Изобретение относится к транспортированию, а именно к устройствам для передачи деталей имеющих отверстие, преимущественно паковок с машин формования химических волокон, и может быть использовано при односторонней передаче деталей под любым углом в одной плоскости.
Целью изобретения является повышение производительности.
На фиг.1 представлено описываемое устройство в разрезе; на фиг.2 - расположе- ние приемно-передающих цилиндров, сквозного канала и элементов сталкивате- ля, разрез А-А на фиг.1.
Устройство для межоперационной подачи деталей 1 состоит из неподвижно установленной на основании 2 вертикальной ГТПМУМ ч Ня тлпце стойки 3 закреплен промежуточный элемент 4, в котором выполнен сквозной канал 5. На стойке 3 посредством шарикоподшипников 6 установлен с возможностью вращения относительно вертикальной оси стойки 3 корпусной 7 элемент, связанный с приводом (не показан) через зубчатое колесо 8 и приводной червяк 9. В корпусе 7 закреплены равномерно по его окружности приемно-передающие цилиндры 10-17, попарно совмещающиеся со сквозным каналом 5 промежуточного элемента 4. В каждом цилиндре выполнена пара сквозных пазов 18. Внутри сквозного канала 5 и цилиндров 10-17 установлен сталкиватель, представляющий собой свободно расположенные и контактирующие между собой элементы 19, выполненные в виде шаров. Крайние шаровые элементы 19 снабжены пальцами 20, размещенными в сквозных пазах 18 приемно-передающих цилиндров 10-17. Шаровые элементы 19 установлены по всей длине только в цилиндту 1 Л 1Ц I -
Угол между продольными осями, одновременно совмещенными со сквозным каналом 5 промежуточного элемента 4 приемно-передающих цилиндров (на фиг.2- 16, 18), выполнен кратным углу между продольными осями смежных приемно-передающих цилиндров. Приемно-передающие цилиндры, расположенные в зоне приема деталей 1 и за приемно-передаю- щим цилиндром, размещенным в зоне подачи деталей, выполненный со свободными от элементов 19 сталкивателя участками для размещения деталей 1 и их длине, равна или больше длины детали 1.
Устройство осуществляется следующим образом.
Деталь 1, например, паковку устанавливают посредством толкателя (не показан) на
приемно-передающий цилиндр 10. Затем с помощью колеса 8 и червяка 9, связанного с приводом поворота, поворачивают корпусной элемент 7 вместе с закрепленными
в нем приемно-передающими цилиндрами 10-17 в направлении, указанном стрелкой, на угол, равный углу между осями смежных цилиндров. После поворота корпусного элемента 7 на указанный угол в положение при0 ема устанавливается приемно-передающий цилиндр 11. На ставший приемным цилиндр 11 устанавливается следующая деталь 1, а элементы 19 сталкивателя перемещаются вдоль цилиндра 11, сквозною канала 5 и
5 цилиндра 17, заполняя цилиндр 17, после чего корпусной элемент 7 вновь поворачивают на указанный угол. Теперь цилиндр 10 с принятой ранее деталью 1 становится передающим, а в положение приема устанав0 ливается цилиндр 12. Одновременно с установкой на цилиндр 12 следующей детали 1 происходит смещение элементов 19 вдоль цилиндра 12, сквозного канала 5 и цилиндра 10. При смещении элементов 19
5 пальцы 20 элементов 19, размещенных внутри цилиндра 10, упираются в деталь 1, ранее установленную на цилиндр 10, и сталкивают ее, освобождая цилиндр 10.
Аналогичным образом, после следую0 щего поворота корпусного элемента 7 на угол, равный углу между смежными цилиндрами, приемным становится цилиндр 13, а передающим - цилиндр 11, После приема на цилиндр 13 очередной детали 1 происхо5 дит сталкивание предыдущей детали 1 с цилиндра 11 описанным выше образом.
По завершении цикла работы устройства в положение приема устанавливается цилиндр 10, а передающим становится
0 цилиндр 16 с установленной на него ранее деталью 1.
Таким образом, за один рабочий цикл устройства, соответствующий повороту корпуса на 360°, осуществляется прием - пере5 дача восьми деталей 1 под углом 90°. При необходимости осуществить за один цикл работы устройства прием - передачу большего числа деталей под таким же углом в корпусе можно установить 12, 16 и более
0 цилиндров. Тогда величина угла между осями смежных цилиндров будет соответствен- . но 30°, 22°30 и т.д.
Аналогичным образом может быть выполнено устройство для односторонней пе5 редачи деталей под любым другим заданным углом. При этом минимальный возможный угол между направлениями приема и передачи деталей определяется в каждом конкретном случае габаритами передаваемых деталей и ограничениями,
накладываемыми на размеры промежуточного элемента, в котором выполнен сквозной канал. При необходимости возможен поворот на удвоенный, утроенный и т.д. угол между приемнопередающими цилинд- рами, в зависимости от количества цилиндров, имеющих участки, свободные от элементов сталкивателя.
Формула изобретения
Устройство для межоперационной передачи деталей с отверстиями, включающее смонтированную на основании между зонами подачи и приема деталей вертикальную стойку, несущую корпусной элемент, за- крепленные в последнем и размещенные в одной плоскости полые приемно-лередаю- щие цилиндры со сквозными пазами, разме- щенный внутри корпусного элемента промежуточный элемент со сквозным кана- лом, и размещенные внутри последнего и приемно-передающих цилиндров с возможностью взаимодействия между собой элементы сталкивателя, на крайних из которых смонтированы пальцы, размещенные в
сквозных пазах цилиндров, отличающееся тем, что, с целью повышения производительности, вертикальная стойка смонтирована на основании неподвижно, а корпусной элемент установлен с возможностью вращения относительно продольной оси вертикальной стойки, при этом промежуточный элемент со сквозным каналом закреплен на стойке, а приемно-передающие цилиндры размещены на корпусном элементе равномерно по его окружности с возможностью попарного совмещения со сквозным каналом промежуточного элемента, причем угол между продольными осями одновременно совмещенных со сквозным каналом промежуточного элемента приемно-передающих цилиндров выполнен кратным углу между продольными осями смежных приемно-передающих цилиндров, а приемно-передающие цилиндры, расположенные в зоне приема деталей и за приемно-передающим цилиндром, размещенным в зоне подачи деталей, выполнены со свободными от элементов сталкивателя участками для размещения деталей.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для межоперационной передачи деталей с отверстиями | 1989 |
|
SU1641746A1 |
| Устройство для межоперационной передачи деталей с отверстиями | 1985 |
|
SU1301750A1 |
| Устройство для межоперационной передачи деталей с отверстиями | 1987 |
|
SU1474041A1 |
| Автоматическая линия контроля корпусных деталей | 1988 |
|
SU1629232A1 |
| СИСТЕМА ФИКСАЦИИ ЗАТЫЛОЧНЫХ ПЛАСТИН | 2007 |
|
RU2463013C2 |
| Устройство для межоперационной передачи деталей с отверстиями | 1983 |
|
SU1150186A1 |
| Устройство для межоперационной передачи деталей с отверстием | 1983 |
|
SU1081092A1 |
| Киносъемочный аппарат | 1986 |
|
SU1365028A1 |
| ЗУБОК ВРУБОВОЙ МАШИНЫ ДЛЯ ПОЛЕЗНЫХ ИСКОПАЕМЫХ И Т.П. | 2012 |
|
RU2606720C2 |
| Устройство для перегрузки паковок с намоточных машин | 1979 |
|
SU967942A1 |
Изобретение относится к конвейерному транспортированию деталей и позволяет повысит производительность. На неподвижно смонтированной на основании стойке закреплен промежуточный элемент (Э) 4 со сквозным каналом 5. Поворотно относительно продольной оси стойки установлен связанный с приводом корпусной Э 7, охватывающий Э 4. При этом в Э 7 закреплены размещенные в одной плоскости полые при- емно-передающие цилиндры (Ц) 10-17, выполненные со сквозными пазами 18. Внутри канала 5 и Ц 10-17 размещены с возможно/J Астью взаимодействия между собой Э 19 сталкивателя. На крайних Э 19 смонтированы пальцы (П) 20, размещенные в пазах 18. При этом Ц 10-17 размещены на Э 7 равномерно по его окружности с возможностью попарного Совмещения с каналом 5. Угол между продольными осями одновременно совмещенных с последним Ц 10, 16 выполнен кратным углу между продольными осями смежных Ц 16, 17. Размещенные в зоне приема и за Ц 10, расположенным в зоне подачи Ц 16, 17 выполнены со свободными от Э 19 участками для размещения деталей 1. Деталь устанавливается на Ц 10 и Э 7 поворачивается на угол, равный углу между осями смежных Ц 16, 17 Затем на Ц 11 устанавливается следующая деталь 1, нажимая на П 20, при этом Э 19 перемещаются вдоль Ц 11, канала 5 и Ц 17. После поворота Э 7 деталь 1 устанавливается на Ц 12. От взаимодействия с П 20 происходит перемещение Э 19 через Ц 12, канал 5 и Ц 10 и сталкивание П 20 последней детали 1. За один рабочий цикл, соответствующий повороту корпуса на 360°, осуществляется прием-передача восьми деталей 1 под углом 90°. 2 ил, (Л о П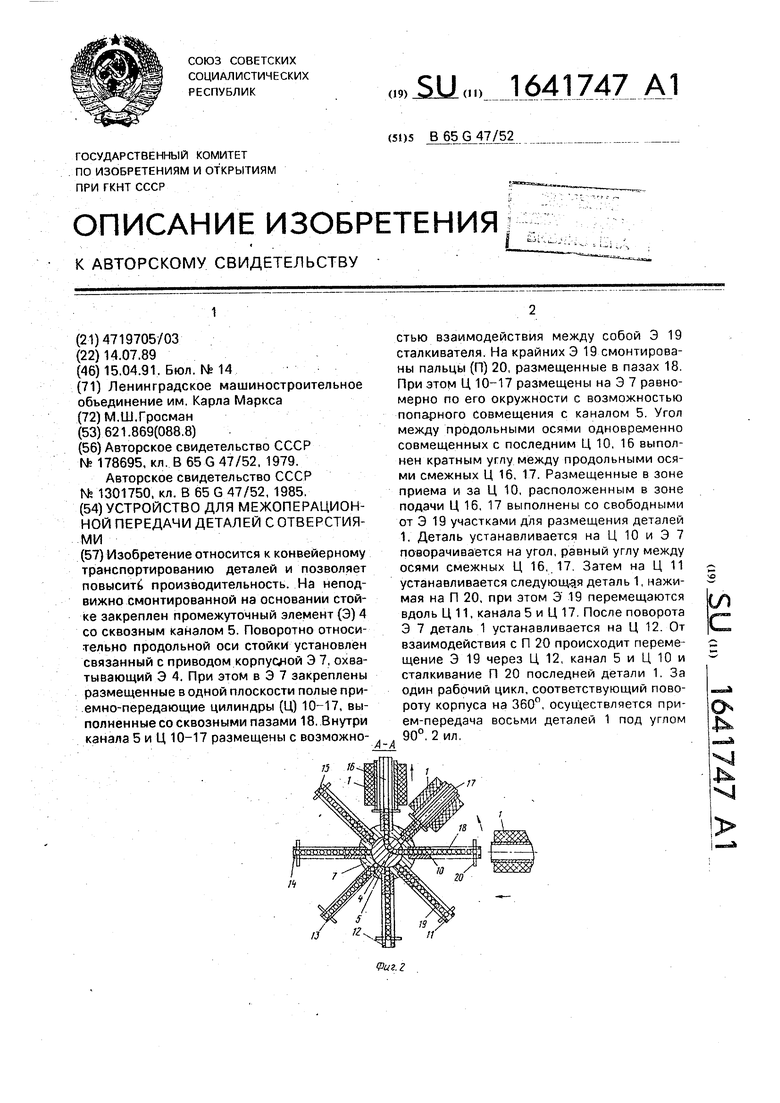
L
f T fjff
iqqb о pfaoQю
-. f i f i7
/ / / 10 19 20
| ГИДРАВЛИЧЕСКОЕ УСТРОЙСТВО ДЛЯ БЛОКИРОВКИ ПОДВЕСКИ АВТОМОБИЛЯ-САМОСВАЛА | 0 |
|
SU178695A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Устройство для межоперационной передачи деталей с отверстиями | 1985 |
|
SU1301750A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
