Изобретение относится к металлообраотке и может найти применение при зареплении нежестких заготовок.
Цель изобретения - повышение точноти закрепления нежестких заготовок по- 5 редством исключения перераспределения бъемов рабочей среды под плунжерами.
На фиг. 1 представлена плунжерная оправка, разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.10
Плунжерная оправка содержит полый корпус 1, в центральном отверстии которого размещена с возможностью поворота втулка 2. Последняя жестко связана с выходным валом 3 моментного цилиндра 4. В поворот- 15 ной втулке 2 выполнено центральное отверстие 5, где установлен нажимной элемент-плунжер 6 силового узла, в который кроме плунжера 6 входит шток 7 силового цилиндра 8. Центральное отверстие 5 20 каналами 9 связано с продольными пазами 10, выполненными на наружной поверхности втулки 2. В корпусе 1 имеются радиальные отверстия 11, в которых размещены рабочие плунжеры 12. Плунжеры 12 охваче- 25 ны кольцевыми пружинами 13. Отверстия втулки 2 и корпуса 1 заполнены рабочей средой (например, гидропластмассой),
Плунжерная оправка работает следующим образом.30
После установки на нее закрепляемой заготовки 14 от стилового цилиндра 8 через шток 7 нажимной плунжер 6 получает перемещение вправо. Давление рабочей среды в продольных пазах 10 и отверстиях 11 35 возрастает, в результате чего рабочие плунжеры 12 выдвигаются из корпуса 1 оправки, центрируя и закрепляя заготовку 14 (система связанных отверстий показана на фиг. 1 и 2). После этого от моментного цилиндра 4 через вал 3 втулке 2 сообщается поворот на величину, равную половине окружного шага между плунжерами 12. Продольные пазы 10 отводятся от отверстий 11, перекрывая выход рабочей среды из-под рабочих плунжеров 12 (фиг. 3). В результате под плунжерами 12 образуются замкнутые полости и возрастание нагрузки на любом из них не приводит к их радиальному смещению.
Для снятия обработанной заготовки 14 втулка 2 поворачивается в исходное положение, а нажимной плунжер 6 от цилиндра 8 перемещается влево. Давление рабочей среды в системе отверстия 5, 9 и 11 падает, и рабочие плунжеры 12 кольцевыми пружинами 13 сводятся к оси оправки. Заготовка 14 может быть снята.
Формула изобретения Плунжерная оправка, в радиальных отверстиях полого корпуса которой, заполненных рабочей средой, установлены рабочие плунжеры, а в соединенном с радиальными центральном отверстии расположен нажимной элемент, отличающая- с я тем, что, с целью повышения точности закрепления нежестких заготовок, оправка снабжена установленной с возможностью поворота в центральном отверстии корпуса втулкой с продольными пазами, соединенными каналами с центральным отверстием.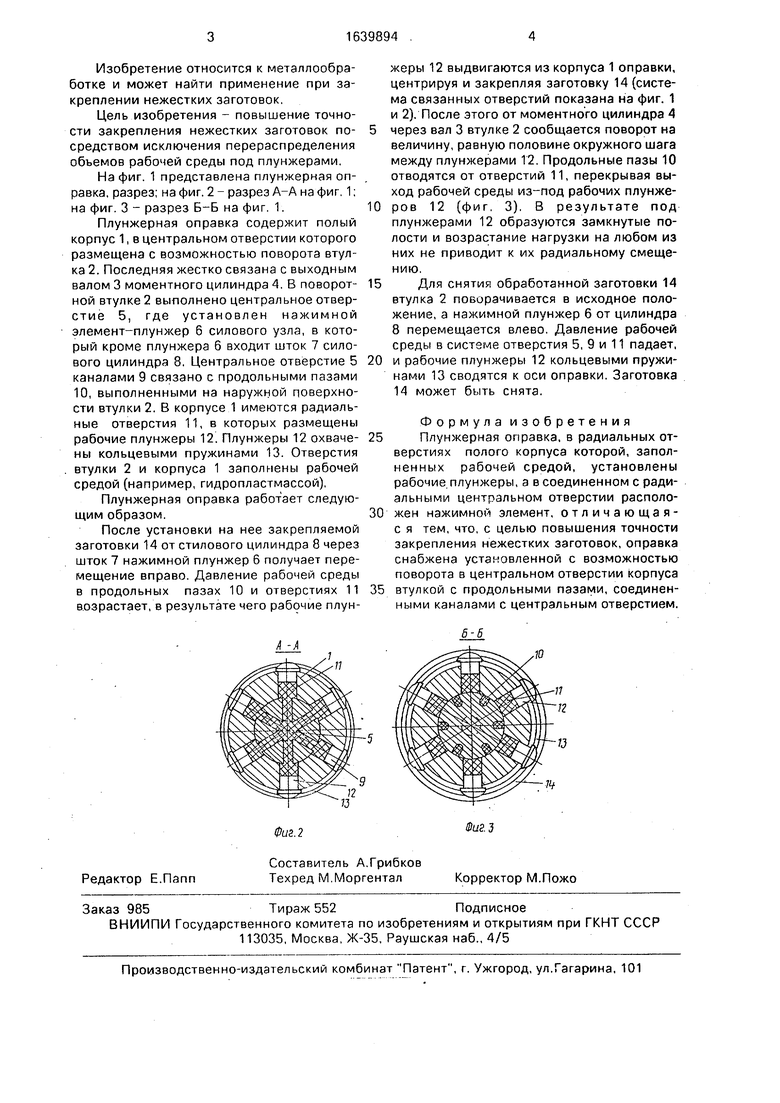
| название | год | авторы | номер документа |
|---|---|---|---|
| Плунжерная оправка | 1989 |
|
SU1646707A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| Оправка разжимная для исправления деформации отверстия прецизионных тонкостенных длинномерных труб в процессе наружной обработки | 2019 |
|
RU2759818C2 |
| Штамп к плунжерному прессу | 1979 |
|
SU856619A1 |
| Гидравлический пресс для калибровки трубчатых заготовок | 1975 |
|
SU548441A1 |
| СЕКЦИОННАЯ МАШИНА (ВАРИАНТЫ), МЕХАНИЗМ ПЕРЕМЕЩЕНИЯ ЗАГЛУШЕК ДЛЯ СЕКЦИОННОЙ МАШИНЫ, ЗАГЛУШКА ДЛЯ МЕХАНИЗМА ПЕРЕМЕЩЕНИЯ ЗАГЛУШЕК СЕКЦИОННОЙ МАШИНЫ | 1998 |
|
RU2184091C2 |
| Способ изготовления колец шарикоподшипников и устройство для его осуществления | 1987 |
|
SU1733171A1 |
| Устройство для резки труб | 1982 |
|
SU1021527A1 |
| Дорн для обработки отверстий | 1988 |
|
SU1581567A1 |
| Устройство для ротационного выдавливания заготовок | 1988 |
|
SU1530299A1 |
Изобретение относится к металлообработке и может найти применение при закреплении нежестких заготовок. Цель изобретения - повышение точности закрепления нежестких заготовок посредством исключения перераспределения объемов рабочей среды под плунжерами. В центральном отверстии корпуса 1 размещена с возможностью поворота втулка 2 с продольными пазами 10. В радиальных отверстиях 11 корпуса 1 установлены рабочие плунжеры 12. Продольные пазы 10 связаны каналами 9 с центральным отверстием 5, где размещен нажимной элемент-плунжер 6. Все отверстия заполнены рабочей средой. Для закрепления заготовки нажимным плунжером 6 в системе создается давление рабочей среды, в результате чего рабочие плунжеры 12 выдвигаются, закрепляя заготовку. После этого от моментного цилиндра 4 через вал 3 втулке 2 сообщают поворот на величину, равную половине окружного шага между плунжерами 12, под которыми образуются замкнутые полости, и возрастание нагрузки по любому из них не приводит к их радиальному смещению. 3 ил. 00 С О СО ЧЭ 00 о ij± 13
10
Щ
| Ансеров М.А | |||
| Приспособления для металлорежущих станков, - Л.: Машиностроение, 1975, с | |||
| Ребристый каток | 1922 |
|
SU121A1 |
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
