фиг.1
Изобретение относится к металлообработке и может быть использовано при сварке из уголков балок коробчатого сечения.
Целью изобретения является расширение технологических возможностей и повышение производительности путем обеспечения корректировки точки опрокидывания заготовки различного типоразмера.
На фиг.1 изображено устройство для кантования, вид сбоку; на фиг.2 - то же, вид сверху; на фиг.З - то же, в момент кантования, вид сбоку; на фиг. 4 - сечение А-А на фиг.2; на фиг.З и 6 - примеры расположения точки опрокидывания на копире при различных типоразмерах заготовки.
Устройство для кантования заготовок содержит смонтированные на основании 1 копирную направляющую 2,жесткий упор 3 и механизм 4 зажима заготовок 5 с приводом 6. В качестве привода 6 использован гидроцилиндр На основании 1 установлены ролики 7, поддерживающие механизм 4 зажима при его возвратно-поступательном движении. Механизм 4 зажима выполнен с глухим отверстием 8, например цилиндрическим, и с П-образным пазом 9. В отверстии 8 размещен упор, выполненный в виде ползуна 10 со скосом 11 Ползун 10 подпружинен пружиной 12 относительно дна отверстия 8 и оснащен винтом 13- с гайкой 14 для регулировки высоты его положения. В пазу 9 размещен штифт 15 для фиксации ползуна 10 от проворота.
Сварка осуществляется сварочной головкой 16, установленной в горизонтальных направляющих 17. Для беспрепятственного движения механизма зажима с выступающим плавающим ползуном
10
15
16399294
Благодаря п одпружиненному ползуну 10 со скосом II сила, действующая на заготовку 5, раскладывается на две составляющие: горизонтальную и вертикальную. Горизонтальная составляющая сила предварительно поджимает заготовку к жесткому упору 3, а вертикальная прижимает ползун 10 со скосом 11 вниз, сжимая пружину 12 и обеспечивая возможность ползуну 10 свободно перемещаться под заготовкой до конца выхода ползуна за заготовку 5, скользя по ней и прижимая ее механизмом 4 зажима к жесткому упору 3. Начинают производить сварку шва по всей длине заготовки. Чтобы начать цикл кантования заготовки,определяют высоту точки опрокидывания на типоразмер заготовки путем регулирования гайкой 14, навинченной на винт 13.
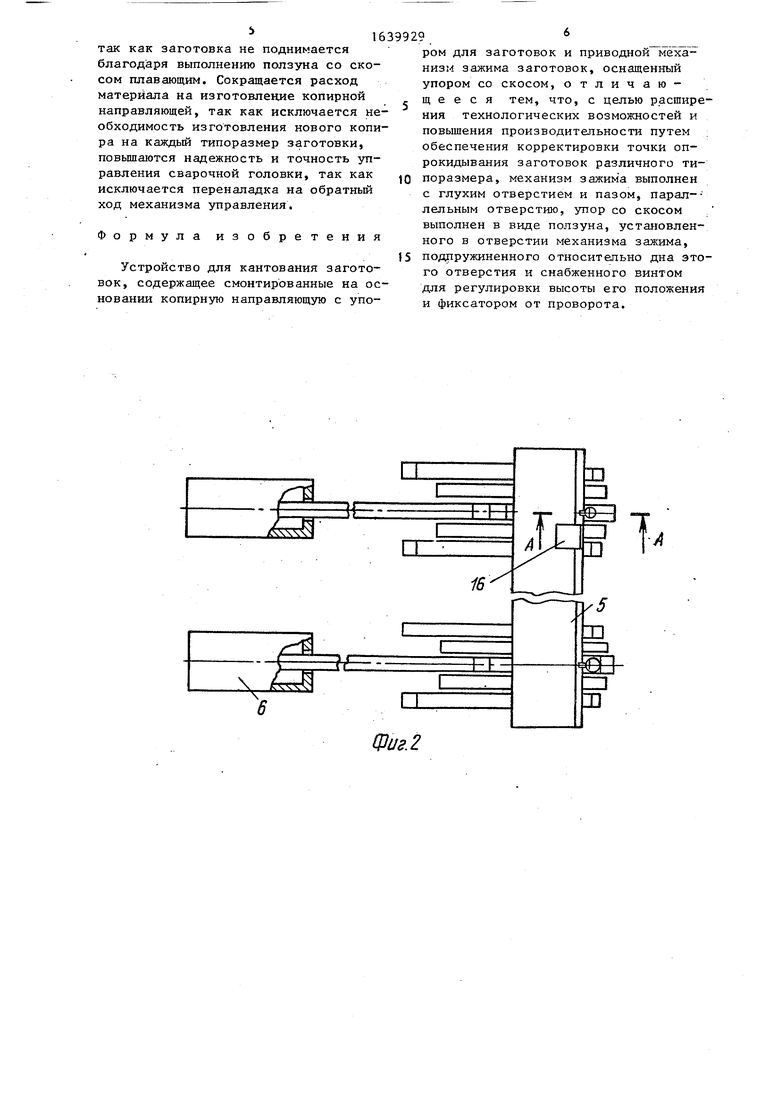
Для выполнения операции кантования заготовки 5 приводом 6 перемещают механизм 4 зажима с nor уном 10, толкают заготовку 5 в обратную сторону; тем самым надвигая ее на криволинейную поверхность копирной направляющей 2, которая в нижней части идет горизонтально.
Подъем заготовки 5 по копирной направляющей 2 происходит до тех пор, пока заготовка не поднимается на высоту ползуна 10,
Кривизна копирной направляющей 2 при этой регулируемой высоте подъема заготовки на ее типоразмер обеспечивает такой наклон заготовке 5,при котором проекция ее центра тяжести находится вне площади опоры. Заготовка 5 Щие,
готовку снова устанавливают в рабочее положение под сварочную головку
20
„25
30
35
40
опрокидывается на направляю- поворачиваясь на угол 90°. За„25
ивизна копирной направляющей 2 той регулируемой высоте подъема овки на ее типоразмер обеспечитакой наклон заготовке 5,при ом проекция ее центра тяжести ится вне площади опоры. Заго 5
опрокидывается на направляю- поворачиваясь на угол 90°. За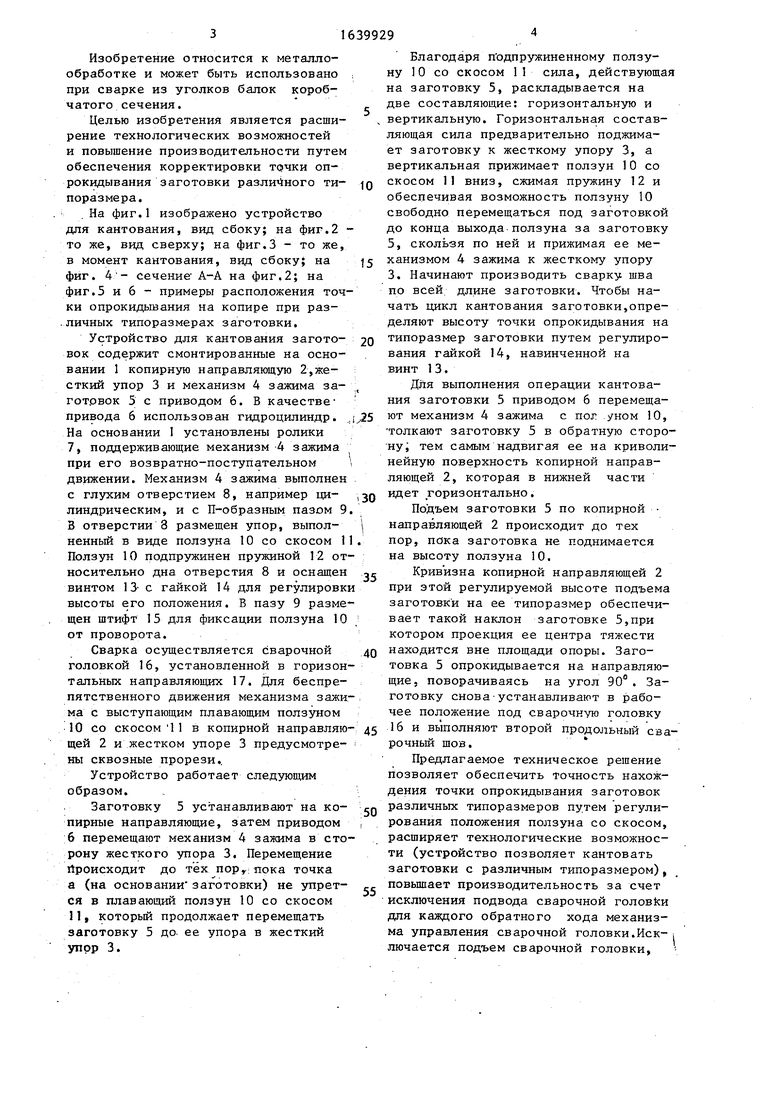
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для кантования заготовок | 1984 |
|
SU1232448A1 |
| Кантователь металлоконструкций под сварку | 1986 |
|
SU1388248A1 |
| СВАРОЧНАЯ УСТАНОВКА И СПОСОБ СВАРКИ | 2009 |
|
RU2481934C2 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА КОНЕЧНОЙ ДЛИНЫ | 2002 |
|
RU2215605C2 |
| Автоматизированная линия для сварки балок коробчатого сечения | 1988 |
|
SU1618559A1 |
| Устройство для разделения пруткового материала | 1986 |
|
SU1379026A1 |
| Устройство для сборки под сварку деталей | 1980 |
|
SU863283A1 |
| Установка для сборки под сваркуи СВАРКи пРОдОльНыХ шВОВ КОНичЕСКиХзАгОТОВОК | 1978 |
|
SU795834A1 |
| Автоматическая роторная линия для сборки и сварки металлоконструкций | 1978 |
|
SU766801A1 |
| Устройство для сборки и сварки изделий коробчатого сечения | 1984 |
|
SU1186447A1 |
Изобретение относится к металлообработке, в частности к устройствам для кантования заготовок, и может быть использовано при сварке из уголков балок коробчатого сечения. Цель изобретения - расширение технологических возможностей, повышение производительности. Устройство содержит копирную направляющую 2, жесткий упор 3 и механизм 4 зажима заготовок, смонтированные на основании 1. В механизме зажима 4 выполнено цилиндрическое отверстие, в котором размещен упор, выполненный в виде плавающего подпружиненного ползуна с винтом для регулировки его положения по высоте. Ползун фиксируется от про- ворота. Выполнение ползуна регулируемым обеспечивает точную установку точки опрокидывания как для одного, так и для различных типоразмеров свариваемых заготовок, а также свободное перемещение механизма зажима без подъема заготовки. 6 ил. Ј (Л
10 со скосом 11 в копирной направляю- д5 и выполняют второй продольный сващей 2 и жестком упоре 3 предусмотрены сквозные прорези.
Устройство работает следующим образом.
Заготовку 5 устанавливают на ко- пирные направляющие, затем приводом 6 перемещают механизм 4 зажима в сторону жесткого упора 3. Перемещение происходит до тех порг пока точка а (на основании заготовки) не упрется в плавающий ползун 10 со скосом 11, который продолжает перемещать заготовку 5 до ее упора в жесткий упор 3.
0
5
рочный шов.
Предлагаемое техническое решение позволяет обеспечить точность нахождения точки опрокидывания заготовок различных типоразмеров путем регулирования положения ползуна со скосом, расширяет технологические возможности (устройство позволяет кантовать заготовки с различным типоразмером), повышает производительность за счет исключения подвода сварочной головки для каждого обратного хода механизма управления сварочной головки.Исключается подъем сварочной головки,
э163
так как заготовка не поднимается благодаря выполнению ползуна со скосом плавающим. Сокращается расход материала на изготовление копирной направляющей, так как исключается необходимость изготовления нового копира на каждый типоразмер заготовки, повышаются надежность и точность управления сварочной головки, так как исключается переналадка на обратный ход механизма управления.
Формула изобретения
Устройство для кантования заготовок, содержащее смонтированные на основании копирную направляющую с упоQ
5
ром для заготовок и приводной механизм зажима заготовок, оснащенный упором со скосом, отличающееся тем, что, с целью расширения технологических возможностей и повышения производительности путем обеспечения корректировки точки опрокидывания заготовок различного типоразмера, механизм зажима выполнен с глухим отверстием и пазом, парал-- лельным отверстию, упор со скосом выполнен в виде ползуна, установленного в отверстии механизма зажима, подпружиненного относительно дна этого отверстия и снабженного винтом для регулировки высоты его положения и фиксатором от проворота.
Фиг. 2
Фигз
ФигЛ
Редактор О.Юрковецкая
Составитель Е.Крюкова
Техред С.Мигунова Корректор Т.Малец
Заказ 986
Тираж 523
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
////////
Фиг. 5
Фиг. 6
Подписное
| Устройство для кантования заготовок | 1984 |
|
SU1232448A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
