Изобретение относится к металлообработке и может быть использовано при сварке из уголков балок коробчатого сечения.
Целью изобретения является упрощение конструкции.
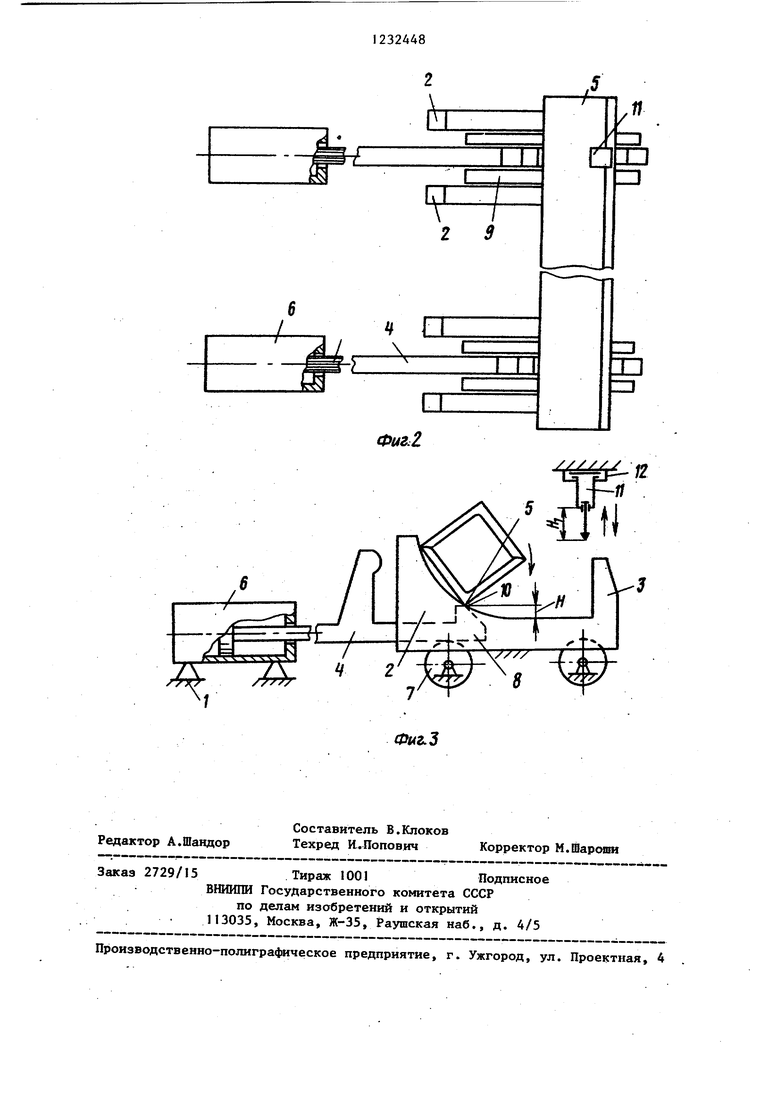
На фиг.1 изображено устройство для кантования, вид сбоку; иа фиг.2- то же, вид сверху; на фиг.З - то же вид сбоку в момент кантования.
Устройство для кантования заготовок содержит смонтированные на основании 1 копирное устройство 2, жест- кнй упор 3 и механизм 4 зажима заготовок 5 с приводом 6. В качестве привода б использован гидроциликдр.
На основании установлены ролики 7 поддерживакяцие механизм 4 зажима при его возвратно-поступательн(| движении. Механизм зажима 4 снабжен упором 8, выступающим над направляющими 9 для заготовок 5 на высоту Н. Упор 8 выполнен со скосом 10, расположенным со стороны жесткого упора 3. Сварка осуществляется сварочной головкой I1, установленной в горизонтальных направляю1цих 12. Дпя беспре- пятствеиного движения механизма 4 зажима с выступающим упором 8 в ко- пирнсм устройстве 2 и жестком упоре 3 предусмотреиы сквозные прорези.
Устройство для кантования работает следуппЕим образом.
Во время рабочего хода привода б перемещается механизм 4 зажима, упор 8 которого толкает заготов1еу 5, тем самым надвигая ее на криволинейную поверхность копирного устройства 2. Поверхность копирного устройства 2
5
вогнутая и в нижней части идет по касательной к направляющим 9. Подъем заготовок 5 по копирному устройству 2 происходит до тех пор, пока точка А (на основании заготовки) не поднимается на высоту Н упора 8, кривизна копириого устройства 2 при этой высоте подъёма обеспечивает такой наклон заготовки 5, при котором проекция ее центра тяжести находится вне плов(ади , и заготовка 5 опрокидывается на направляющие 9, . поворачиваясь на угол 90.
.При обратном ходе привода б упор 8 механизма 4 зазаша перемещает заготовку 5 к жесткому упору 3. Благодаря скосу 10 упора 8 сила, действующая на заготовку 5, разлагается на две составляющие: горизонтальную
0 и вертикальную. Горизонтальиая составляющая предварительио поджимает заготовку к жестк у упору 3, а вертикальная приподнимает ее и дает воз- мспкиость упору 8 переместиться до конца вправо, чтобы начать новый цикл кантования. При этом заготовка 5 щнижимается. механизмом 4 к жесткому упору 3. Начинается сварка шва по длине всей заготовки 5.
Механизм 4 зажима при возвращении из крайнего левого положения в исхоД- ное упором 8 приподнимает заготовку 5 на высоту Н. Одновремеиио с этим (во время каждого обц тного хода)
S механизм управления (не показан) сварочной головкой 1I поднимает головку на высоту Hj,.при этом высота упора И меньше вертикального хода головки Kf,
5
0
/
/
ll
J-JJ
йй
2 3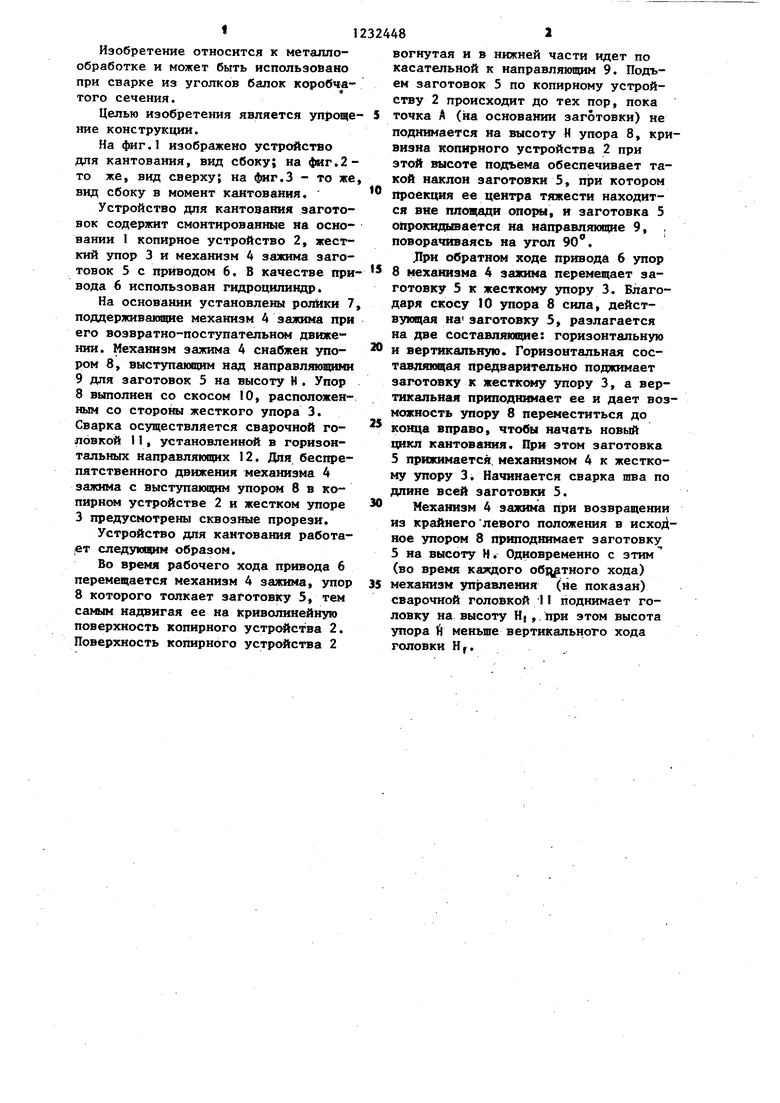
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для кантования заготовок | 1989 |
|
SU1639929A1 |
| Установка для сборки под сваркуи СВАРКи пРОдОльНыХ шВОВ КОНичЕСКиХзАгОТОВОК | 1978 |
|
SU795834A1 |
| Устройство для сборки и сварки длинномерных полых балок | 1987 |
|
SU1599175A1 |
| СВАРОЧНАЯ УСТАНОВКА И СПОСОБ СВАРКИ | 2009 |
|
RU2481934C2 |
| Стенд для сварки продольных двухпРиХВАчЕННыХ МЕжду СОбОй плОСКиХзАгОТОВОК | 1979 |
|
SU837695A1 |
| Револьверная головка | 1971 |
|
SU650724A1 |
| Автомат для дуговой приварки труб к трубным решеткам | 1979 |
|
SU919838A2 |
| Устройство для зажима и подачи изделий в зону сварки | 1980 |
|
SU912469A1 |
| Устройство для сборки и сварки изделий коробчатого сечения | 1984 |
|
SU1186447A1 |
| Автомат Петрова для сборки и сварки кожухов вентиляторов | 1987 |
|
SU1502240A1 |

HJ
X3
lU
Фиг2
ж
| Устройство для кантования заготовок квадратного сечения | 1978 |
|
SU700323A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
