Изобретение относится к машиностроению и может быть использовано производстве деталей в виде втулок прецизионными отверстиями.
Цель изобретения - повышение ка чества обработки за счет исключения влияния геометрических погрешностей обрабатываемой втулки на процесс обработки.
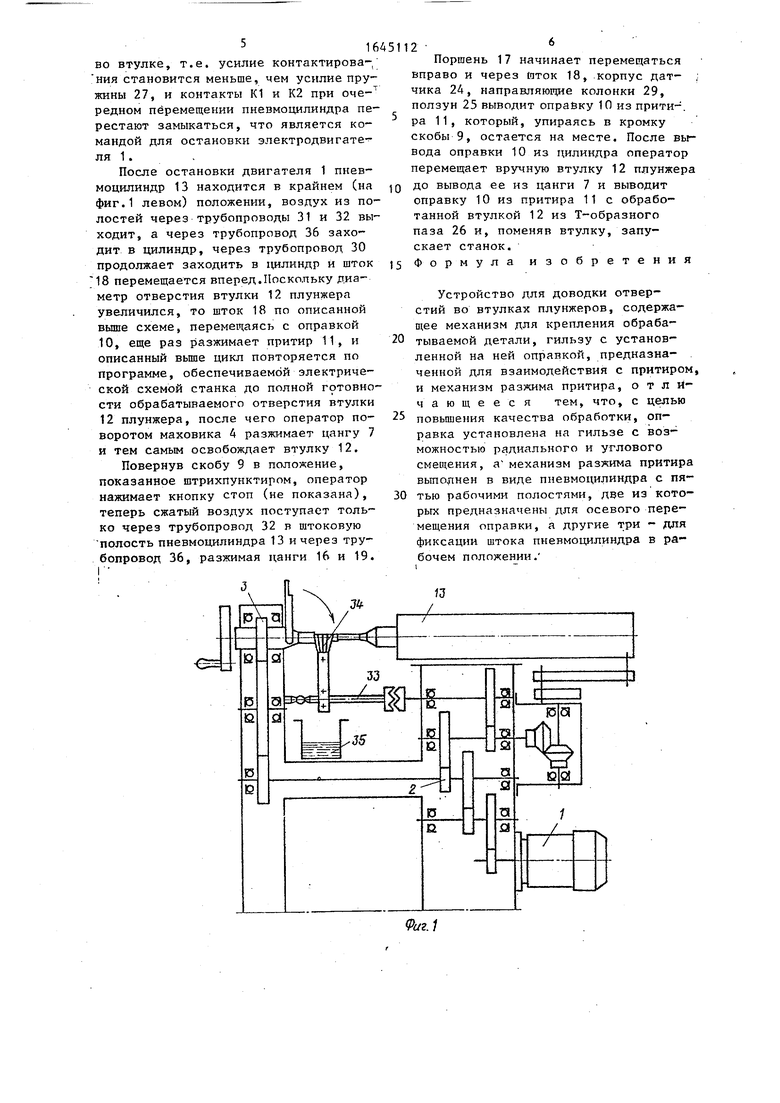
На фиг. 1 схематически показана кинематика станка; на фиг. 2 - пнев моцилиндр; на фиг. 3 - механизм для крепления втулки плунжера и разжима притира.
Устройство для доводки отверстий во втулках плунжеров содержит электродвигатель 1, привод 2, состоящий из набора валов и зубчатых колес, механизм крепления детали 35 состоящий из маховика А, защитного устройства 5 с шестерней б и цангой 7, втулки 8, скобы 9, оправки 10 и притира 11, на котором размещена втулка12 плунжера, пневмоцилиндра 13 с датчиком, включающего в себя крышку 14, гильзу 15 и крышку с цангой 16s с размещенным внутри поршнем 17 со штоком 18, стенкой с цангой 19, два поршня с конусами 20 и 21 и кольцом 22, направляющих 23, корпус датчика 24, ползун 25 с Т-образным пазом 26, пружину 27 э контакты К1 и К2, регулировочную гайку 28, направляющие колонки 29.
Оператор вручную надевает на оправку 10 притир 11 и втулку 12 плунжера и заводит хвостовик оправки 10 в Т-образный паз 26, после чего, перемещая втулку 12 по притиру 11, вставляет ее в цангу 7 и поворотом маховика 4 зажимает цангу 7, которая жестко фиксирует втулку плунжер после чего нажатием пусковой кнопки (электрическая и пневматическая схема на фиг.1-3 не показаны) включает устройство.
Через трубопровод 30 в поршневую полость через регулятор давления (н показан) поступает сжатый воздух и перемещает поршень 17 со штоком 18,
0
5
0
5
0
5
0
5
0
5
корпусом датчика 24, ползуном 25, отправкой 10 и притиром 11 вперед (на фиг.2 и 3 влево). На пути перемещения притир 11 наталкивается на втулку 8 и останавливается, а оправка 10, продолжая перемещаться, разжимает притир Т1 до момента плотного контактирования его со стенкой втулки 12 плунжера (усилие контактирования выставляется регулятором давления сжатого воздуха), после чего перемещение поршня 17 прекращается . По истечении заданного времени (обеспечивается электрической схемой) через трубопровод 31 подается сжатый воздух, который перемещая поршень с конусами 20 и 21 в противоположных направлениях, зажимает цанги 16 и 19, которые фиксируют шток 18 в том положении, в котором он остановился. Одновременно сжатый воздух через регулятор давления и трубопровод 32 поступает в штоковую полость пневмоцилиндра и тем самым обеспечивает более надежную фиксацию штока 18.
После фиксации штока 18 включается электродвигатель 1 (беспечивает- , ся электрической схемой) и через привод 2 обеспечивает вращательное дви- жение механизма крепления детали 3 (втулка 12 плунжера вращается), возвратно-поступательное движение - пневмоцшшндру 13 с датчиком и оправкой 10 с притиром 11, и вращательное движение - валу 33 со щеткой 34, которая, периодически окунаясь в ванну с жидкой абразивной пастой 35, наносит ее в процессе работы на притир 11, который плотно контактирует со стенками отверстия во втулке 12 плунжера и поэтому при очередном перемещении пневмоцилиндра вперед (на фиг.2 влево) ползун 25, преодолевая усилие пружины 27, замыкает контакты К1 и К2. По мере притирки диаметр втулки 12 i увеличивается и плотность контактирования притира с втулкой уменьшается и наконец наступает время, когда притир свободно начинает перемещаться
fa
26ЯЯ& Iftltl 16
Ur
Л f7 /
aJ
// 22 го
Фиг. 2
т
s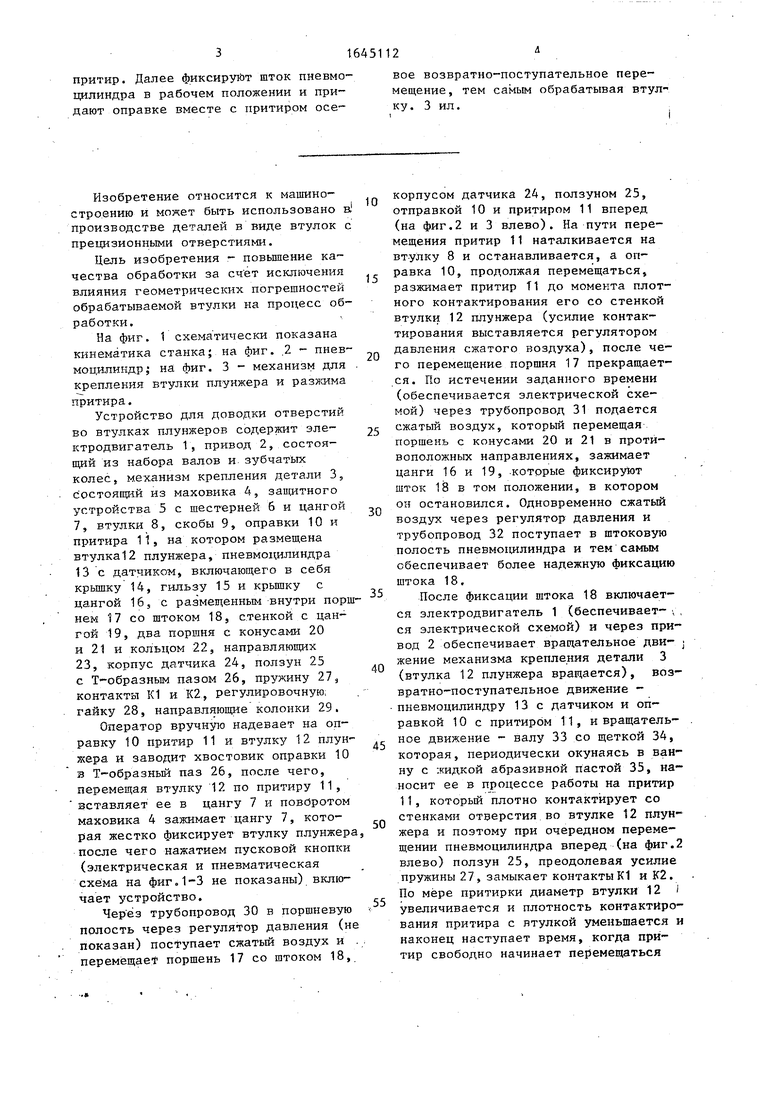
| название | год | авторы | номер документа |
|---|---|---|---|
| Патрон | 1990 |
|
SU1727952A1 |
| Механизм зажима и подачи прутка | 1987 |
|
SU1472178A1 |
| Механизм подачи и зажима прутка | 1985 |
|
SU1282963A1 |
| Пружинно-пневматический патрон | 1978 |
|
SU804222A1 |
| СПОСОБ УСТАНОВКИ ЭЛЕМЕНТОВ ПРОТИВОСКОЛЬЖЕНИЯ В ПРОТЕКТОР ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1993 |
|
RU2050286C1 |
| УСТРОЙСТВО ДЛЯ ПОЛИРОВАНИЯ И ДОВОДКИ ВНУТРЕННИХ РЕЗЬБ | 1992 |
|
RU2086366C1 |
| Устройство для размерной настройки разрезного притира | 1988 |
|
SU1570887A1 |
| Захватное устройство | 1990 |
|
SU1815211A1 |
| Шпиндельная бабка | 1991 |
|
SU1816537A1 |
| Механизм зажима пруткового материала | 1987 |
|
SU1450910A1 |
Изобретение относится к машиностроению и может быть использовано в производстве деталей в виде втулок с. прецизионными отверстиями. Целью изобретения является повышение качества обработки за счет исключения влияния геометрических погрешностей втулки на процесс обработки. В устройстве оправка 10 не крепится жестко в цилиндре, но свободно вставляется в фигурный паз своим хвостовиком, имеющим ответный профиль. Механизм разжима притира 11 выполнен в виде ггнев- моцилиндра с пять а рабочими полостями, две из которых служат для перемещения оправки в осевом направлении, а три оставшиеся полости - для фиксации штока цилиндра в рабрчем положении. Устройство оборудовано датчиком контроля за обработкой поверхности, обеспечивающим работу притира в режиме выхаживания деталей. Оператор вручную надевает на оправку притир и втулку плунжера, после чего, перемещая втулку по притиру, вставляет ее в цангу 8 и поворотом маховика 5 зажимает цангу. Подавая сжатый воздух в полости пневмоцштандрЗ) перемещают оправку влево, разжимая
| Ручной насос для двух жидкостей | 1923 |
|
SU820A1 |
| Изготовитель - Одесский завод прецизионных станков им.XXV съезда КПСС, 1980. | |||
