установлены парные захваты 6, 7 и 8, 9, а по обеим сторонам консолей 2 и 3 размещены захваты 10 - 13 с возможностью вертикального перемещения и вращения вокруг горизонтальных осей 14 - 17 На парных захватах 6, 7 или 8, 9 на валах закреплен кантователь, выполненный в виде ложементов 19 и рубильников 20. Рубильники и ло- жементы повторяют волнообразную поверхность детали 21. Дискретно вращают раму 4 и призводят точечную сварку по меридиональной окружности. Приводом 27 через вал кантователь с деталью 21 толкают вверх, при этом кантователь вращают вокруг вала. В процессе такого разворота детали относительно электрода производят точечную сварку. Таким образом, машина позволяет разворачивать каждую волну саариваемой детали и ориентировать ее поверхность перпендикулярно к сварочной головке, что расширяет ее технологические возможности. 2 з. п. ф-лы, 4 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированная линия для сборки и сварки объемных изделий | 1985 |
|
SU1291328A1 |
| СТЕНД ДЛЯ СБОРКИ И ДВУСТОРОННЕЙ СВАРКН ЛИСТОВОГО МАТЕРИАЛА В ПОЛОТНИЩА | 1973 |
|
SU366951A1 |
| Устройство для контактной рельефной сварки | 1975 |
|
SU528160A1 |
| МАШИНА КОНТАКТНОЙ РЕЛЬЕФНОЙ СВАРКИ | 2012 |
|
RU2500511C2 |
| Установка для сварки изделий | 1989 |
|
SU1794616A1 |
| Поточная линия для изготовления изделий | 1979 |
|
SU837691A1 |
| Поточная линия для изготовления сварных балок | 1978 |
|
SU749607A1 |
| Поточная линия для сборки и сварки блоков цилиндров дизельных двигателей | 1978 |
|
SU753573A1 |
| Устройство для фиксации и прижима свариваемых деталей | 1977 |
|
SU707741A1 |
| Машина для шовной контактной сварки | 1975 |
|
SU521093A1 |
Изобретение относится к сварке, а именно к обрудованию для контактной рельефной сварки деталей с волнообразной поверхностью. Цель изобретения - расширение технологических возможностей. Машина содержит корпус 1. на котором установлены две консоли 2 и 3, образующие П-образную раму 4, установленную с возможностью вращения вокруг оси 5. На консолях 2 и 3 С(е1ционарно соосно со с о CJ о о GO 
Изобретение относится к области сварки, а именно, к оборудованию для контактной сварки рельефных деталей.
Целью изобретения является расширение технологических возможностей.
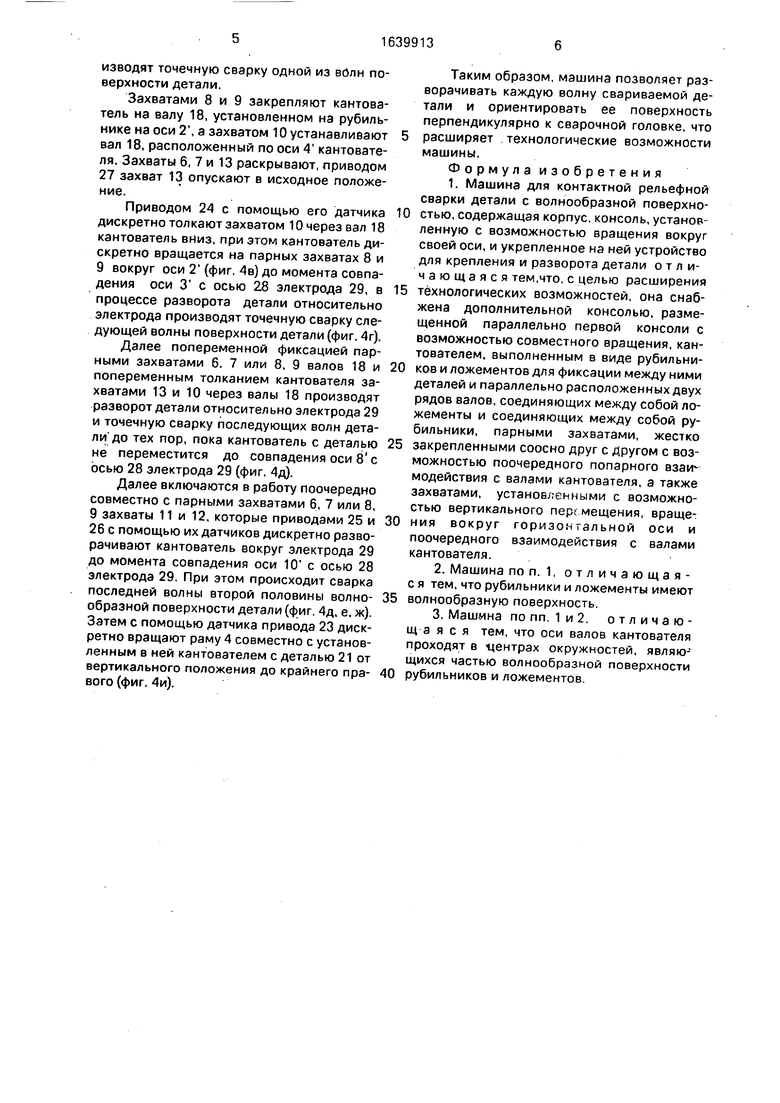
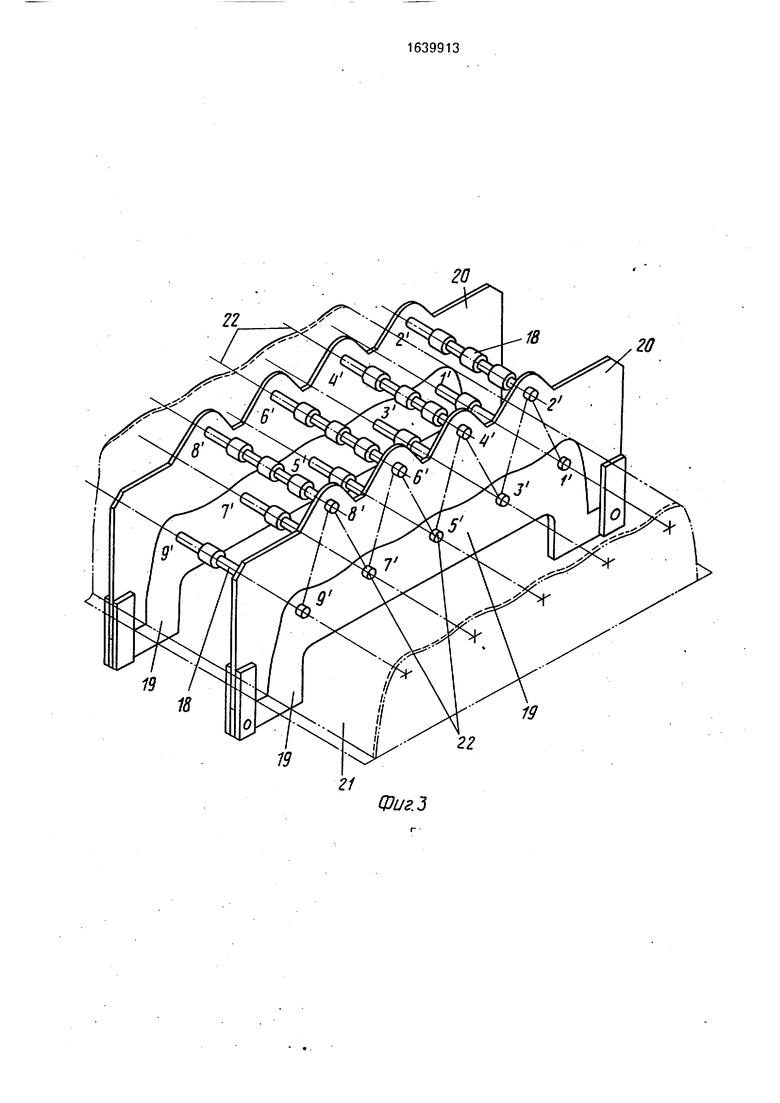
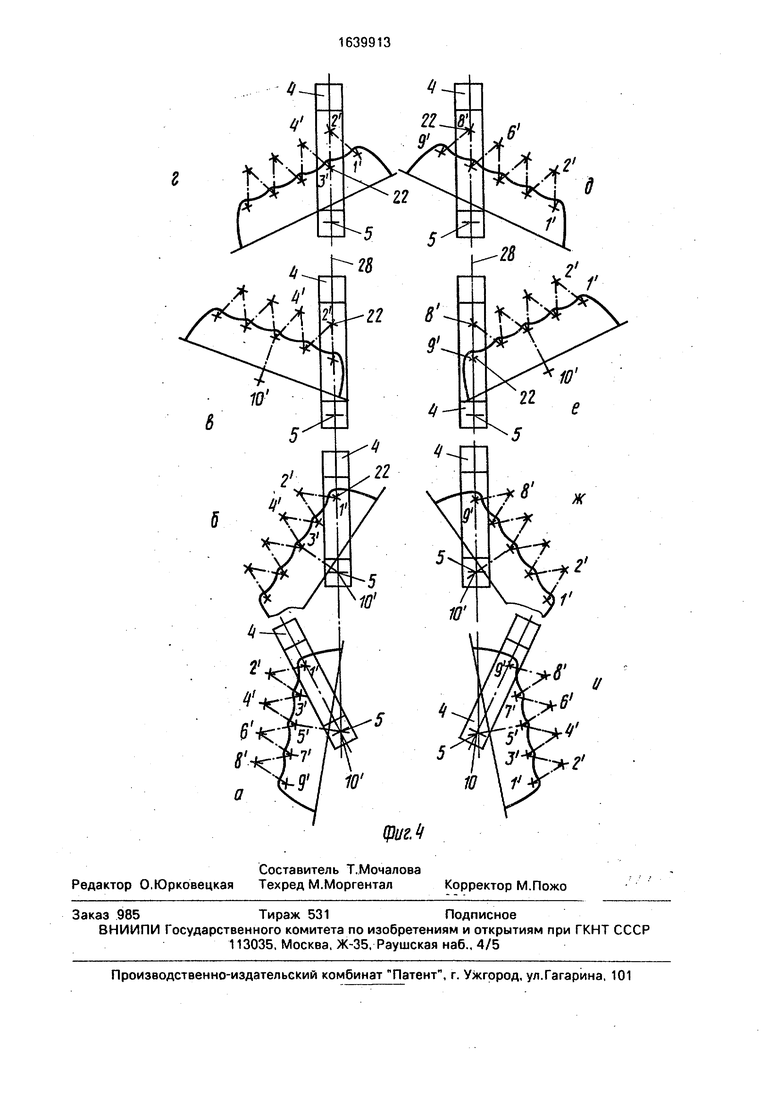
На фиг. 1 изображена машина для контактной сварки; на фиг. 2 - манипулятор машины для контактной сварки; на фиг. 3 - кантователь машины для контактной сварки; на фиг. 4 - принципиальная схема движения детали в машине при сварке.
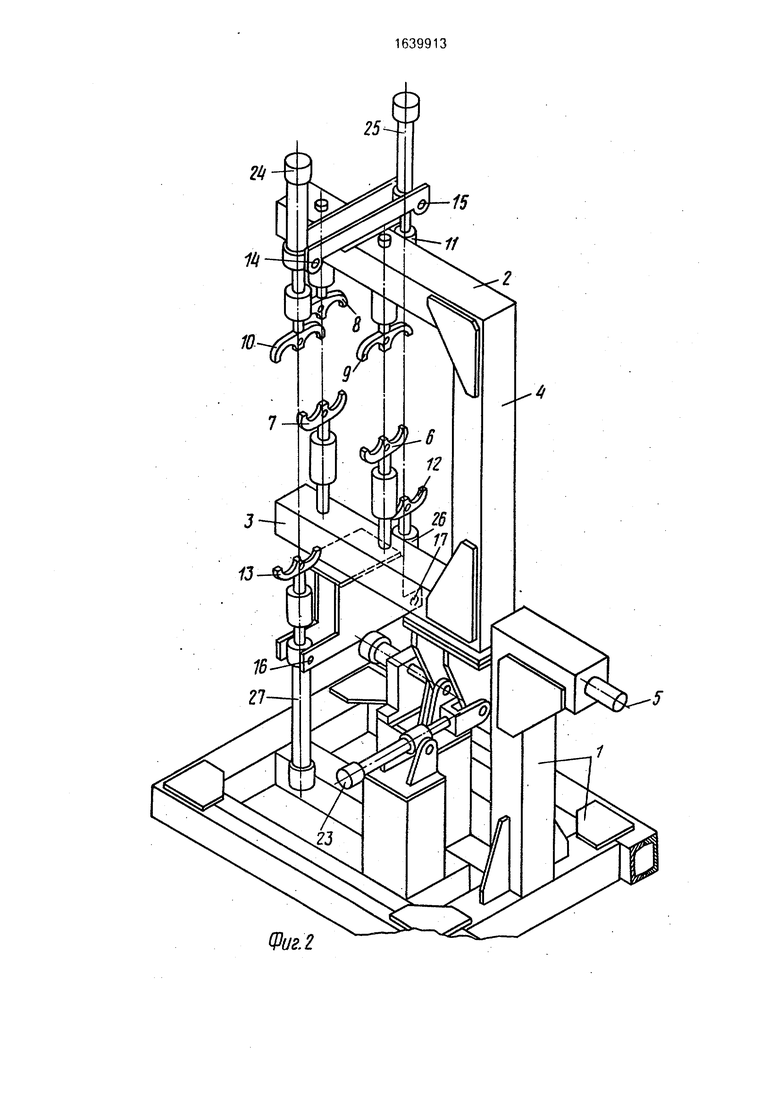
Машина для контактной рельефной сварки состоит из манипулятору и кантователя. Манипулятор содержит корпус 1, на котором установлены две консоли 2 и 3, образующие П-образную раму 4, установленную с возможностью вращения вокруг оси 5. На консолях 2 и 3 стационарно и „ соосно установлены парные захваты 6, 7 и 8, 9, а по обеим сторонам консолей 2 и 3 размещены захваты 10 - 13 с возможностью вертикального перемещения и вращения вокруг горизонтальных осей 14 - 17. На парных захватах 6, 7 или 8, 9 на валах 18 закреплен кантователь. В нем валы 18 стационарно установлены в два ряда - верхний и нижний. Нижний ряд валов 18 установлен на ложементах 19, верхний ряд установлен параллельно первому ряду валов 18 на рубильниках 20. Рубильники 20 и ложементы 19 повторяют волнообразную поверхность детали 21. Причем каждый вал 18 расположен по осям 22, являющимися центрами окружностей, образующих волнообразную поверхность детали 21.
На фиг. 3 и 4 обозначены центры 1, 3, 5, 7 и 9 радиусов первых окружностей, образующих волнообразную поверхность детали, центры 2, 4, 6 и 8 радиусов вторых окружностей, образующих волнообразную поверхность детали и центр 10, радиуса третьей меридиональной окружности, образующей боковую поверхность детали.
На приводе 23 П-образной рамы 4 установлены датчики, определяющие крайние
левое и правое положения рамы, ее вертикальное положение и шаговое перемещение.
На приводах 24 - 27 захватов 10 - 13
установлены датчики, определяющие шаговое перемещение кантователя с деталью и момент совмещения линий сопряжения центров окружностей (например, 1 и 2, фиг. 4в), образующих волнообразную поверхность
детали, с осью 28 электродов 29.
Машина работает следующим образом. Кантователь устанавливают в манипулятор и закрепляют парными захватами 6 и 7 за вал 18, установленный на ложементах
19 соответствующего оси 1 кантователя и схеме движения детали (фиг. 4а), и захватом 13 фиксируют следующий вал 18, установленный на ложементах 19 соответствующего оси 3 кантователя и схеме движения
детали (фиг. 4а), открывают рубильники 20, устанавливают деталь 21 на ложементы 19 так, чтобы линия сварки детали 21 совпадала с осью 28 электродов 29 и в момент сварки электроды 29 были бы перпендикулярны сваривамой детали. Закрывают рубильники 20, зажимают деталь 21 в кантователе.
С помощью датчика привода 23 дискретно вращают раму 4 совместно с установленным кантователем сдеталью21 от левого крайнего положения (фиг. 4а) до совпадения оси Г с осью 28 электрода 29 (фиг. 46), при таком движении детали 21 производят то- чечкую сварку по меридиональной окружности (боковая поверхность детали). Рама 4 занимает вертикальное положение.
Приводом 27 с помощью его датчика дискретно захватом 13 через вал 18 кантователь с деталью 21 толкают вверх,при этом
кантователь вращают вокруг вала 18, закрепленного на парных захватах 6 и 7, вокруг оси 22, соответствующей оси 1 (фиг. 46), до момента совпадения оси 2 с осью 28 электрода (фиг. 4в), В процессе такого раз5 ворота детали относительно электрода производят точечную сварку одной из волн поверхности детали.
Захватами 8 и 9 закрепляют кантователь на валу 18, установленном на рубильнике на оси 2, а захватом 10 устанавливают вал 18, расположенный по оси 4 кантователя. Захваты 6, 7 и 13 раскрывают, приводом 27 захват 13 опускают в исходное положение.
Приводом 24 с помощью его датчика дискретно толкают захватом 10 через вал 18 кантователь вниз, при этом кантователь дискретно вращается на парных захватах 8 и 9 вокруг оси 2 (фиг. 4в) до момента совпадения оси 3 с осью 28 электрода 29, в процессе разворота детали относительно электрода производят точечную сварку следующей волны поверхности детали (фиг. 4г).
Далее попеременной фиксацией парными захватами 6. 7 или 8, 9 валов 18 и попеременным толканием кантователя захватами 13 и 10 через валы 18 производят разворот детали относительно электрода 29 и точечную сварку последующих волн детали до тех пор, пока кантователь с деталью не переместится до совпадения оси 8 с осью 28 электрода 29 (фиг. 4д).
Далее включаются в работу поочередно совместно с парными захватами 6, 7 или 8, 9 захваты 11 и 12, которые приводами 25 и 26 с помощью их датчиков дискретно разворачивают кантователь вокруг электрода 29 до момента совпадения оси 10 с осью 28 электрода 29. При этом происходит сварка последней волны второй половины волно- образной поверхности детали (фиг. 4д. е. ж). Затем с помощью датчика привода 23 дискретно вращают раму 4 совместно с установленным в ней кантователем с деталью 21 от вертикального положения до крайнего пра- вого (фиг. 4и).
Таким образом, машина позволяет разворачивать каждую волну свариваемой детали и ориентировать ее поверхность перпендикулярно к сварочной головке, что расширяет технологические возможности машины.
Формула изобретения 1. Машина для контактной рельефной сварки детали с волнообразной поверхностью, содержащая корпус, консоль, установленную с возможностью вращения вокруг своей оси, и укрепленное на ней устройство для крепления и разворота детали отличающаяся тем,что, с целью расширения технологических возможностей, она снабжена дополнительной консолью, размещенной параллельно первой консоли с возможностью совместного вращения, кантователем, выполненным в виде рубильников и ложементов для фиксации между ними деталей и параллельно расположенных двух рядов валов, соединяющих между собой ложементы и соединяющих между собой рубильники, парными захватами, жестко закрепленными соосно друг с другом с возможностью поочередного попарного взаимодействия с валами кантователя, а также захватами, установленными с возможностью вертикального перемещения, вращения вокруг горизонтальной оси и поочередного взаимодействия с валами кантователя.
#
Hi
Югг
ft
ог
С166Ш
и
фиг.1
| Машина для контактной рельефной сварки | 1973 |
|
SU466082A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
