| название | год | авторы | номер документа |
|---|---|---|---|
| Способ чистовой обработки зубчатых колес | 1989 |
|
SU1620226A1 |
| Способ бескопирной обработки профильных поверхностей | 1980 |
|
SU929333A1 |
| СПОСОБ ОБРАБОТКИ ЭВОЛЬВЕНТНЫХ ПРОФИЛЕЙ КРУГОВЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1992 |
|
RU2049608C1 |
| Способ шлифования зубьев пары сопряженных зубчатых изделий | 1982 |
|
SU1031658A1 |
| Сверло | 1989 |
|
SU1708543A1 |
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2446923C1 |
| СПОСОБ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС ШЕВИНГОВАНИЕМ-ПРИКАТЫВАНИЕМ | 2011 |
|
RU2479389C1 |
| Режущий инструмент | 1990 |
|
SU1738480A2 |
| Токарный резец | 1983 |
|
SU1168339A1 |
| Способ чистовой обработки эвольвентных профилей зубьев зубчатых колес | 1982 |
|
SU1098143A1 |
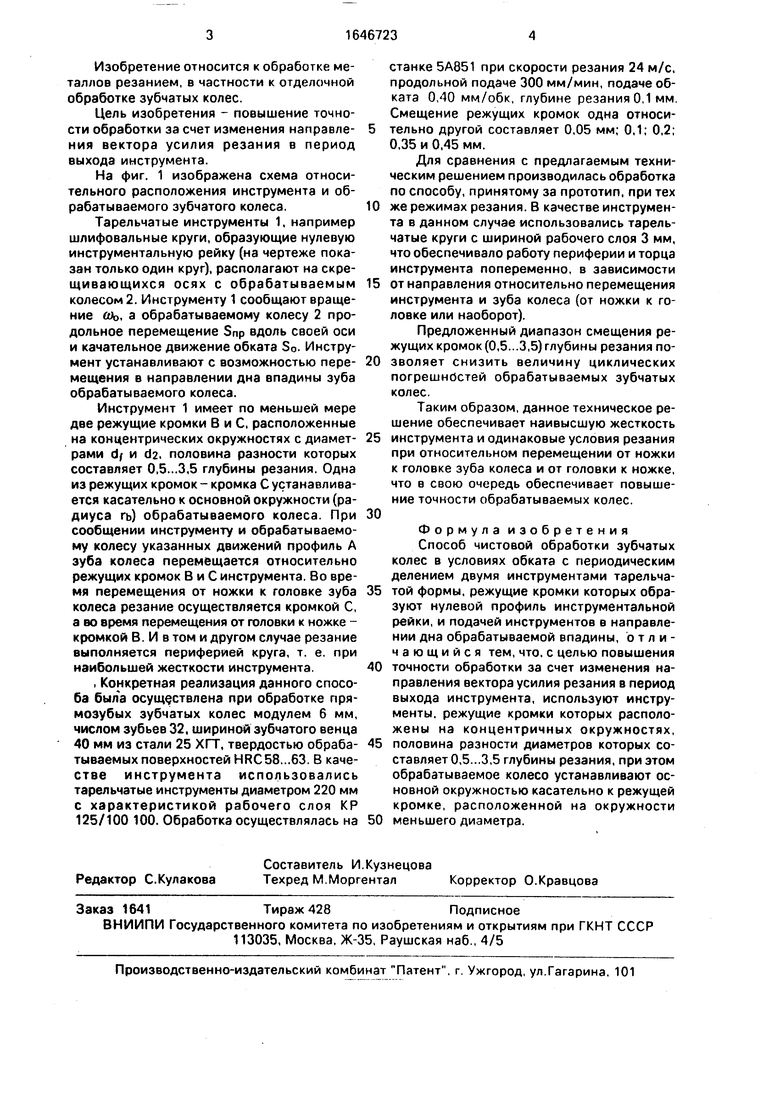
Изобретение относится к обработке металлов резанием, а именно к отделочной обработке зубчатых колес. Цель изобретения - повышение точности обработки за счет изменения направления вектора усилия резания в период выхода инструмента. Тарельчатые инструменты 1, образующие нулевую инструментальную рейку, устанавливают на скрещивающихся осях с обрабатываемым колесом 2 Инструменту сообщают вращение (Do обрабатываемому колесу - продольное перемещение 5Пр вдоль своей оси и качательное движение обката So Режущие кромки инструмента расположены на концентричных окружностях, половина разности которых составляет 0,5...3,5 глубины резания. Обрабатываемое колесо устанавливают основной окружностью касательно к режущей кромке, расположенной на окружности меньшего диаметра. Т. о. резание выполняется периферией круга, т е при наибольшей жесткости инструмента 1 ил ё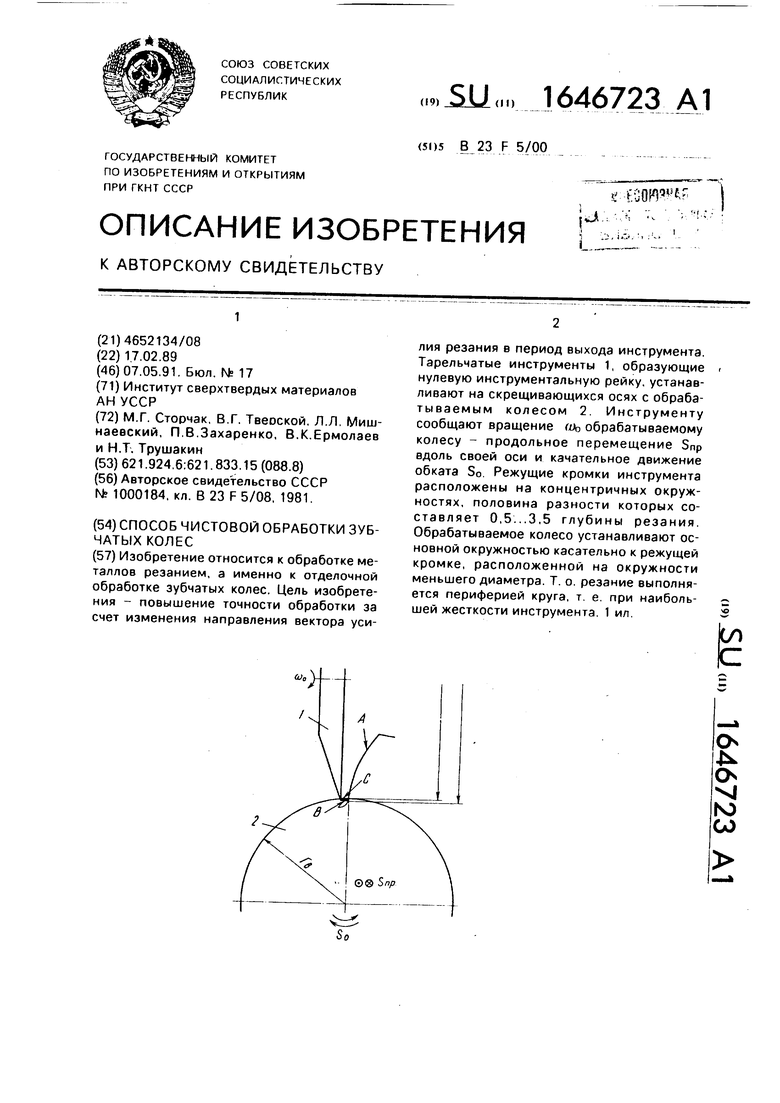
| Способ шлифования зубчатых колес | 1981 |
|
SU1000184A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
