Изобретение относится к деревообрабаывающей промышленности, в частности к роизводству древесных плит.
Цель изобретения - повышение производительности линии.
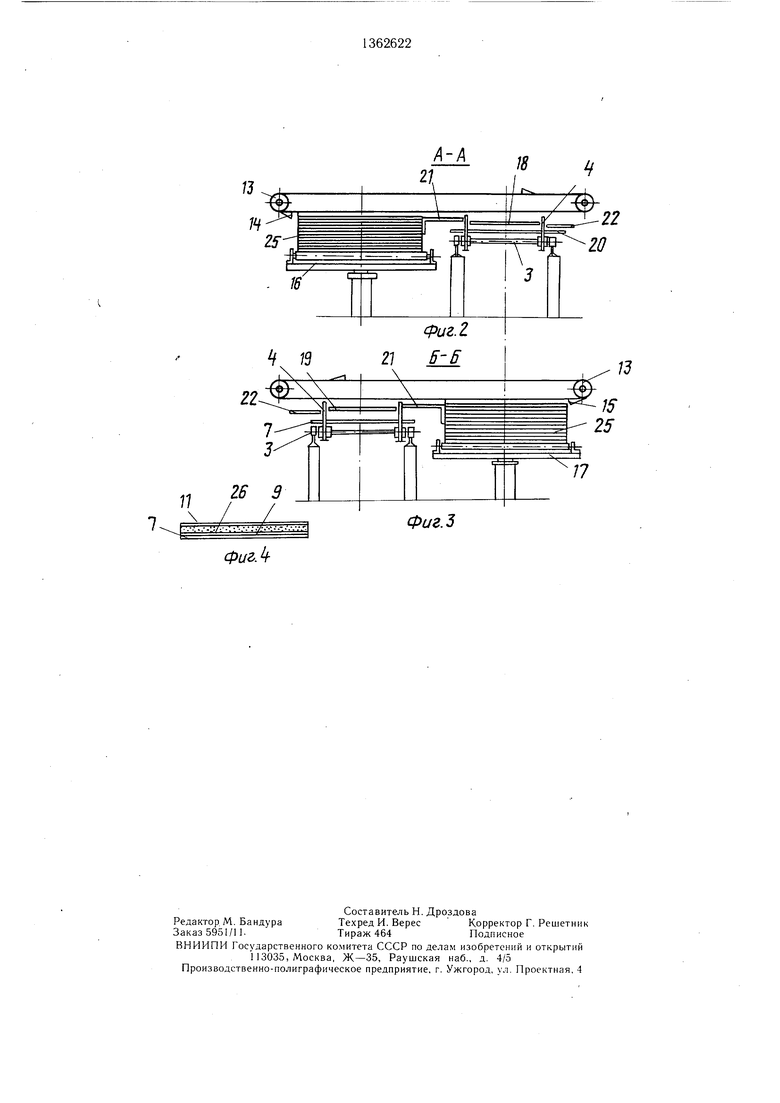
На фиг. 1 изображена схема линии из готовления комбинированных плит, вид сверу; на фиг. 2 - то же, разрез А-А на фиг. 1; на фиг. 3 - то же, разрез Б-Б на фиг. 1; на фиг. 4 - комбинированная плита, вид спереди.
Линия изготовления облицовочных плит включает главный конвейер 1 с продольными 2 и поперечными 3 участками в виде транспортеров с упорами 4 и формашинами 5, 6 для формирования внешних и внутренних слоев, поддоны 7, узел 8 для укладки нижних облицовочных слоев 9 и узел 10 для укладки верхних облицовочных слоев 11, пресс 12 и привод 13, причем узлы 8 и 10 укладки нижних 9 и верхних 11 облицовочных слоев выделены в виде смонтированных перпендикулярно поперечным участкам 3 главного конвейера 1 левого 14 и правого 15 цепных сталкивателей с расположенными вдоль поперечных участков 3 конвейера 1 подъемных столов 16 и 17 и установленных под цепными сталкивателями 14 и 15 ступенчатых приемных столов 18 и 19 с прорезями 20 для прохода упора 4 главного конвейера 1. При этом прорези 20 расположены в зоне ступеней 21 и 22. Ступени 21 и 22 приемных столов 18 и 19 смонтированы с понижением к центру главного конвейера 1.
Кроме того, перед прессом 12 смонтирована загрузочная этажерка 23, а после него - разгрузочная этажерка 24. На подъемниках 16 и 17 размещены стопы нижних 9 и верхних 11 облицовочных слоев.
Комбинированная плита включает нижний 9 и вер хний 11 облицовочные слои и стружечный средний слой 25. В качестве облицовки используют древесно-волокнис- тые плиты.
Линия работает следующим образом.
На подъемный стол 16 укладывают слой 25 нижних облицовочных слоев 9. Включают главный конвейер 1 и цепной сталкиватель 14. Облицовочный слой 9 захватывается стал- кивателем 14 и перемещается вначале на верхнюю ступень 21 приемного стола 18, а затем на приемный стол 18. Упорами 4 нижний облицовочный слой 9 перемещается с приемного стола 18 на поддон 7 левого поперечного участка 3 главного конвей0
5
0
5
0
5
0
5
ера 1, а затем на продольный участок 2 конвейера 1. Поддоны 7 с уложенными на низ нижними облицовочными слоями 9 проходят под формашинами 5, которые насыпают на нижнюю облицовку 9 слой осмоленной древесной ст,ружки 26, после чего они перемещаются поперечным участком 3 главного конвейера в узел 10 укладки верхнего 11 облицовочного слоя. Узел 10 укладки имеет подъемный стол 17 и сталкиватель 15, который перемещает листы верхнего облицовочного слоя 11 на верхнюю ступень 21, а затем на стол 19, с которого с помощью упоров 4 с подвижного поперечного участка 3 главного конвейера 1 они перекладываются на слой осмоленной древесной стружки 26. Сформированный пакет, состоящий из нижней 9 и верхней 11 облицовок и промежуточного слоя 26 из осмоленной древесной стружки, перемещают в горячий пресс с помощью загрузочной этажерки 23. Готовые плиты выгружают из пресса с помощью разгрузочной этажерки 24. Цикл повторяют.
Техническое решение обеспечивает по- выщение производительности за счет автоматизации укладки облицовочных слоев и применения готового облицовочного материала (древесно-волокнистых плит). Формирование и прессование идет непрерывно.
Кроме того, линия проста в устройстве и обслуживании.
Экономический эффект от внедрения изобретения составит 25 тыс. руб/г.
Формула изобретения
Линия изготовления облицовочных плит, включающая главный конвейер с продольными и поперечными участками в виде транспортеров с упорами, формашинами, узлы укладки верхнего и нижнего облицовочных слоев, каждый из которых имеет подъемный стол и цепной сталкиватель, расположенный перпендикулярно поперечным участ.- кам главного конвейера, отличающаяся тем, что, с целью повышения производительности линии, узел укладки облицовочных слоев снабжен приемными столами, которые установлены над поперечными участками линии в местах примыкания цепных конвейеров и выполнены ступенчатыми с понижением к центру главного конвейера, причем в зонах ступеней выполнены прорези для прохода упоров главного конвейера.
A-l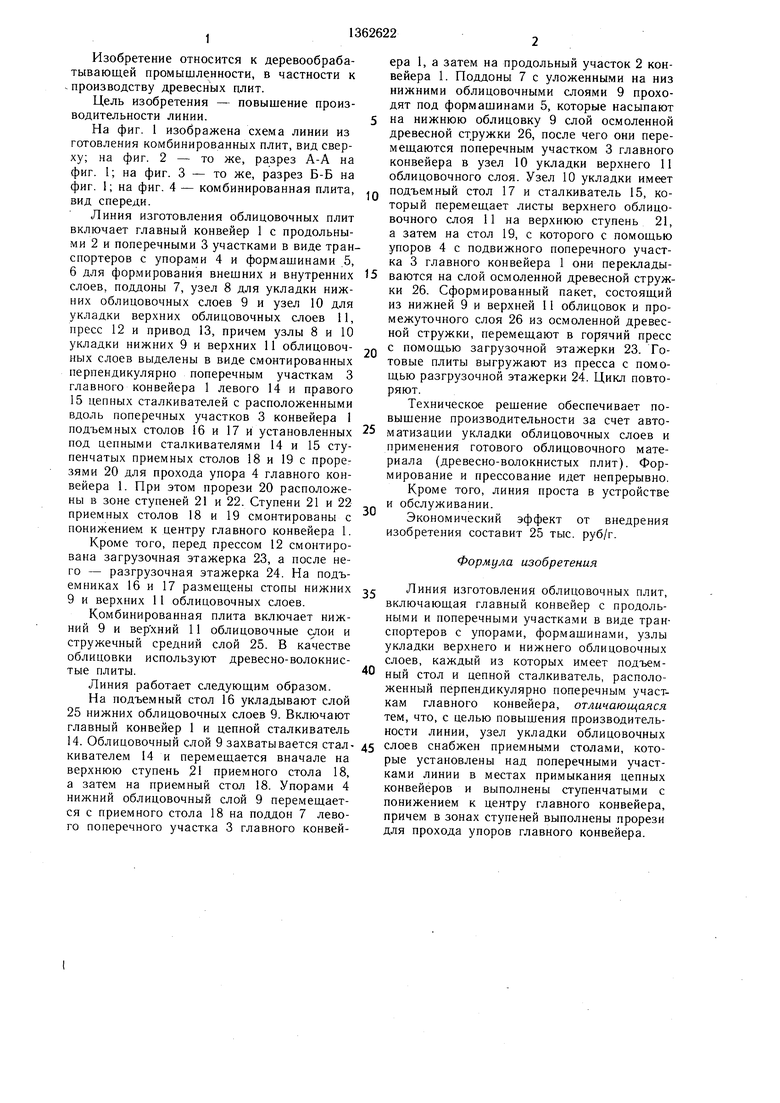
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия изготовления многопустотных древесно-стружечных плит | 1986 |
|
SU1333580A1 |
| Линия изготовления облицованных древесных щитов | 1989 |
|
SU1663361A1 |
| Линия изготовления древесностружечных плит | 1987 |
|
SU1430276A1 |
| ЛИНИЯ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2014 |
|
RU2580680C2 |
| Линия изготовления древесных профильных панелей | 1989 |
|
SU1641616A1 |
| Поточная линия по производству древесностружечных плит | 1980 |
|
SU905117A1 |
| Линия изготовления древесных облицовочных щитов | 1989 |
|
SU1636211A1 |
| Линия разгрузки камерных сушил и укладки керамических изделий в пакеты для обжига | 1985 |
|
SU1288079A1 |
| Линия для изготовления древесных щитов | 1989 |
|
SU1636210A1 |
| Линия изготовления древесностружечных плит | 1987 |
|
SU1416312A1 |
Изобретение относится к деревообрабатывающей промышленности. Цель изобретения - повышение производительности. Узел укладки облицовочных слоев выполнен в виде смонтированных перпендикулярно поперечным участком 3 главного конвейера 1 левого 14 и правого 15 цепных сталкива- телей, расположенных вдоль поперечных участков 3 главного конвейера 1 подъемных столов 16 и 17 и установленных под цепными сталкивателями 14 и 15 ступенчатых приемных столов. Нижний облицовочный,слой с подъемного стола 16 цепным стал- кивателем 14 перемещается на ступенчатый стол 18, а затем на конвейер 1. На нижний облицовочный слой с помощью форма- шин 5 насыпают средний стружечный слой, цепным сталкивателем 15 укладывают верхний облицовочный слой. Сформированный пакет прессуют. 4 ил. SS СО 05 Ot to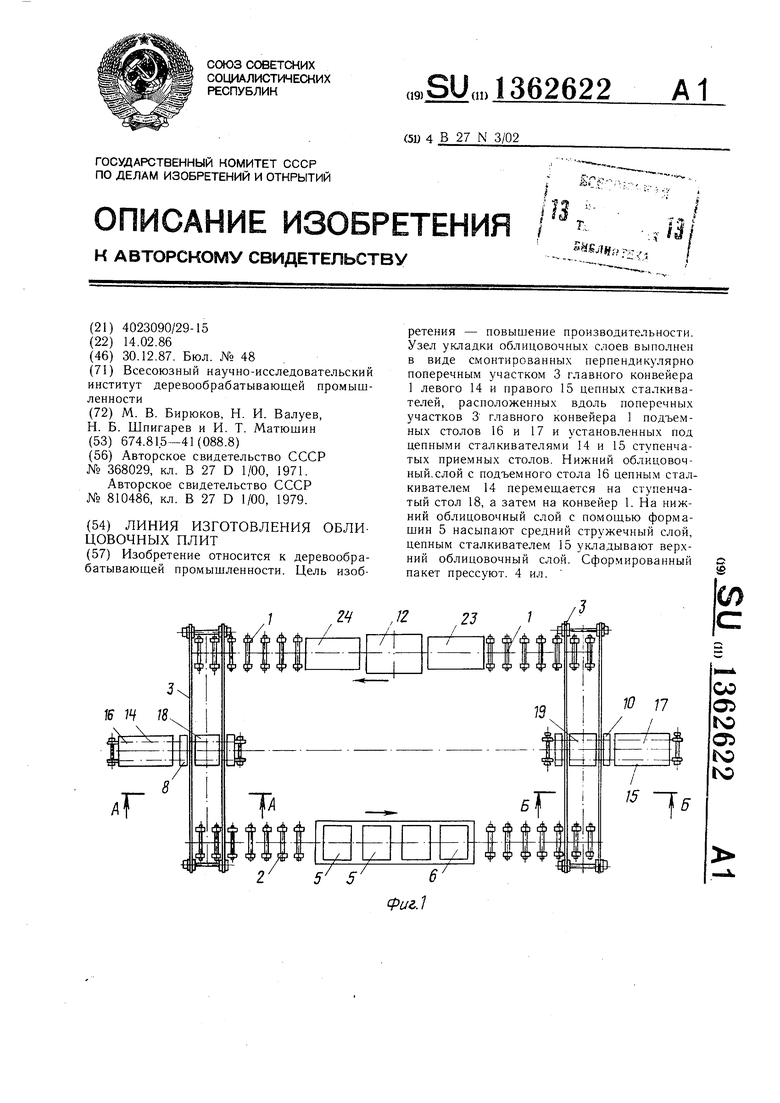
13
ФигЛ
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНО-СЛОИСТОГО | 0 |
|
SU368029A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Линия изготовления древесно- СлОиСТОгО МАТЕРиАлА | 1979 |
|
SU810486A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
