Изобретение относится к обработкеметаллов давлением, в частности к поперечно-клиновой прокатке, и может быть рспользовано при изготовлении деталей типа ступенчатых валов.
Известен инструмент для поперечно.-клиновой прокатки, содержащий установленные на плитах формующие клинья, разрезные ножи в обоймах 1,
Недостатком этого инструмента является низкое качество поверхности прокатанных деталей, получаемых разделением.
Известен также инструмент для поперечно-клиновой прокатки,- содержащий установленные на плитах формующие клинья/ разделительные клинья, выполненные с углом подъема, и калибрующие вставки с рабочими калибрующими поверхностями 2.
У этого инструмента тот же недостаток.
Целью настоящего изобретения является повышение качества получаемых деталей.
Поставленная цель достигается тем, что в устройстве для поперечноклиновой прокатки, содержащем две параллельные плиты, установленные с возможностью возвратно-поступательного перемещения одна относительно другой, и расположенные на каждой из плит формующий клин, разделительный нож, в виде клина и калибрующую вставку с рабочей калибрующей поверхностью, калибрующая вставка выполнена с наклонным участком, расположенным за рабочей калибрующей поверхностью и составляющем с послед10ней угол, равный углу подъема ножа, причем высота калибрующей поверхности равна высоте формующего клина, . а длина ее составляет Р (1,0-1,5)SlJj где С - длина калибрующей поверх15 ности; RIJ- радиус качения.
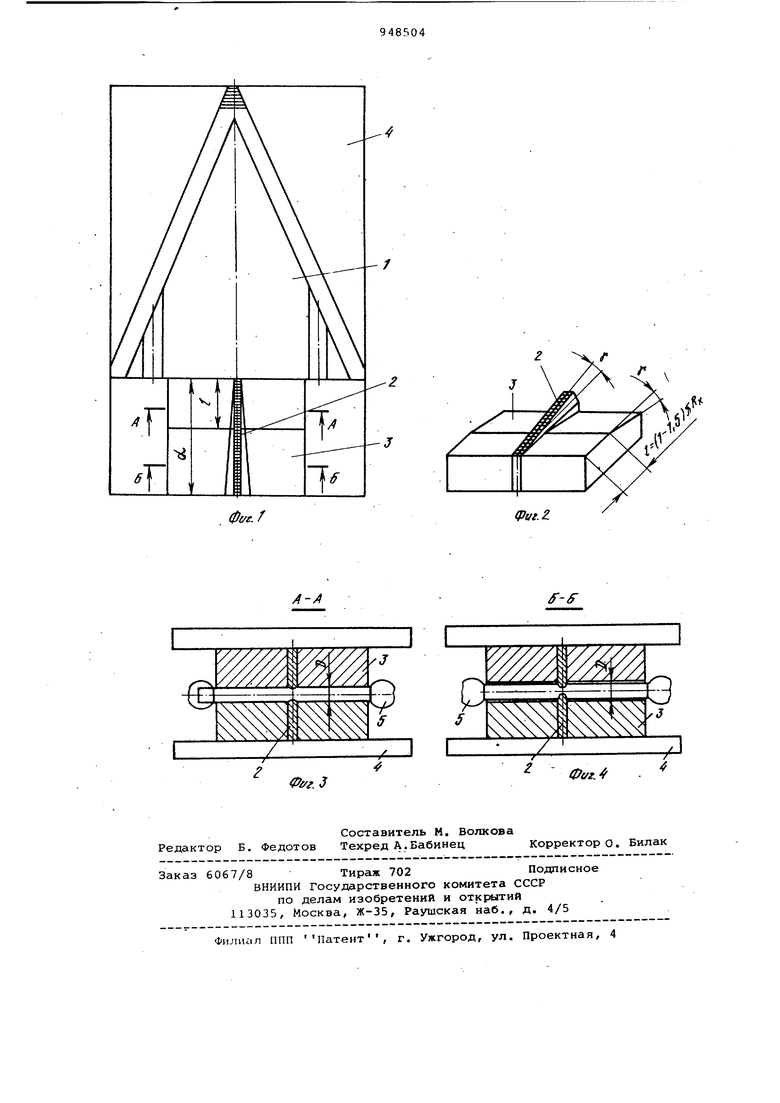
На фиг.1 показан вид в плане инструмента, закрепленного на нижней плите; на фиг.2 - вид разрезного ножа и калибрующей вставки в аксонометрии/
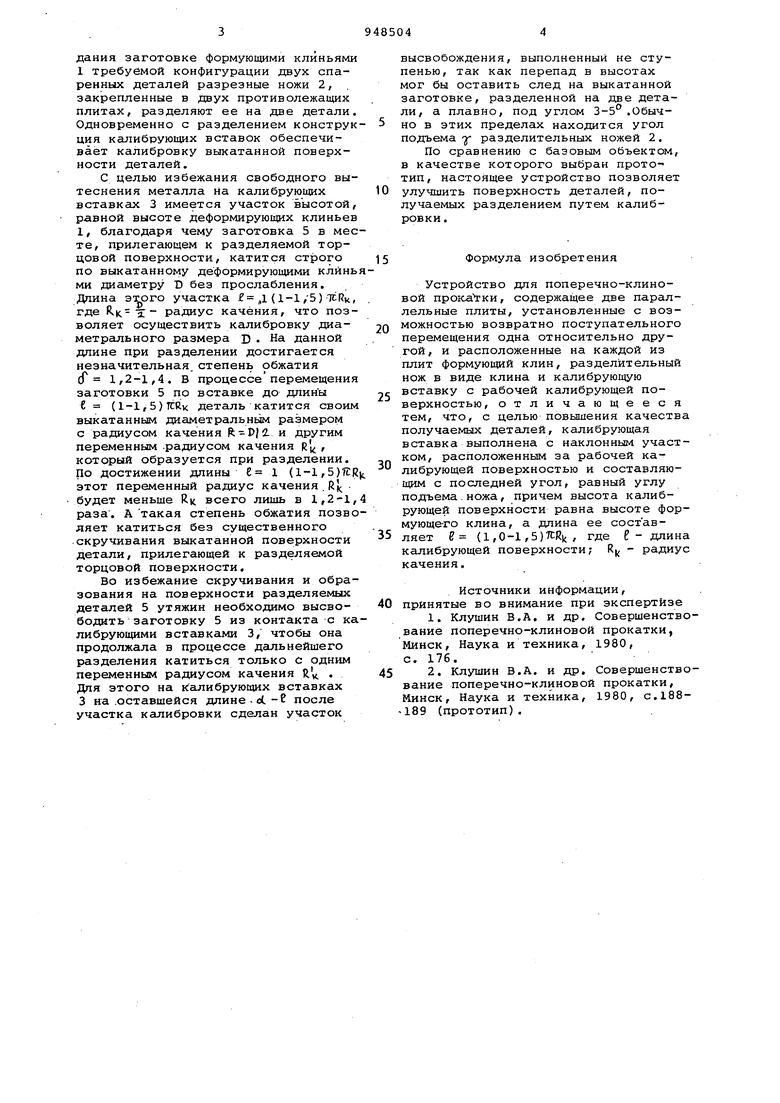
20 на фиг.З - сечение А-А фиг. 1;.. устройства в процессе разделения; на фиг.4 - сечение Б-Б фиг.Д.
Устройство содержит формующие клинья 1, разрезные ножи 2 и калибрующие вставки 3, закрепленные на двух противолежащих плитах 4. Заготовка 5 помещается между формующими клиньями 1.
Прокатка заготовки 5 осуществляется следующим образом. После приДания заготовке формующими клиньями 1 требуемой конфигурации двух спаренных деталей разрезные ножи 2, закрепленные в двух противолежащих плитах, разделяют ее на две детали. Одновременно с разделением конструкция калибрующих вставок обеспечивает калибровку выкатанной поверхности деталей.
С целью избежания свободного вытеснения металла на калибрующих вставкс1х 3 имеется участок высотой, равной высоте деформирующих клиньев 1, благодаря чему заготовка 5 в месте, прилегающем к разделяемой торцовой поверхности, катится строго по выкатанному деформирующими клиньми диаметру D без прослабления. Длина этого участка Д (1-1/5) ТСРк, где R.K радиус качения, что позволяет осуществить калибровку диаметрального размера D. На данной длине при разделении достигается незначительная, степень обжатия сГ 1,2-1,4, В процессеперемещения заготовки 5 по вставке до длины Е (1-1,5)TCRK деталь катится своим выкатанным диаметральным размером с радиусом качения ft-p|2. и другим переменным .радиусом качения Rj , который образуется при разделении. По достижении длины С 1 (l-l,5) этот переменный радиус качения, Rj будет меньше Яц всего лишь в 1,2-1, раза. А такая степень обжатия позволяет катиться без существенного скручивания выкатанной поверхности детали, прилегающей к разделяемой торцовой поверхности.
Во избежание скручивания и образования на поверхности разделяемых деталей 5 утяжин необходимо высвободить заготовку 5 из контакта с калибрующими вставками 3, чтобы она продолжала в процессе дальнейшего разделения катиться только с одним переменным радиусом качения R . Для этого на 1 алибрующих вставках 3 на .оставшейся длине-ot-С после участка калибровки сделан участок
высвобождения, выполненный не ступенью, так как перепад в высотах мог бы оставить след на выкатанной заготовке, разделенной на две детали, а плавно, под углом 3-5°.Обычно в этих пределах находится угол подъема -у разделительных ножей 2.
По сравнению с базовым объектом, в качестве которого выбран прототип, настоящее устройство позволяет
улучшить поверхность деталей, получаемых разделением путем калибровки .
Формула изобретения
Устройство для поперечно-клиновой npoKal KH, содержащее две параллельные плиты, установленные с возможностью возвратно поступательного перемещения одна относительно другой, и расположенные на каждой из плит формующий клин, разделительный нож в виде клина и калибрующую
5 вставку с рабочей калибрующей поверхностью, отличающееся тем, что, с целью повышения качества получаемых деталей, калибрующая вставка выполнена с наклонным участком, расположенным за рабочей калибрующей поверхностью и составляющим с последней угол, равный углу подъема.ножа, причем высота калибрующей поверхности равна высоте формующе-го клина, а длина ее состав5 ляет г (l,0-l,5)7CRk , где Р- длина калибрующей поверхности; R - радиус качения.
Источники информации, 0 принятые во внимание при экспертизе
1. Клушин В.А, и др. Совершенствование поперечно-клиновой прокатки, Минск, Наука и техника, 1980, с. 176.
5 2. Клушин В.А. и др. Совершенствование поперечно-клиновой прокатки, Минск, Наука и техника, 1980, с.188189 (прототип),
0ve.f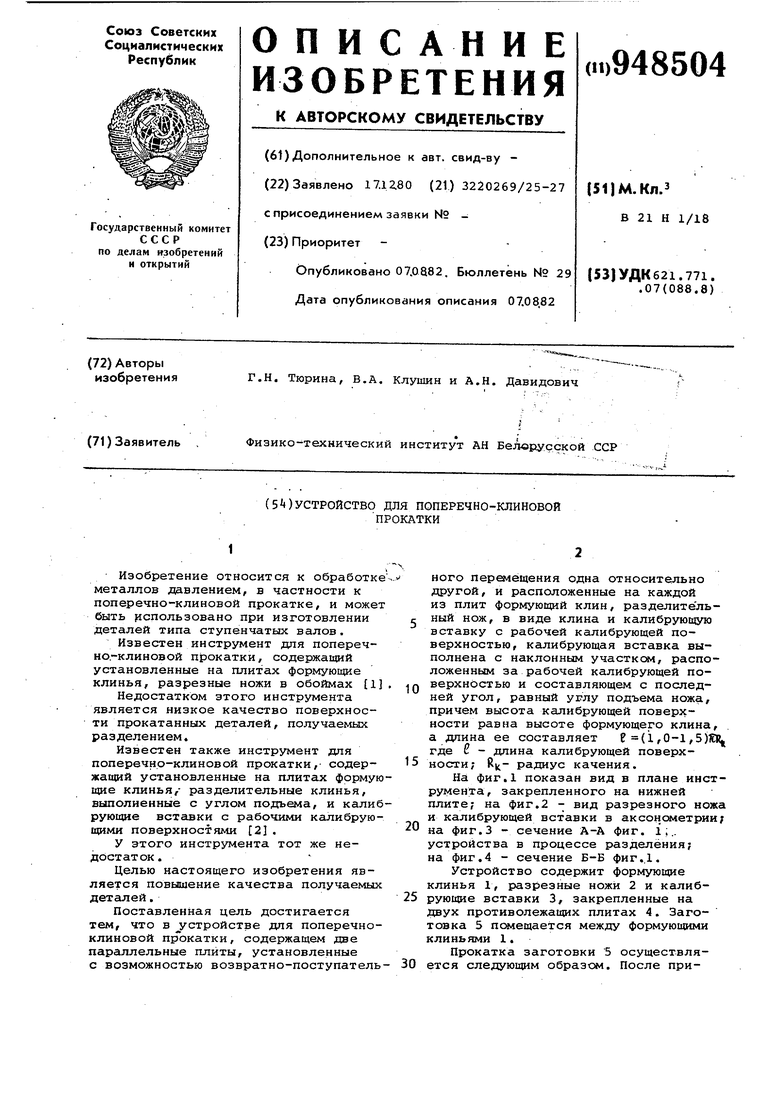
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поперечно-клиновой прокатки | 1988 |
|
SU1553235A1 |
| Инструмент для поперечно-клиновой прокатки спаренных ступенчатых валов | 1989 |
|
SU1690929A1 |
| Инструмент для поперечно-клиновой прокатки двух изделий типа ступенчатых валиков | 1987 |
|
SU1562051A1 |
| Устройство для поперечно-клиновой прокатки | 1989 |
|
SU1691089A1 |
| Инструмент для поперечно-клиновой прокатки | 1989 |
|
SU1639853A1 |
| Инструмент для поперечно-клиновой прокатки | 1986 |
|
SU1412860A1 |
| Устройство для поперечно-клиновой прокатки | 1981 |
|
SU940964A1 |
| Инструмент для поперечно-клиновой прокатки заготовок многогранного профиля | 1990 |
|
SU1803241A1 |
| Инструмент для поперечно-клиновой прокатки заготовок многогранного профиля | 1988 |
|
SU1602598A1 |
| Инструмент для поперечной прокатки деталейТипА СТупЕНчАТыХ ВАлОВ | 1978 |
|
SU806214A1 |