Изобретение относится к станкостроению и может найти применение в металлургической промышленности в станках для абразивной резки заготовок.
Цель изобретения - повышение производительности за счет сокращения вспомогательного времени на настройку и расширение технологических возможностей.
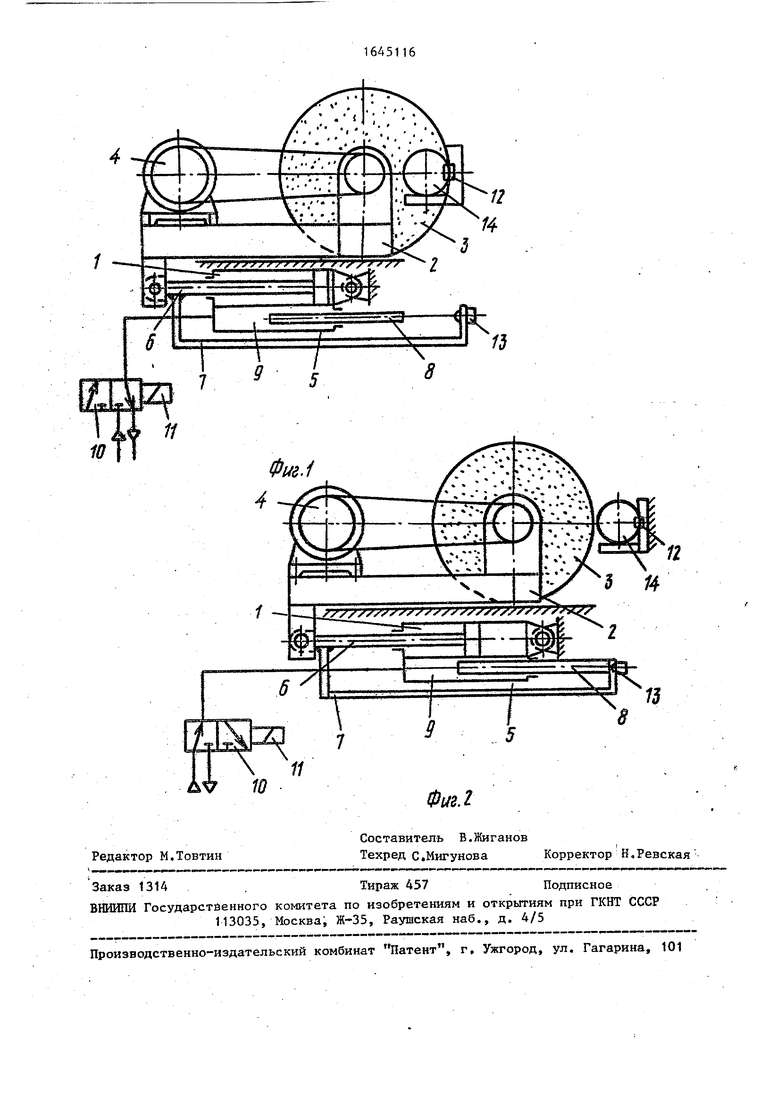
На фиг. 1 показано устройство, исходное положение; на фиг.2 - то же, в момент окончания реза.
Устройство для регулирования перемещения режущего инструмента, например, абразивного круга, с учетом его износа включает привод перемещения 1 абразивной бабки 2, имеющей режущий инструмент 3 и привод его вращения (электродвигатель) 4, оснащенный узлом контроля тока электродвигателя (не показан)„ Привод перемещения 1 выполнен в виде гидроцилиндра, на корпусе которого смонтирован корпус 5 плунжерного цилиндра, а шток 6 оснащен рычагом 7. Внутри кор10
316451
пуса 5 установлен плунжер 8. Полость 9 плунжерного цилиндра соединена пневматически с двухпозиционным воздухораспределителем 10, имеющим эле- , ктромагнит 11. Устройство содержит систему датчиков 12, 13. Датчик 12 установлен в зоне окончания резки заготовки 14, датчик 13 смонтирован на рычаге 7.
Устройство работает следующим образом.
Включается привод вращения (электродвигатель) 4 режущего инструмента 3 и привод перемещения 1 абразив- 15 ной бабки 2. Одновременно с этим отключается электромагнит 11 и в полость 9 плунжерного цилиндра, корпус 5 которого смонтирован на корпусе гидроцилиндра жестко, через двухпо- зиционный воздухораспределитель 10, с которым полость 9 связана пневматически, подается воздух. Плунжер 8 перемещается синхронно со штоком 6 привода перемещения 1 и рычагом 7, находясь в контакте с датчиком 13. Когда режущий инструмент -3 коснется поверхности заготовки 14 и начнется Р езка, произойдет возрастание нагрузки на приводе вращения (электродвигателе) 4 и узел контроля тока электродвигателя подаст команду на включение электромагнита полость 9 плунжерного пилиндра соединится через двухпозиционный воздухораспределитель 10 с атмосферой. Движение плунжера 8 прекратится, а рычаг 7 и датчик 13 продолжают свое движение совместно со штоком 6 в процессе всего реза. Когда заготовка 4Q 14 полностью разрезана, то режущий инструмент 3 выходит за пределы загоовки 14 и воздействует на датчик 12, установленный стационарной зоне рез-- ки. При этом датчик 12 подает коман- 45 ду на реверс привода перемещения 1, т.е. на отвод режущего инструмента 3.
70
25
30
35
16
Как только датчик 13, установленный на рычаге 7, перемещающемся вместе со штоком 6, на своем пути входит в контакт с торцом плунжера 8, подается команда на отключение привода перемещения 1. Абразивная бабка 2 останавливается.
Периферийная часть режущего инструмента 3 находится от поверхности заготовки 14 на расстоянии, достаточном для предотвращения ее разрушения заготовки 14, и позволяющем перемещать абразивную бабку 2 на рабочей подаче без потери производительности. Минимальная величина этого расстояния равна величине износа абразивного круга за один рез заготовки.
15 4Q 45
70 Формула изобретения
5
Устройство для настройки режущего инструмента, преимущественно абразивного круга, содержащее привод перемещения бабки круга, выполненный в виде гидроцилиндра, на штоке которого закреплен рычаг, датчики начала резания, установленные с возможностью перемещения относительно корпуса, датчики окончания резания и тока эле ктродвигателя вращения круга, отличающееся тем, что, с целью повышения производительности и расширения технологических возможностей, устройство снабжено плунжерным пневмоцшшндром, корпус которого закреплен на корпусе гидроцилиндра, и электромагнитным воздухораспределителем, силовой частью подключенным к пневмоцилиндру, а управляющим электромагнитом - к датчику тока электродвигателя, датчик начала резания установлен на рычаге гидроцилиндра с возможностью взаимодействия с торцом плунжера, а датчик окончания резания установлен на постоянном расстоянии от торца пневмоцилиндра.
10
Фж.1
4
/J
Фиг. г
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК АБРАЗИВНО-ОТРЕЗНОЙ | 2023 |
|
RU2829071C1 |
| Шлифовальный станок с числовым программным управлением | 1985 |
|
SU1316795A1 |
| РУЧНОЙ ГИДРАВЛИЧЕСКИЙ РЕЗАК | 1997 |
|
RU2121433C1 |
| АБРАЗИВНО-ОТРЕЗНОЙ СТАНОК | 1967 |
|
SU205646A1 |
| Станок для загибки и отрезки концов трубных спиралей | 1989 |
|
SU1648592A1 |
| Станок для резки заготовок | 1987 |
|
SU1558645A1 |
| Станок с ЧПУ для заточки инъекционных игл одноразовых шприцов | 1990 |
|
SU1774911A3 |
| Бесцентровошлифовальный станок | 1989 |
|
SU1708593A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТРУБ | 2005 |
|
RU2301724C2 |
| СПОСОБ ОЧИСТКИ ГИДРОУДАРОМ АКСИАЛЬНО-СМЕЩЕННОЙ РЕЖУЩЕЙ ПОВЕРХНОСТИ АБРАЗИВНОГО ИНСТРУМЕНТА | 2001 |
|
RU2191676C2 |
Изобретение относится к станкостроению и может найти применение в металлургической промышленности для абразивной резки заготовок. Целью изобретения является повышение производительности за счет сокращения вспомогательного времени на настройку и расширение технологических возможностей. При включении привода перемещения абразивной бабки вместе с ней перемещается плунжер пневмо- цилиндра с датчиком начала резания до касания круга с заготовкой. Во время касания с заготовкой сигнал с датчика тока электродвигателя вращения круга отключает подачу плунжера и включает рабочую подачу. Осуществляется резание заготовки. Датчик начала резания отходит от торца плунжера. После окончания резания датчик дает команду на реверс привода подачи, При этом отводится круг до момента касания датчика начала резания с торцом плунжера. После касания датчик начала резания посылает сигнал на остановку привода подач. Таким образом круг перемещается в точку первоначального резания и отдален от заготовки при последующем резании на величину своего износа, полученного при предыдущем ряде. 2 ил. с & о Јъ СЛ
| Устройство для регулирования перемещения и компенсации износа режущего инструмента | 1972 |
|
SU440245A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
