
Целью изобретения является повышение надежности и экономичности 30 системы.
Поставленная цель достигается тем, .что.в системе установлены первый ограничитель длины, первый блок деления и последовательно соединенные второй блок ограничения длины, вход которого соединен с выходом первого сумматора, второй блок деления, второй вход которого соединен с выходом ограничителя минимальной скорости, второй квадратор, блок умножения и блОк ограничения минимального ускорения, выход которого соединён со вторыми входами цифроаналогового преобразователя и задатЧика ускорения и с первым входом первого блока деления, второй вход которого соединен с выходом первого квадратора, а выход - с третьим входом второго сумматора, второй вход которого через первый ограничитель длины соединен со вторым входом блока умножения.
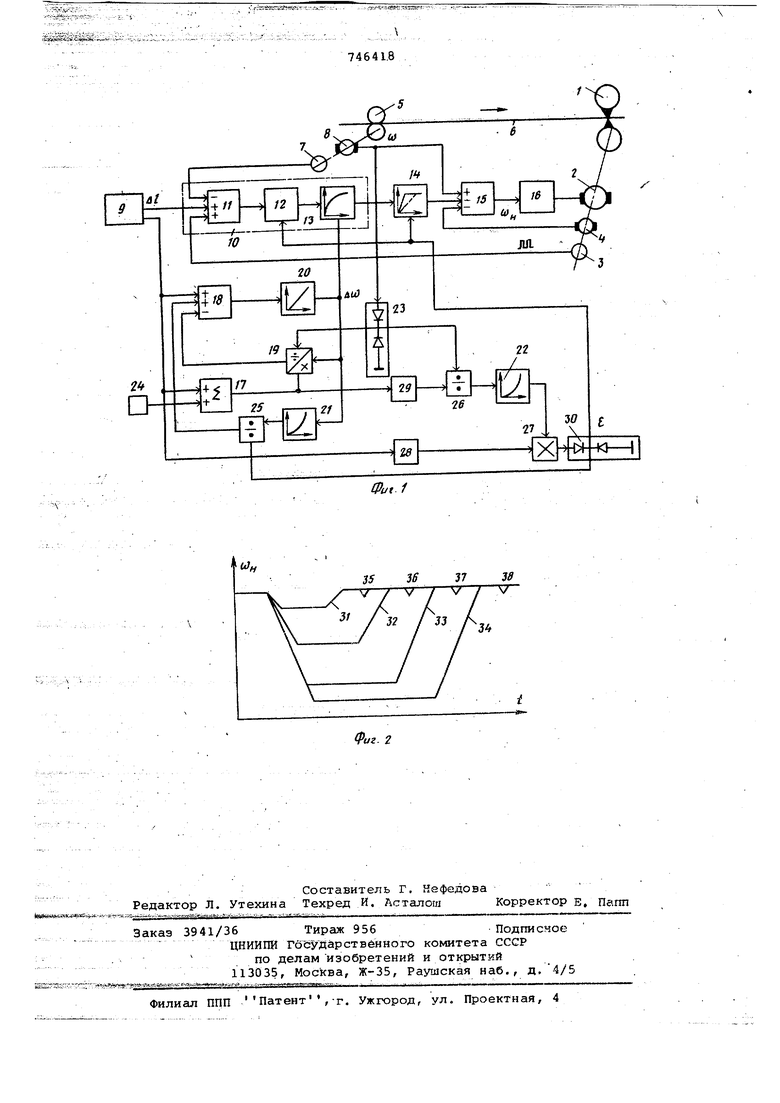
На фиг. 1 дана структурная схема системы; на фиг. 2 - тахограмма работы привода летучих ножниц. На фиг. обозначены ножи I летучих ножниц, исполнительный привод 2, датчик 3 перемещения ножей, датчик 4 скорости ножей, следящие ролики 5, прокат б, датчик 7 перемещения проката, датчик 8 скорости проката, задатчик мерной длины 9, регулятор 10 перемещения ножей, счетчик 11, цифроаналоговый преобразователь
12,функциональный преобразователь
13,задатчик ускорения 14, регулято скорости 15, усилитель мощности 16, первый и второй сумматоры 17, 18 множительно-делительный блок 19, интегратор 20, первый и второй квадраторы 21, 22, ограничитель минимальной скорости 23, источник опорного напряжения 24, первый и второй блоки деления 25, 26, блок умножения 27, первый и второй ограничители длины 28, 29, блок ограничения минимального ускорения 30, 31-34 - графики скорости а)„ исполнительного привода 2, соответствующие увеличению мерных длин проката, 35-38 - точки реза.
Предлагаемая система работает следующим образом.
При перемещении проката 6 регуляторы 10, 15 обеспечивают управление усилителем мощности 16 и исполнителным приводом 2 ножей летучих ножниц Мерная длина определяется задатчиком мерных длин 9, от которого в момент выхода ножей 1 из металла в счетчике 11 регуляторй перемещения 10 вводится со знаком + величина (рассогласовсшие)
&e-f-e ,
где с - заданная мерная длина прр., ката;
t(, - путь перемещения ножей летучих ножниц 1 за цикл реза.
746418
Путь перемещения проката 6 измеряется датчиком 7, который подключен по схеме отрицательной обратной связи по входу счетчика 11. Путь перемещения ножей измеряется датчиком 3, который подключен со знаком ко входу счетчика 11. Выход счетчика 11 через преобразователь 12, функциональный преобразователь 13 параболического типа, обеспечивающий без перерегулирования отработку заданного рассогласования &, и задатчик ускорения 14 подключен ко входу регулятора скорости 15 и задает последнему величину перепада частоты вращения Д привода 2 для 5 обработки рассогласования дР. Задатчик ускорения 14 определяет на входе регулятора скорости 15 темп изменения частоты вращения J или ускорение привода 2. На входы регулятора скорости 15 подаются также задающий сигнал датчика 8 и сигнал отрицательной обратной связи датчика 4. Датчик 8- задает скорость ножей , синхронную со скоростью проката в зоне реза.
Функциональные блоки 17-21, 23, 24, 25 обеспечивают ограничение выходного сигнала преобразователя 13 регулятора 10 перемещения ножей таким образом, чтобы заданная регулятору скорости 15 величина Перепада частот вращения -aoj позволила в данном режиме отработать заданное рассогласование uf . Величина 4W определяется функциональными блоками 17-21, 23, 24, 25 на основе соотношения
....«-л
/JW
где f/, - путь перемещения ножей в
интервалах между резами со скоростью, отличающейся от скорости перемещения проката; - ускорение привода 2 при
отработке |эассогласования
.uf, определяемое функциональными блоками 22, 25, 27-30 и Зсодаваемое на входе блока деления 26,
k - постоянная величина оптимального с точки зрения уменьшения нагрева исполнительного привода Ускорение 6 определяется функциональными блоками 22, 25, 27-30 на основе соотношения;
« C-ITW)
где л / Д
при ,
лГ
при ,
Kg - постоянная.
Ограничение сигналов fr) и при производится ограничиталями длины 28, 29. Соответствующее изменение ускорения иллюстрируется тахограммами. 31-34 на фиг.2.
Сигнал S с выхода ограничителя минимального ускорения 30 подается также на второй вход задатчика ускорения 14, которым задается ускорение привода 2. Для обеспечения оптимальной отработки рассогласования Л при изменениях ускорения сигнал подается также на аналоговый вход преобразователя 12, благодаря чему.; корректируется коэффициент усиления регулятора перемещения 10 с целью сохранения его оптимальности в любых режимах резки.
Сигнал €, определяемый функциональными блоками 22, 25, 27-30,, позволяет задать такое ускорение приводу 2 при отработке рассогласования Л, чтобы его нагрев был минимальным при трапецеидальной диаграмме скорости привода 2.
Таким образом, благодаря новым функциональным блокам и связям в предлагае1 эй системе обеспечивается минимальней загрузка двигателя по теплу в любых режимах резки.
Формула изобретения
Система управления приводом лету чих ножниц, содержащая последовательно сое;(иненные задатчик мерной длины, счетчик, цифроаналоговый првг образователь, функциональный преобразователь, задатчик ускорения,регулятор скорости, усилитель мощности и исполнительный привод, на валу
которого установлены ножи летучих ножниц, датчик перемещения ножей и датчик скорости ножей, выход которого соединен со вторым регулятором: скорости, а выход датчика перемещения ножей соединен со вторым входом счетчика, следящие ролики, на валу которых установлены датчик перемещения проката, выход которого соединён с третьим входом счетчика, и датчик скорости проката, выход которого соединен с третьим входом регулятора скорости и входом ограничителя минимсшьной скорости, выход которого соединен с первым входом множйтельно-делительного блока, второй вход которого соединен с выходом интегратора, вторым входом функционального преобразователя и входом первого квадратора, третий вход - с выходом первого сумматора, а выход с первым входом второго сумматора, второй вход которого соединен с выходом задатчика мерной длины и первым входом первого сумматора, а выход - со входом интегратора, второй вход ;первого сумматора подключен к
источнику опорного напряжения, о тличающаяся тем, что, с целью повышения надежности и экономичности системы, в ней установлены первый ограничитель длины, первый
блок деления и последовательно соепиненные второй блок ограничения длины, вход которого соединен с выходом первого сумматора, второй блок деления, второй вход которого соединен
с выходом ограничителя минимальной скорости, второй квадратор, блок умножения и блок ограничения минимального ускорения, выход которого соединен со вторыми входам цифроешалогового преобразователя и задатчика ускорения и первым входом первого блока деления, второй вход которого соединён с выходом первого квадратора, а выход - с третьим входом
второго сумматора, второй вход которого через первый ограничитель длины соединен со вторым входом блока умножения.
Источники информации, принятые во внимание тф« экспертизе
1.Авторское свидетельство СССР по заявке 2392235/18-24,
кл. G 05 В 11/01, 30.06.76.
2.Авторское свидетельство СССР по заявке № j 2468343/18-24 ,
кл. G 05 В 15/02, 28.03.77 (прототип) .
74641.8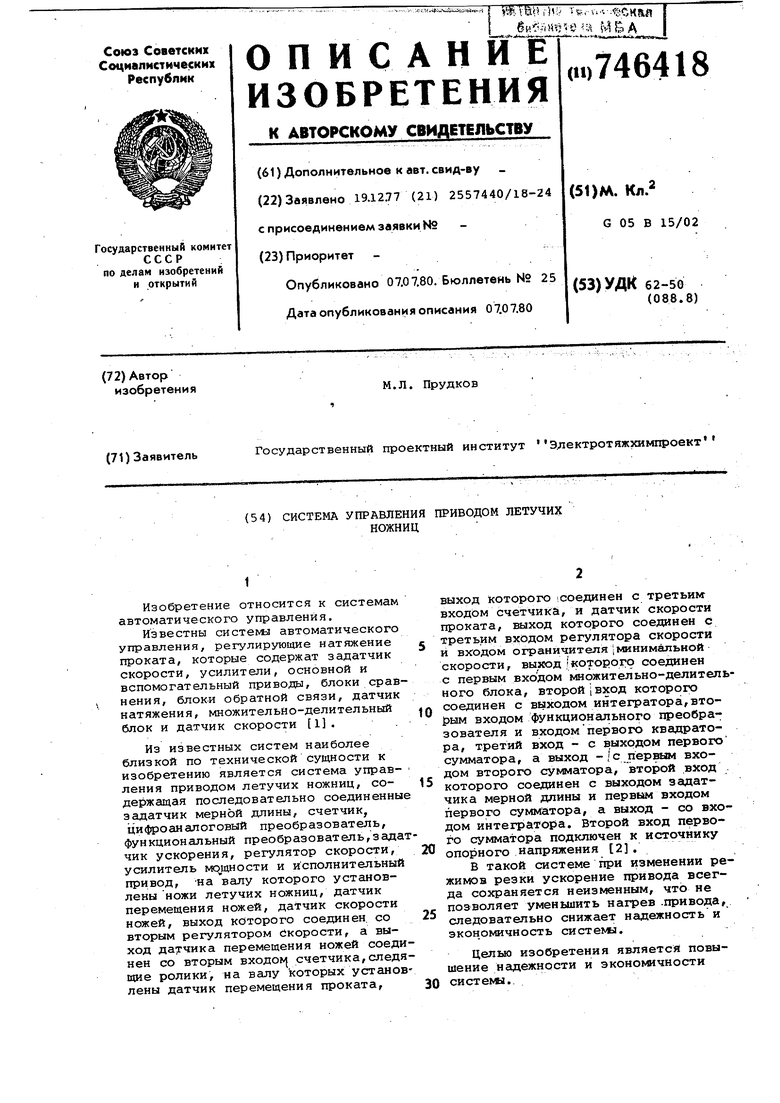
| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления приводом летучих ножниц | 1978 |
|
SU874279A1 |
| Система управления приводом летучих ножниц | 1977 |
|
SU657410A1 |
| Устройство управления мерным резом проката | 1980 |
|
SU927422A1 |
| Система управления приводом летучих ножниц | 1977 |
|
SU778956A1 |
| Способ управления приводом летучих ножниц и устройство для его осуществления | 1990 |
|
SU1764865A1 |
| Система управления приводом летучих ножниц | 1987 |
|
SU1523269A1 |
| Устройство управления летучими ножницами ,работающими в режиме непрерывного вращения | 1987 |
|
SU1440627A1 |
| Система управления приводом летучих ножниц | 1984 |
|
SU1260121A1 |
| Устройство управления летучими ножницами | 1975 |
|
SU545400A1 |
| Устройство управления летучими ножницами, снабженными механизмом выравнивания скоростей | 1990 |
|
SU1712080A1 |