00
с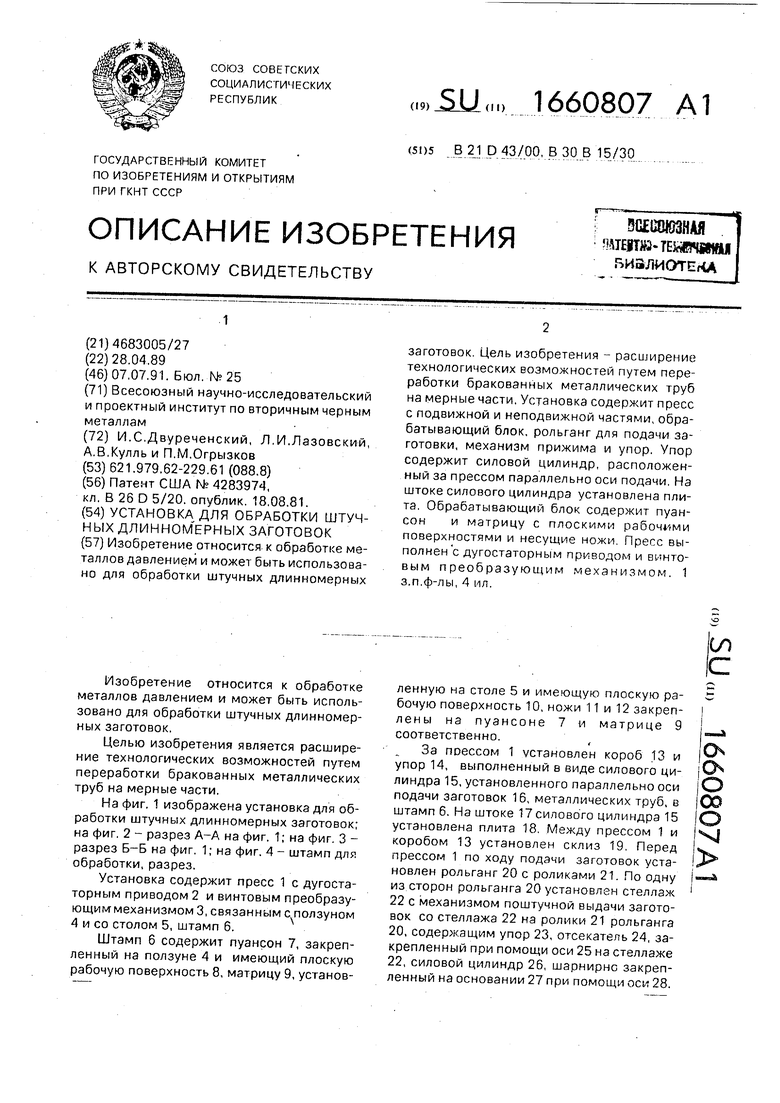
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для пробивки отверстий в материале | 1989 |
|
SU1690918A1 |
| Способ изготовления изделий, преимущественно трубчатых раскосов со сплющенными концами, и линия для его осуществления | 1989 |
|
SU1657270A1 |
| Линия резки труб | 1981 |
|
SU1006101A1 |
| Автоматизированный технологический комплекс для обработки фасонного и сортового проката | 1987 |
|
SU1511020A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ОБРАБОТКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 1972 |
|
SU346153A1 |
| Устройство для обработки штучных заготовок | 1988 |
|
SU1538964A1 |
| Устройство для контурной выдачи и перемещения заготовок | 1990 |
|
SU1738443A1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ ПРЕССОВ | 1966 |
|
SU224470A1 |
| Устройство для отделения от пакета и подачи в зону обработки штучных длинномерных заготовок | 1979 |
|
SU863100A1 |
| Устройство для изготовления деталей из длинномерного материала | 1983 |
|
SU1166868A1 |

Изобретение относится к обработке металлов давлением и может быть использовано для обработки штучных длинномерных заготовок. Цель изобретения - расширение технологических возможностей путем переработки бракованных металлических труб на мерные части. Установка содержит пресс с подвижной и неподвижной частями, обрабатывающий блок, рольганг для подачи заготовок, механизм прижима и упор. Упор содержит силовой цилиндр, расположенный за прессом параллельно оси подачи. На штоке силового цилиндра установлена плита. Обрабатывающий блок содержит пуансон и матрицу с плоскими рабочими поверхностями и несущие ножи. Пресс выполнен с дугостаторным приводом и винтовым преобразующим механизмом. 1 з.п.ф-лы, 4 ил.
Изобретение относится к обработке металлов давлением и может быть использовано для обработки штучных длинномерных заготовок.
Целью изобретения является расширение технологических возможностей путем переработки бракованных металлических труб на мерные части.
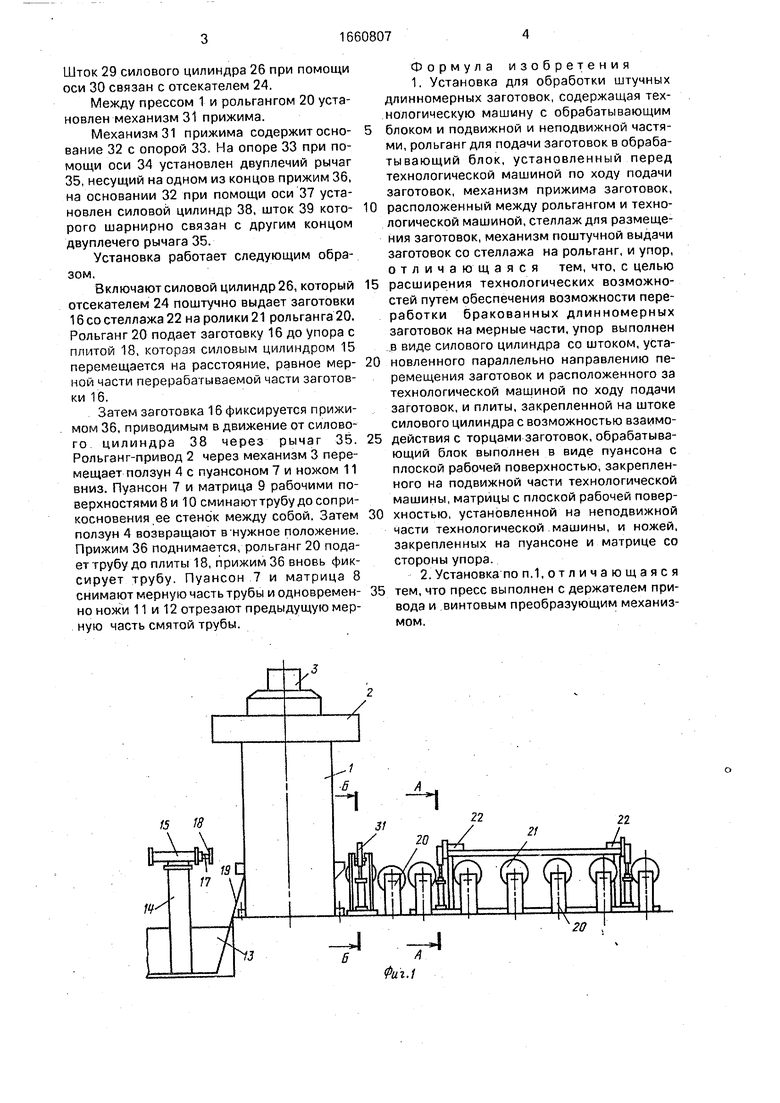
На фиг. 1 изображена установка для обработки штучных длинномерных заготовок; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - штамп для обработки, разрез.
Установка содержит пресс 1 с дугостаторным приводом 2 и винтовым преобразующим механизмом 3, связанным с ползуном 4 и со столом 5, штамп 6.
Штамп 6 содержит пуансон 7, закрепленный на ползуне 4 и имеющий плоскую рабочую поверхность 8, матрицу 9, установленную на столе 5 и имеющую плоскую рабочую поверхность 10, ножи 11 и 12 закреплены на пуансоне 7 и матрице 9 соответственно.(
За поессом 1 установлен короб 13 и упор 14, выполненный в виде силового цилиндра 15, установленного параллельно оси подачи заготовок 16, металлических труб, в штамп 6. На штоке 17 силового цилиндра 15 установлена плита 18 Между прессом 1 и коробом 13 установлен склиз 19 Перед прессом 1 по ходу подачи заготовок установлен рольганг 20 с роликами 21. По одну из сторон рольганга 20 установлен стеллаж 22 с механизмом поштучной выдачи заготовок со стеллажа 22 на ролики 21 рольганга 20, содержащим упор 23, отсекатель 24, закрепленный при помощи оси 25 на стеллаже 22, силовой цилиндр 26, шарнирнс закрепленный на основании 27 при помощи оси 28.
о
о
00
о
XI
Шток 29 силового цилиндра 26 при помощи оси 30 связан с отсекателем 24.
Между прессом 1 и рольгангом 20 установлен механизм 31 прижима.
Механизм 31 прижима содержит основание 32 с опорой 33. На опоре 33 при помощи оси 34 установлен двуплечий рычаг 35, несущий на одном из концов прижим 36, на основании 32 при помощи оси 37 установлен силовой цилиндр 38, шток 39 которого шарнирно связан с другим концом двуплечего рычага 35.
Установка работает следующим образом.
Включают силовой цилиндр 26, который отсекателем 24 поштучно выдает заготовки 16 со стеллажа 22 на ролики 21 рольганга 20. Рольганг 20 подает заготовку 16 до упора с плитой 18, которая силовым цилиндром 15 перемещается на расстояние, равное мерной части перерабатываемой части заготовки 16.
Затем заготовка 16 фиксируется прижимом 36, приводимым в движение от силового цилиндра 38 через рычаг 35. Рольганг-привод 2 через механизм 3 перемещает ползун 4 с пуансоном 7 и ножом 11 вниз. Пуансон 7 и матрица 9 рабочими поверхностями 8 и 10 сминают трубу до соприкосновения ее стенок между собой. Затем ползун 4 возвращают в нужное положение. Прижим 36 поднимается, рольганг 20 подает трубу до плиты 18, прижим 36 вновь фиксирует трубу. Пуансон 7 и матрица 8 снимают мерную часть трубы и одновременно ножи 11 и 12 отрезают предыдущую мерную часть смятой трубы.
Формула изобретения
блоком и подвижной и неподвижной частями, рольганг для подачи заготовок в обраба- тывающий блок, установленный перед технологической машиной по ходу подачи заготовок, механизм прижима заготовок,
расположенный между рольгангом и технологической машиной, стеллаж для размещения заготовок, механизм поштучной выдачи заготовок со стеллажа на рольганг, и упор, отличающаяся тем, что, с целью
расширения технологических возможностей путем обеспечения возможности переработки бракованных длинномерных заготовок на мерные части, упор выполнен в виде силового цилиндра со штоком, установленного параллельно направлению перемещения заготовок и расположенного за технологической машиной по ходу подачи заготовок, и плиты, закрепленной на штоке силового цилиндра с возможностью взаимодействия с торцами заготовок, обрабатывающий блок выполнен в виде пуансона с плоской рабочей поверхностью, закрепленного на подвижной части технологической машины, матрицы с плоской рабочей поверхностью, установленной на неподвижной части технологической машины, и ножей, закрепленных на пуансоне и матрице со стороны упора.
м
10
фигА
I
:d
сг
| Патент США N 4283974, кл | |||
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
| опублик | |||
| Способ использования делительного аппарата ровничных (чесальных) машин, предназначенных для мериносовой шерсти, с целью переработки на них грубых шерстей | 1921 |
|
SU18A1 |
