Фиг. 2
Изобретение относится к области переработки пластмасс и может быть использовано для изготовления изделий с арматурой.
Цель изобретения - повышение надежности формы в работе.
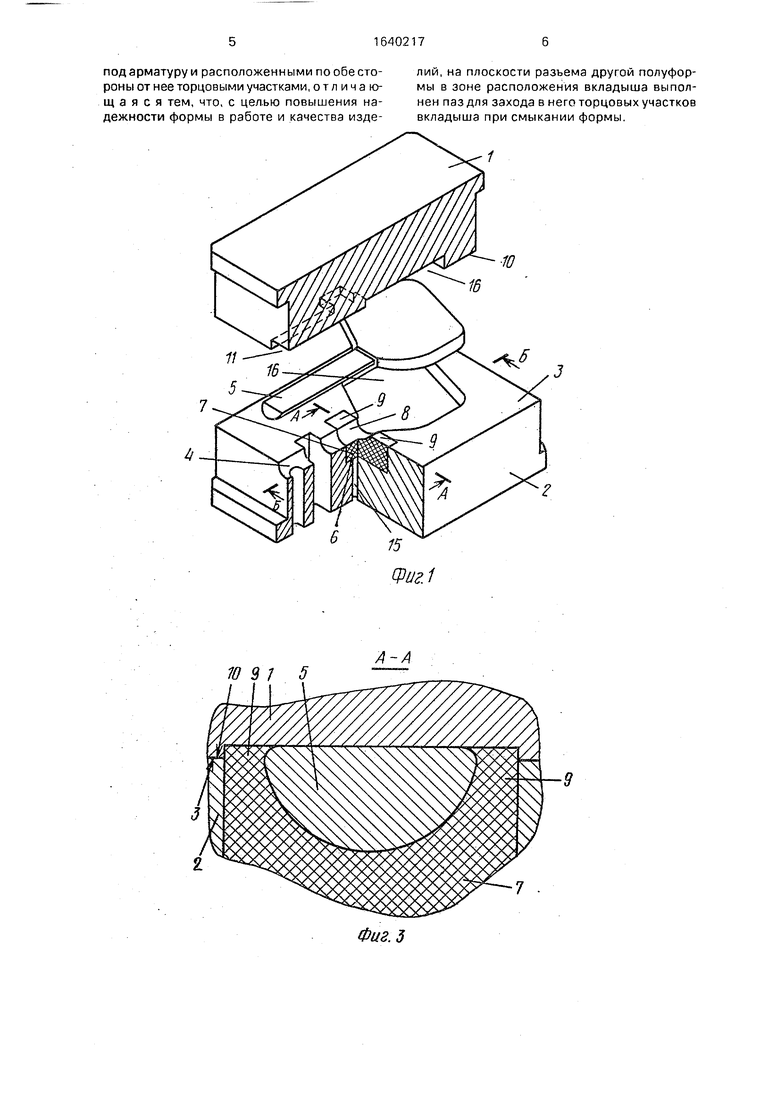
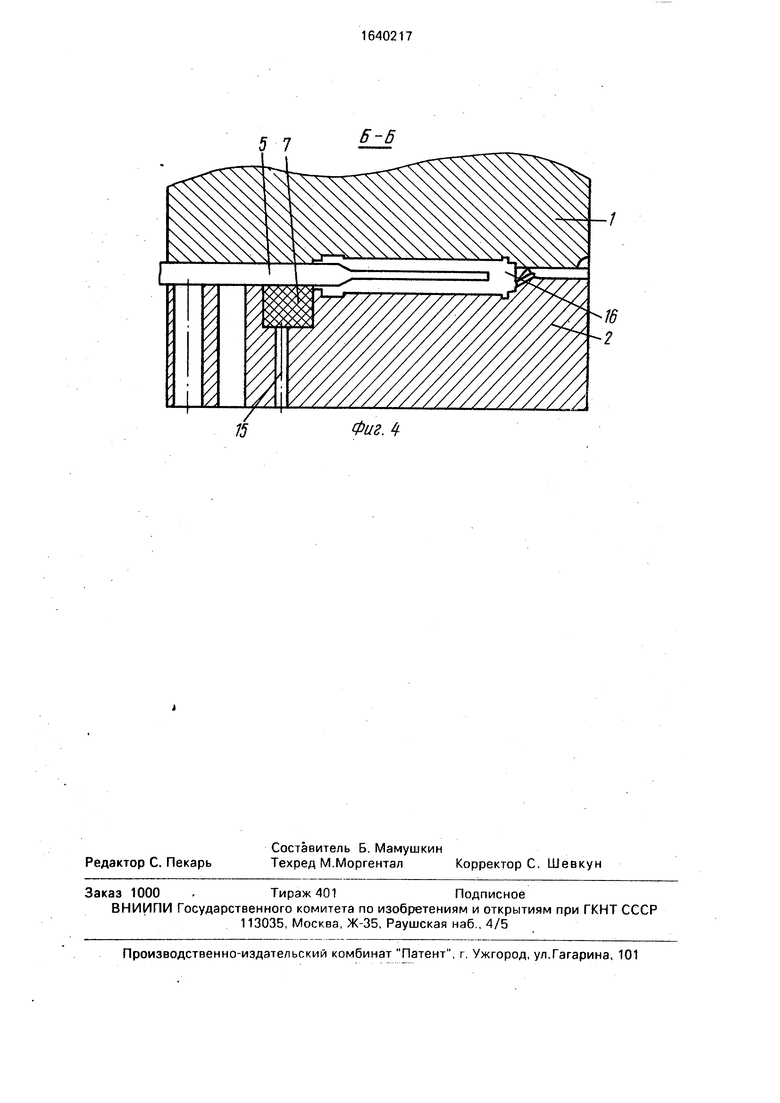
На фиг.1 изображена описываемая форма в раскрытом положении; на фиг.2 - сечение А-А на фиг.1; на фиг.З - то же, в закрытом положении; на фиг.4 - сечение Б-Б на фиг.1.
Форма содержит подвижную 1 и неподвижную 2 полуформы. На плоскости 3 разъема полуформы 2 выполнен полукруглый открытый канал 4 под арматуру 5 и гнездо 6 для эластичного вкладыша 7. Вкладыш 7 выполнен с полукруглой выемкой 8 для укладки в нее арматуры 5 и с расположенными по обе стороны от выемки 8 торцовыми участками 9, примыкающими к боковым стенкам гнезда 6. Выемка 8 расположена соосно каналу 4. На плоскости 10 разъема подвижной полумуфты 1 выполнен открытый канал 11с прямоугольной в поперечном сечении формой и переходящий в него паз 12 под торцовые участки 9 вкладыша 7. Расстояние L между наиболее удаленными стенками 13 и 14 паза 12 может быть выполнено больше, чем длина I гнезда 6.
Глубина Н выемки 8 выполнена меньшей, чем радиус R полукруглого стержня арматуры 5 на величину, не превышающую высоту паза 12. Высота h может быть выбрана в пределах 0,5-1,5 мм и равна по величине высоте канала 11 подвижной полуформы 1,
В качестве материала вкладыша может быть использована либо резина повышенной твердости, либо полиуретан.
В дне гнезда 6 может быть выполнено отверстие 15, сообщенное с атмосферой.
Каналы 4 и 11 переходят в рабочую полость 16 формы.
Форма работает следующим образом.
В раскрытую форму, установленную в инструментальном блоке рабочего ротора (не показан), подают стержень арматуры полукруглого сечения и размещают его в кана- ле 4 неподвижной полуформы 2. Предварительно установленный стержень одним концом располагается в рабочей полости 16, а другим концом удерживается, например, подвижным вдоль оси формы клещевым захватом транспортного ротора (не показан). В этом положении стержня арматуры его плоская поверхность обращена к дну канала 1-1 полуформы 1, а полукруг- лая поверхность бесконтактно расположена относительно наружной поверхности выемки 8, После подачи стержня арматуры 5 в раскрытую форму путем пер емещения подвижной полуформы 1 выполняется ее смыкание.
Во время смыкания формы дно канала 11 воздействует на плоскую поверхность
стержня арматуры 5, обеспечивая тем самым его смещение вглубь полукруглого канала 4 и сжатие эластичного вкладыша 7.
В результате упругой деформации расположенного в глухом гнезде 6 вкладыша 7
происходит вытеснение эластичного материала торцовых участков 9 за пределы полуформы 2 и последующее размещение их концов внутри паза 12 полуформы 1. По мере деформации вкладыша вытесняемый материал его выступов плотно обжимает цилиндрическую поверхность стержня арматуры 5, а длина наружной поверхности выемки 8 увеличивается до соответствующего размера арматуры. В момент сопряжения плоскости 3 разъема полуформы 1 с плоскостью 10 разъема полуформы 2 расположенные в пазу 12 концы торцовых участков 9 вкладыша 7 пожимаются к их дну. При этом происходит их продольная деформация с последующим дополнительным прижимом к арматуре 5, что обеспечивает ее гарантированное уплотнение в местах перехода цилиндрической поверхности в плоскую.
Таким образом, в закрытой форме эластичный вкладыш 7 обеспечивает поджим плоской поверхности полукруглого стержня арматуры 5 к дну канала 11 полуформы 1 и уплотнение ее цилиндрической поверхности.
После смыкания полуформ 1 и 2 расположенный за пределами пресс-формы конец арматуры освобождается от воздействия захватного органа транспортного ротора, а рабочая полость 16 заполняется полимерным материалом.
После необходимой выдержки под давлением свободный конец арматуры 5 захватывается следующим транспортным ротором
(не показан) и готовое изделие удаляется из предварительно раскрытой формы. За счет выполнения паза 12 на подвижной полуформе 1 обеспечивается размещение в нем вытесняемого материала вкладыша 7,
исключается его закусывание и достигается гарантированное уплотнение всей поверхности арматуры 5.
Формула изобретения Форма для изготовления изделий с арматурой, содержащая подвижную и неподвижную полуформы, выполненное в одной из них и соединенное с формующей полостью формы гнездо с размещенным в последнем эластичным вкладышем с выемкой
под арматуру и расположенными по обе стороны от нее торцовыми участками, отличающаяся тем, что, с целью повышения надежности формы в работе и качества изделий, на плоскости разъема другой полуформы в зоне расположения вкладыша выполнен паз для захода в него торцовых участков вкладыша при смыкании формы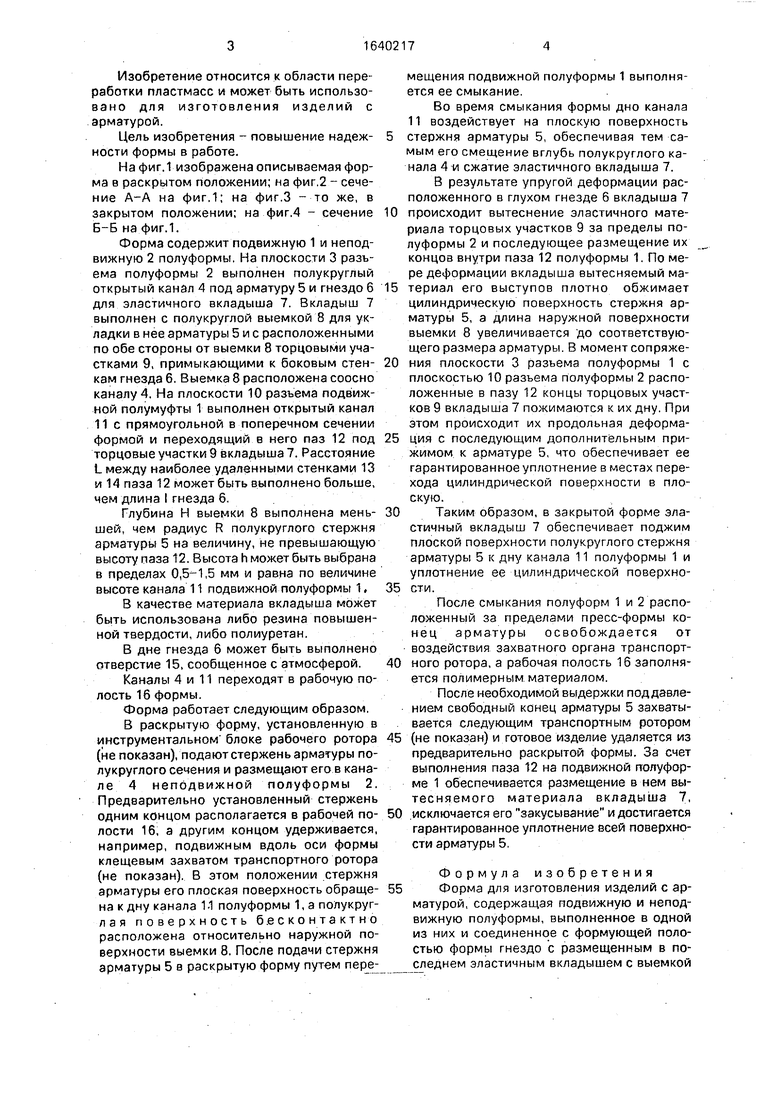
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полимерных изделий с пластинчатой арматурой | 1988 |
|
SU1597278A1 |
| Пресс-форма для литья под давлением | 1978 |
|
SU698721A1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1984 |
|
SU1186514A1 |
| Пресс-форма для литья под давлением | 1988 |
|
SU1618498A1 |
| Пресс-форма для литья под давлением | 1985 |
|
SU1340894A1 |
| Литьевая форма для изготовления полимерных изделий | 1982 |
|
SU1054074A1 |
| Прессформа для литья под давлением отливок с боковыми отверстиями | 1976 |
|
SU608605A1 |
| Пресс-форма для литья под давлением | 1989 |
|
SU1696123A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2003 |
|
RU2250152C2 |
| Пресс-форма для изготовления трубчатых эластичных оболочек | 1978 |
|
SU874386A1 |
Изобретение относится к области переработки пластмасс и может быть использовано для изготовления изделий с арматурой Цель изобретения - повышение надежности формы в работе и качества изделий. Для этого на плоскости разъема полуформы 1 напротив эластичного вкладыша 7 выполнен паз 12 В паз 12 заходят торцовые участки 9 вкладыша 7 при смыкании формы При этом стержень арматуры смещается в выемку 8 вкладыша 7 Последний деформируется и уплотняет арматуру 4 ил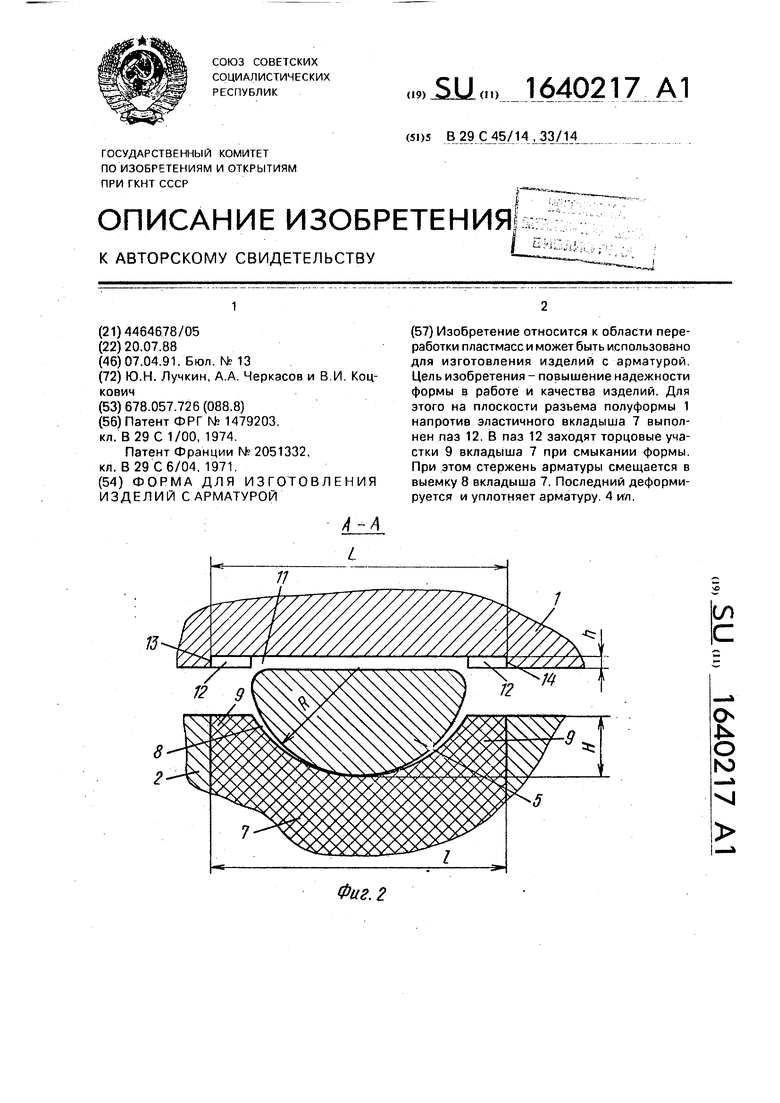
Ю 91 5
А-А
Фиг. J
5 7
Б-Б
Фиг. 4
| Сверлильно-клепальный автомат | 1987 |
|
SU1479203A1 |
| Солесос | 1922 |
|
SU29A1 |
