| ел
Изобретение относится к обработке металлов давлением, в частности, к оборудованию для изготовления змеевиков.
Цель изобретения - улучшение качества изделий, а также расширение тех- нологических возможностей за счет ;обеспечения настройки станка на раз- |личные длины ветвей, и различные ра- |диусы гибов.
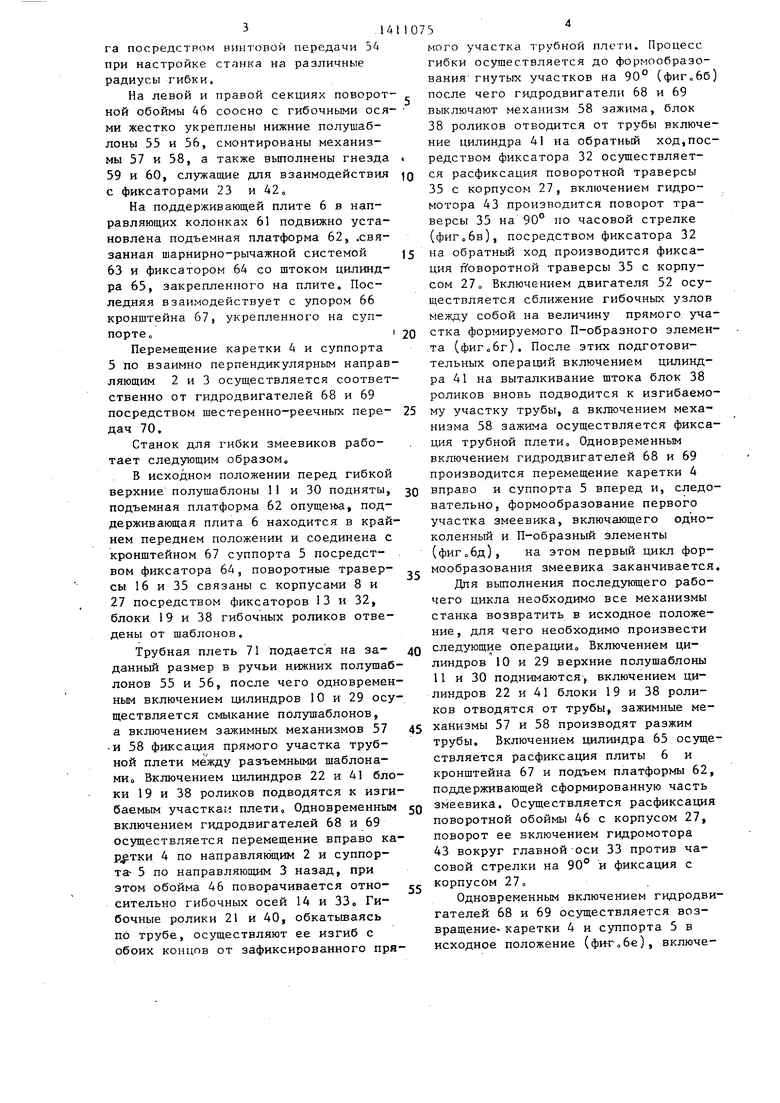
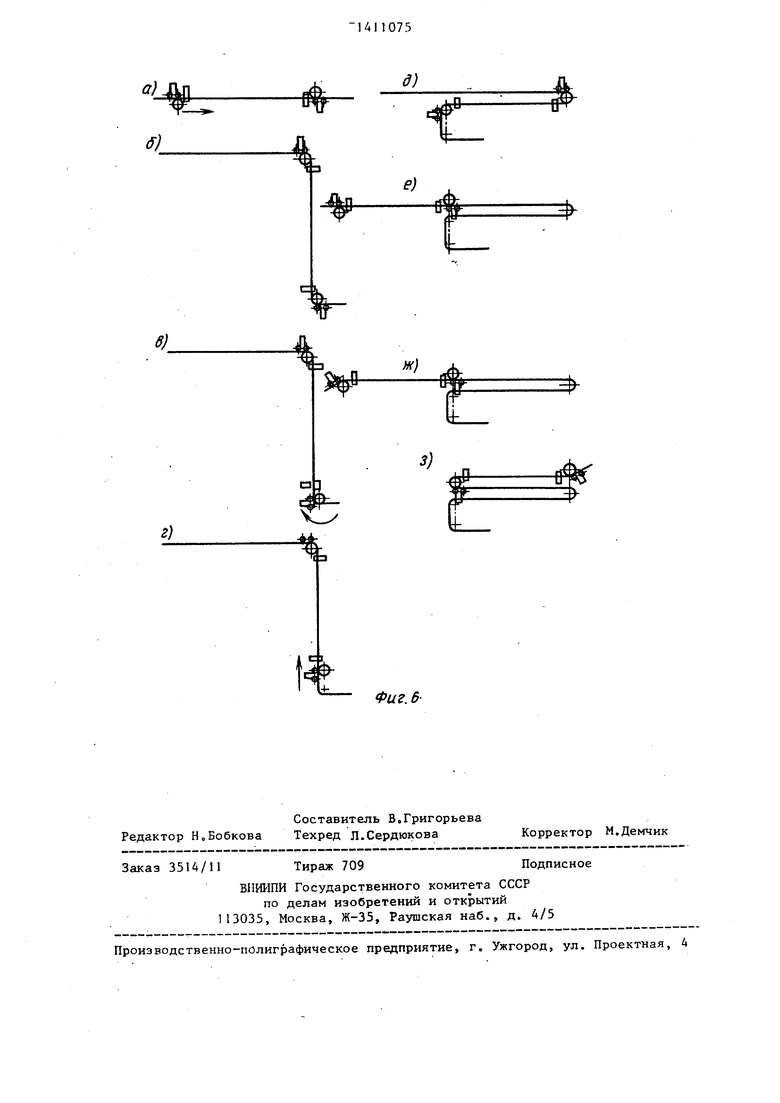
i На фиг. 1 изображен станок, вид I спереди; на фиг.2 - то же, вид свер- |Ху; на фиг. 3 - разрез А-А на фиг.); на фиг о 4 - разрез Б-Б на фиг.1; на фиг. 5 - разрез В-В на фиг.1; на фиг о 6 - схемы гибки змеевика, а именно схема расположения гибочных механизмов станка и трубной плети перед гибкой (а); схема расположения гибочньк механизмов станка и трубной плети в промежуточном положении при относительном ;Повороте шаблонов на 90° в конце пер- :вого рабочего хода (б); схема расположения гибочных механизмов перед сближением гибочных головок (наладка |На П-образный гиб) (в); схема расположения гибочных механизмов станка и формируемого змеевика перед вторым рабочим ходом (г); схемы расположения гибочных механизмов станка и формируе мого змеевика в конце второго рабоче- |го хода (д); схема расположения ги |бочных механизмов станка и формируемо го змеевика после возвращения в исход |ное положение и перед третьим рабочим 1ходом (отгибкой конца змеевика) (е); |схема расположения гибочных механизмов станка после отгибки конца змее- 1вика и перёд последним рабочим ходом (ж) и схема расположения гибочных механизмов станка после окончания формирования .. змеевика (з) „
f .
Станок содержит Т-образную станину 1, во взаимно перпендикулярных направляющих 2 и 3 которой с возможностью перемещения смонтированы каретка 4 и суппорт 5, поддерживающая плита 6 подвижно установлена в направляющих 7«
Каретка 4 выполнена в виде корпуса 8 с жестко закрепленными на нем стойкой 9, в верхней части которой смонтирован силовой цилиндр 10, шток которого соединен с верхним полушаблоном 11 , кронштейном 12 с укреплен- ньм на нем фиксатором 13 и осью 14,
О
5
0
5
0
5
0
5
0
5
на которой,жестко смонтировано зубчатое колесо 15о
На оси 14 шарнирно установлена поворотная траверса 16, выполненная в виде корпуса 17, в направляющих 18 которого подвижно установлен блок 19 роликов, представляющий собой пол- 20 с закрепленными на ней осями, на которых шарнирно укреплены гибочные ролики 21, соединенную со штоком цилиндра 22о На корпусе 17 Жестко смонтированы фиксатор 23 и гидромотор 24 с жестко закрепленной на его валу шестерней 25, контактирующей с зубчатым колесом 15 В нижней части корпуса 17 выполнены гнезда 26, взаимодействующие с фиксатором 13 о
Суппорт 5 конструктивно выполнен аналтогично каретке 4 и представляет собой корпус 27 с жестко закрепленными на нем стойкой 28, в верхней части которой смонтирован цилиндр 29 со штоком, соединенным с верхним полушаблоном 30, кронштейном 31 с укрепленным на нем фиксатором 32 и осью 33, на которой жестко смонтировано зубчатое колесо 34
На оси 33 шарнирно установлена поворотная траверса 35, выполненная в виде корпуса 36, в направляющих
37которого подвижно установлен блок
38роликов, выполненный в виде пол- зушки 39 с закрепленными на ней осями, на которых шарнирно укреплены гибочные ролики 40, соединенной со штоком цилиндра 41. На корпусе 36 жестко смонтированы фиксатор 42 и гидромотор 43 с жестко закрепленной на его валу шестерней 44, контактирующей с зубчатым колесом 34„ В нижней части корпуса 36 вьшолнены гнезда 45, взаимодействующие с фиксатором 32 о
На главных осях 14 и 33 каретки и суппорта шарнирно смонтирована поворотная обойма 46, состоящая из трех секций: левой 47, промежуточной 48 и правой 49, подвижно соединенных между собой, причем левая 47 и промежуточная 48 секции соединены между собой посредством продольных нап- равляющих 50 и перемещаются относительно друг друга посредством винтовой передачи 51 двигателем 52, а правая 49 и промежуточная 48 секции соединены поперечными направляющими 53 и перемещаются друг относительно дру314
га посредством винтовой передачи 5 при настройке станка на различные радиусы гибки,
На левой и правой секциях поворотной обоймы 46 соосно с гибочными осями жестко укреплены нижние полушаблоны 55 и 56, смонтированы механизмы 57 и 58, а также выполнены гнезда 59 и 60, служащие для взаимодействия с фиксаторами 23 и 42„
На поддерживающей плите 6 в направляющих колонках 61 подвижно установлена подъемная платформа 62, .связанная шарнирно-рычажной системой 63 и фиксатором 64 со штоком цилиндра 65, закрепленного на плите. Последняя взаимодействует с упором 66 кронштейна 67, укрепленного на суппорте I
Перемещение каретки 4 и суппорта 5 по взаимно перпендикулярным направляющим 2 и 3 осуществляется соответственно от гидродвигателей 68 и 69 посредством шестеренно-реечных передач 70.
Станок для гибки змеевиков работает следующим образом
В исходном положении перед гибкой верхние полушаблоны 11 и 30 подняты, подъемная платформа 62 опущена, поддерживающая плита 6 находится в крайнем переднем положении и соединена с кронштейном 67 суппорта 5 посредством фиксатора 64, поворотные траверсы 16 и 35 связаны с корпусами 8 и 27 посредством фиксаторов 13 и 32, блоки 19 и 38 гибочных роликов отведены от шаблонов.
Трубная плеть 71 подается на заданный размер в ручьи нижних полушаблонов 55 и 56, после чего одновременным включением цилиндров 10 и 29 осуществляется смыкание полушаблонов, а включением зажимных механизмов 57 -и 58 фиксация прямого участка трубной плети между разъемными шаблонами Включением цилиндров 22 и 41 блоки 19 и 38 роликов подводятся к изгибаемым участкам плети. Одновременным включением гидродвигателей 68 и 69 осуществляется перемещение вправо ка- 4 по направляк)щим 2 и суппор- тa 5 по направляющим 3 назад, при этом обойма 46 поворачивается относительно гибочных осей 14 и 33 о Гибочные ролики 21 и 40, обкатываясь по трубе, осуществляют ее изгиб с обоих концов от зафиксированного пряt 1073
0
5
0
5
0
5
0
5
мого участка трубной плети. Процесс гибки осуществляется до формообразования гнутых участков на 90° (фиГобб) после чего гидродвигатели 68 и 69 выключают механизм 58 зажима, блок 38 роликов отводится от трубы включение цилиндра 41 на обратный ход,посредством фиксатора 32 осуществляется расфиксадия поворотной траверсы 35 с корпусом 27, включением гидромотора 43 производится поворот траверсы 35 на 90 по часовой стрелке (фигобв), посредством фиксатора 32 на обратный ход производится фиксация поворотной траверсы 35 с корпусом 27 о Включением двигателя 52 осуществляется сближение гибочных узлов между собой на величину прямого участка формируемого П-образного элемента (фигобг). После зтих подготовительных операций включением цилиндра 41 на выталкивание штока блок 38 роликов вновь подводится к изгибаемому участку трубы, а включением механизма 58 зажима осуществляется фиксация трубной плетио Одновременным включением гидродвигателей 68 и 69 производится перемещение каретки 4 вправо и суппорта 5 вперед и, следовательно, формообразование первого участка змеевика, включающего одно- коленный и П-образный элементы (фиГобд), на этом первый цикл формообразования змеевика заканчивается.
Для вьтолнения последующего рабочего цикла необходимо все механизмы станка возвратить в исходное положение, для чего необходимо произвести следующие операции Включением цилиндров 10 и 29 верхние полушаблоны 11 и 30 поднимаются, включением цилиндров 22 и 41 блоки 19 и 38 роликов отводятся от трубы, зажимные механизмы 57 и 58 производят разжим трубы. Включением цилиндра 65 осуществляется расфиксация плиты 6 и кронштейна 67 и подъем платформы 62, поддерживающей сформированную часть змеевика. Осуществляется расфиксация поворотной обоймы 46 с корпусом 27, поворот ее включением гидромотора 43 вокруг главной-оси 33 против часовой стрелки на 90° и фиксация с корпусом 27
Одновременным включением гидродвигателей 68 и 69 осуществляется возвращение каретки 4 и суппорта 5 в исходное положение (фиг„бе), включе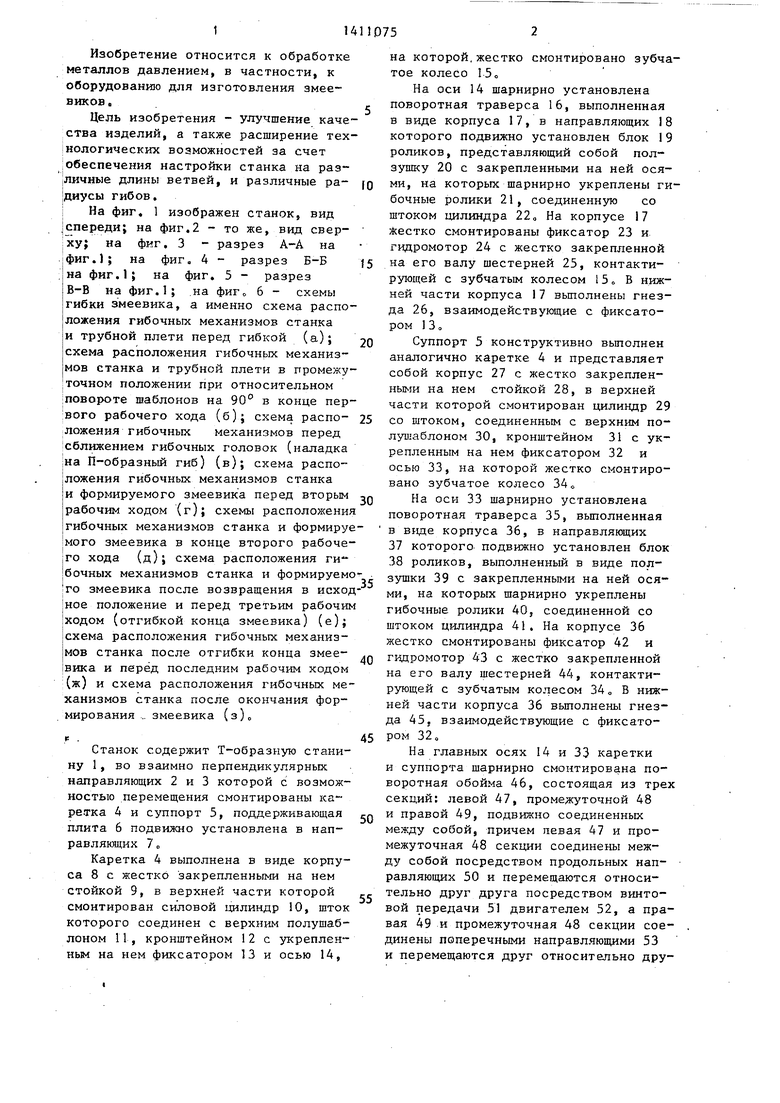
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для гибки змеевиков | 1990 |
|
SU1726091A1 |
| Станок для гибки змеевиков | 1984 |
|
SU1207562A2 |
| Станок для гибки змеевиков | 1985 |
|
SU1400711A1 |
| Станок для гибки змеевиков | 1985 |
|
SU1333437A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ СЛОЖНОЙ ФОРМЫ ИЗ ДЛИННОМЕРНЫХ ТРУБНЫХ ПЛЕТЕЙ И ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2038886C1 |
| Станок для гибки змеевиков | 1980 |
|
SU935162A1 |
| ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 1996 |
|
RU2101115C1 |
| Станок для гибки змеевиков | 1985 |
|
SU1248692A1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| Станок для гибки змеевиков | 1979 |
|
SU854507A1 |

Изобретение относится к обработке металлов давлением, в частности к оборудованию для изготовления змее виков. Цель - повьшение качества гибки, а также расширение технологических возможностей за счет обеспечения постройки станка на различные длины плетей. Каждый гибочный узел (ГУ) содержит установленную на оси поворотную траверсу с приводной ползушкой, несущей блок гибочных роликов. ГУ включает также разъемный шаблон и зажим изгибаемой части плети. Для поочередного соединения траверсы с секцией обоймы и корпусом гибочного узла -имеются фиксаторы. Обойма снабжена промежуточной секцией с поперечной и продольной направляющими для соединения с секциями, установленны- ми в каретке и суппорте. Конструкция ГУ позволяет обеспечить постоянство расстояния между гибами и тем самым исключить деформацию (растяжение) плетей - настройку станка на различные типоразмеры и радиусы гиба. 1 з.п. ф-ЛЫ, 6 ИЛо (Л с
Фив.12 S 5f
. / / / / / /
/I I 11ТГ11 m riTTT/T 1ГГГГ1ТТ1/Г n nyrjryrrr . / // // /
/ /, /
. ТА
51 7
7
55
2J
Ti rn I I 11 I I I 1 I 1 I 1ТТТЛ111 I iirr
/ /, / /
/. ТА
фиг.З
30 0 в- 5
58
50
в- 5
38 39 37
V / /
27
Фиг.
Фиг. 5
а)
ff)
г)
а
фvlJ
д)
;
Фи. 6
| Авторское свидетельство, СССР № 1207562, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
