э,
9г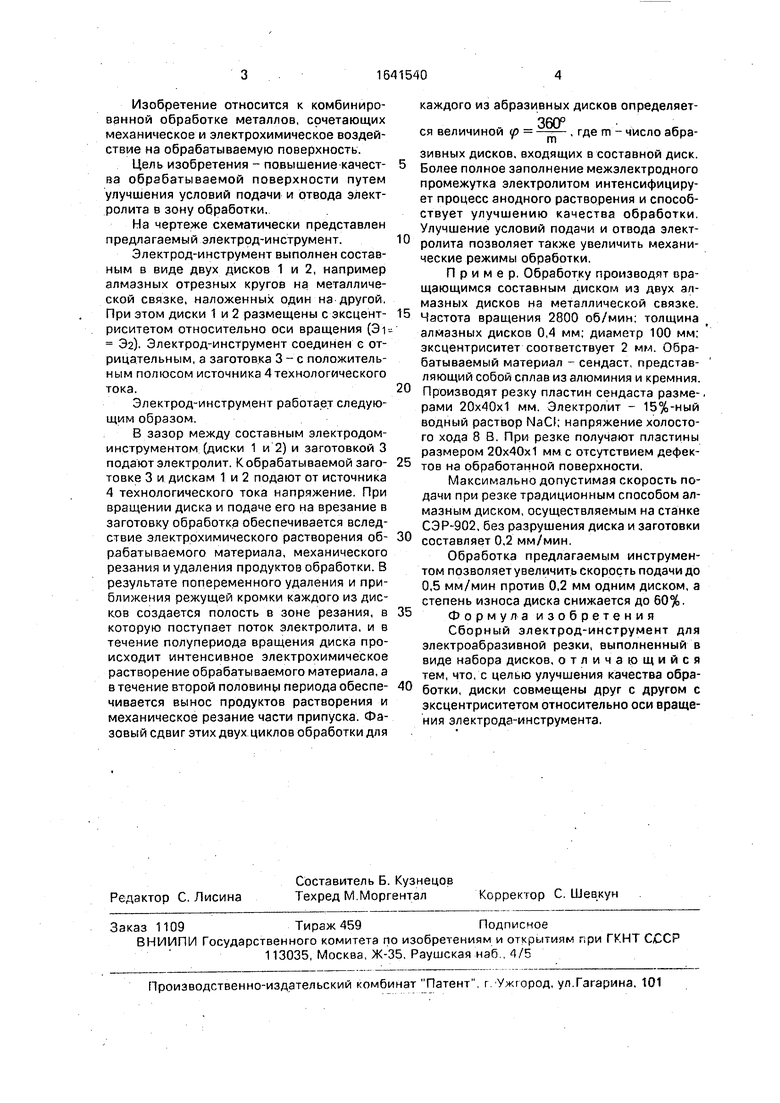
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНЫЙ ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОАЛМАЗНОЙ РЕЗКИ | 2010 |
|
RU2432240C1 |
| СПОСОБ ОТРЕЗКИ КОЛЕЦ | 1997 |
|
RU2133190C1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ КОМБИНИРОВАННОЙ РЕЗКИ ТОКОПРОВОДЯЩИХ МАТЕРИАЛОВ | 2015 |
|
RU2597843C1 |
| Способ абразивного электрохимического шлифования деталей из жаропрочных сплавов с управляемой периодической очисткой токопроводящего шлифовального круга | 2024 |
|
RU2833201C1 |
| Способ электрохимической абразивной обработки детали шлифовальным кругом на токопроводящей связке | 2024 |
|
RU2822156C1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ КОМБИНИРОВАННОЙ РЕЗКИ ТОКОПРОВОДЯЩИХ МАТЕРИАЛОВ | 2018 |
|
RU2680792C1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ КОМБИНИРОВАННОЙ РЕЗКИ ТОКОПРОВОДЯЩИХ МАТЕРИАЛОВ | 2017 |
|
RU2637868C1 |
| Способ шлифования токопроводной керамики | 2024 |
|
RU2835282C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЮСНЫХ НАКОНЕЧНИКОВ МАГНИТНЫХ ГОЛОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2031451C1 |
| Способ изготовления алмазного инструмента на гальванической связке с повышенной износостойкостью, модифицированной углеродными нанотрубками | 2016 |
|
RU2660434C2 |
Изобретение относится к комбинированной обработке, сочетающей механическое и электрохимическое воздействие на обрабатываемую поверхность. Целью изобретения является повышение качества обработки за счет улучшения условий подачи и отвода электролита в зону обработки. Электрод-инструмент выполнен составным из двух и более дисков 1 и 2, наложенных друг на друга с эксцентриситетом относительно оси вращения, что при вращении инструмента позволяет периодически создавать в зоне отработки увеличенный зазор и тем самым промывать зону обработки свежим электролитом. 1 ил.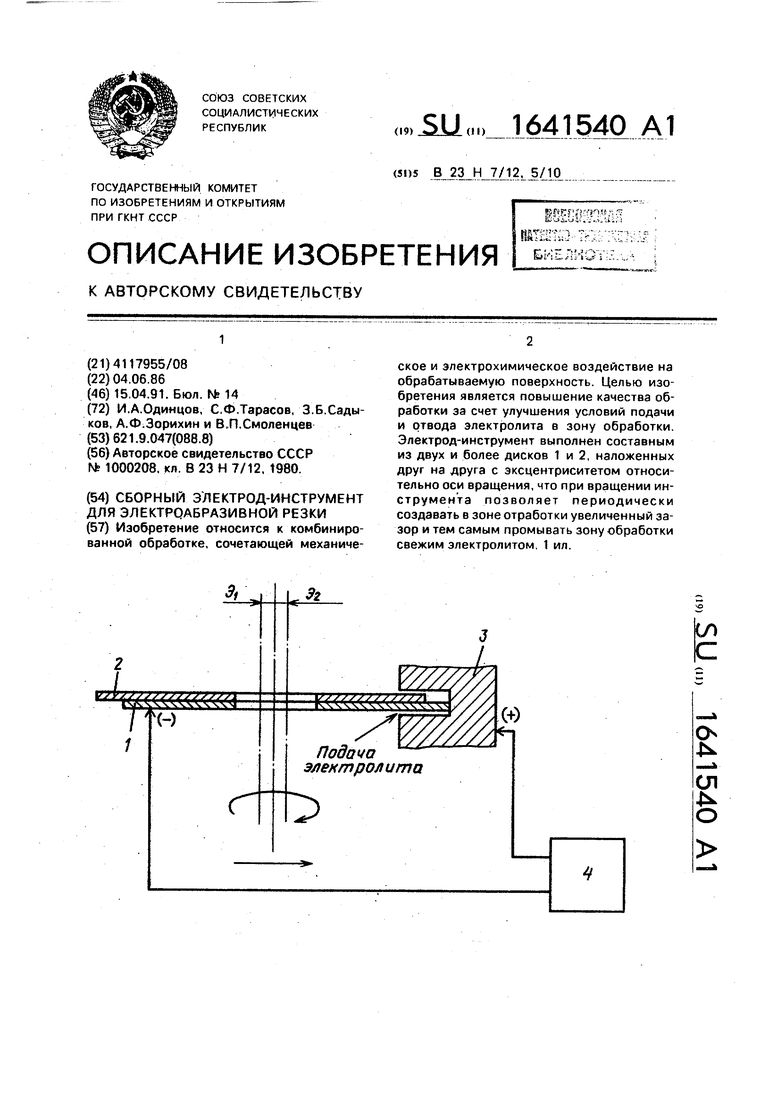
2
Yft
ш
1
t
(-
Подача электролита
Os
СЛ
о
Изобретение относится к комбинированной обработке металлов, сочетающих механическое и электрохимическое воздействие на обрабатываемую поверхность.
Цель изобретения - повышение качест- ва обрабатываемой поверхности путем улучшения условий подачи и отвода электролита в зону обработки.
На чертеже схематически представлен предлагаемый электрод-инструмент.
Электрод-инструмент выполнен составным в виде двух дисков 1 и 2, например алмазных отрезных кругов на металлической связке, наложенных один на другой. При этом диски 1 и 2 размещены с эксцент- риситетом относительно оси вращения (3v Эа). Электрод-инструмент соединен с отрицательным, а заготовка 3-е положительным полюсом источника 4 технологического тока.
Электрод-инструмент работает следующим образом.
В зазор между составным электродом- инструментом (диски 1 и 2) и заготовкой 3 подают электролит. К обрабатываемой зато- товке 3 и дискам 1 и 2 подают от источника 4 технологического тока напряжение. При вращении диска и подаче его на врезание в заготовку обработка обеспечивается вследствие электрохимического растворения об- рабатываемого материала, механического резания и удаления продуктов обработки. В результате попеременного удаления и приближения режущей кромки каждого из дисков создается полость в зоне резания, в которую поступает поток электролита, и в течение полупериода вращения диска происходит интенсивное электрохимическое растворение обрабатываемого материала, а в течение второй половины периода обеспе- чивается вынос продуктов растворения и механическое резание части припуска. Фазовый сдвиг этих двух циклов обработки для
каждого из абразивных дисков определяет360°
ся величиной р --- , где m - число абразивных дисков, входящих в составной диск. Более полное заполнение межэлектродного промежутка электролитом интенсифицирует процесс анодного растворения и способствует улучшению качества обработки. Улучшение условий подачи и отвода электролита позволяет также увеличить механические режимы обработки.
Пример. Обработку производят вращающимся составным диском из двух алмазных дисков на металлической связке. Частота вращения 2800 об/мин; толщина алмазных дисков 0,4 мм; диаметр 100 мм; эксцентриситет соответствует 2 мм. Обрабатываемый материал - сендаст, представ- ляющий собой сплав из алюминия и кремния. Производят резку пластин сендаста размерами 20x40x1 мм. Электролит - 15%-ный водный раствор NaCI; напряжение холостого хода 8 В. При резке получают пластины размером 20x40x1 мм с отсутствием дефектов на обработанной поверхности.
Максимально допустимая скорость подачи при резке традиционным способом алмазным диском, осуществляемым на станке СЭР-902, без разрушения диска и заготовки составляет 0,2 мм/мин.
Обработка предлагаемым инструментом позволяет увеличить скорость подачи до 0,5 мм/мин против 0,2 мм одним диском, а степень износа диска снижается до 60%.
Формула изобретения
Сборный электрод-инструмент для электроабразивной резки, выполненный в виде набора дисков, отличающийся тем, что, с целью улучшения качества обработки, диски совмещены друг с другом с эксцентриситетом относительно оси вращения электрода-инструмента.
| Способ электрохимической резки | 1980 |
|
SU1000208A1 |
| кп | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
