Изобретение относится к станкостроению, касается изготовления инструмента и может быть использовано при работе многолезвийного инструмента.
Цель изобретения - повышение производительности обработки.
На фиг. 1 изображено предлагаемое устройство в плане; на фиг. 2 - сечение А-А на фиг. 1.
Устройство состоит из корпуса 1 с встроенным стаканом 2, в котором размещен на подшипниках полый шпиндель 3 с мальтийским крестом 4. На верхнем конце шпинделя 3 установлена шестерня 5. В полости шпинделя 3 размещен в подшипниках вал 6, верхняя часть которого скреплена с планшайбой 7, а нижняя - с мальтийским крестом 8. По периферии планшайбы 7 установлены оправки 9 для.крепления заготовок 10, причем напротив каждой оправки 9 установлен упор 11, взаимодействующий с датчиком 12 концевого положения при смене позиции. Оправка 9 заготовки 10 содержит стакан 13 с встроенной в него на подшипниках осью 14, на одном конце которой установлена сменная насадка 15 для крепления заготовки 10, а на другом - разрезная шестерня 16, кинематически связанная с шестерней 5 шпинделя 3,
В корпусе 1 смонтирован привод поворота планшайбы 7. Электродвигатель 17 через червячный редуктор 18 кинематически связан с водилом 19 и мальтийским крестом 8 (первый мальтийский механизм),
В приводе поворота оправки 9 вращение от электродвигателя 20 через электромагнитную муфту 21 и червячный редуктор 22 передается на водило 23, которое приводит во вращение мальтийский крест 4 (второй мальтийский механизм), смонтированный на шпинделе 3 и передающий вращение через шестерню 5, кинематически связанную с разрезными шестернями 16, расположенными на осях 14, производя деление заготовки на заданный угол (90°) на позиции обработки. Для контроля положения флажка 24 водила 23 установлен датчик 25 концевого положения.
Привод подачи обрабатывающего инструмента содержит шпиндель 26 с инструментом 27 на направляющих (не показаны) и цилиндр 28 подачи. Контроль исходного и рабочего положений осуществляется двумя датчиками 29 и 30 концевого положения. Устройство снабжено счетчиком импульсов 31. Фиксация заготовки 10 на позиции обработки производится механизмом 32 прижима.
Устройство работает следующим образом.
Заготовка 10 устанавливается на сменную насадку 15 на позиции I (фиг. 1).
Включаются электродвигатели 17 и 20, при этом работает только привод поворота
планшайбы 7 (первый мальтийский механизм), поскольку в приводе поворота оправок 9 (во втором мальтийском механизме) электромагнитная муфта 21 отключена и электродвигатель 20 вращается вхолостую.
0 Таким образом, по циклу работы устройства привод поворота планшайбы 7 от электродвигателя 17 через червячный редуктор 18 вращает водило 19, поворачивая мальтийский крест 8 (четырехпозиционный) на 90°,
5 который вместе с валом 6 разворачивает планшайбу 7, обкатывая разрезными шестернями 16 оправки 9 неподвижную шестерню 5 полого шпинделя 3 (второй мальтийский механизм не работает, т. е.
0 шпиндепь 3 неподвижен) и устанавливая заготовку 10 из позиции загрузки I в позицию обработки II. Поскольку загрузка производится на сменную насадку 15, расположенную под углом 45° к оси, то при подаче на
5 позицию обработки II заготовка 10 поворачивается на угол 135° из-за соотношения делительных диаметров шестерен 5 и 16, равного 1,5:1.
Таким образом, заготовка 10 (фиг. 1)
0 подводится точно необработанной гранью (к обрабатывающему инструменту 27) на позицию обработки П. Для выбора зазоров в кинематических цепях шестерни 16 выполнены разрезными, От упора 11 (при позици5 онировании) срабатывает датчик 12, который дает команду на фиксацию заготовки 10 механизмом 32 прижима перед обработкой и подвод инструмента 27.
Производится заточка режущей кромки
0 заготовки 10 до положения, при котором датчик 30 дает команду на отвод шпинделя 26 с инструментом 27. Возвращаясь в исходное положение, срабатывает датчик 29, от которого поступает команда на срабатыва5 ние электромагнитной муфты 21 (начало работы второго мальтийского механизма). Затем вращение от электродвигателя 20 через муфту 21 и червячный редуктор 22 передается на водило 23, которое, повора0 чивая мальтийский крест 4 (шестипозицион- ный) на 60° вместе с полым шпинделем 3 и шестерней 5, кинематически связанной с шестернями 16 (соотношения их делительных диаметров 1,5:1), разворачивает заго5 товку 10 на 90° на позиции обработки II. Причем в случае несрабатывания привода поворота оправок 9, т.е. не прохождения флажка 24 водила 23 мимо датчика 25, команды на подачу шпинделя 26 с инструментом 27 в зону обработки II не последует.
Работа прекращается с одновременным отключением привода поворота планшайбы 7. При наличии же команды, т. е. деление на 90° заготовки на позиции II проведено и заготовка установилась последующей гранью, следует команда на обработку. Подводится шпиндель 26 с инструментом 27 - происходит заточка. Затем производится отвод инструмента 27. Вновь осуществляется деление на 90° на позиции II. Так цикл повторяется до обработки последней четвертой грани, после чего счетчик импульсов 31 отключает электромагнитную муфту 21, т. е. привод поворота оправок 9, и отводит механизм 32 прижима. Так как привод поворота планшайбы 7 работает непрерывно, т. е. водило 19 постоянно вращается, то после короткой паузы происходит подвод следующей заготовки 10с позиции загрузки I на позицию обработки II, а обработанная заготовка 10 отводится на позицию выгрузки III (IV позиция - резервная также может использоваться для выгрузки). Это происходит потому, что время стояния заготовки 10 по позиции по циклу подобрано с учетом суммарного времени обработки, деления четырех граней одной заготовки и небольшой паузы, только после чего происходит подача следующей заготовки 10 на позицию обработки II. Далее цикл обработки следующей заготовки 10 повторяется. В данном устройстве предусмотрена возможность регулирования цикла по времени.
Устройство для обработки инструмента позволяет обеспечить непрерывный технологический цикл с совмещением процессов обработки и загрузки - выгрузки.
Формула изобретения 1. Устройство для обработки инструмента, выполненное в виде корпуса и размещенной в нем планшайбы с приводом ее
периодического поворота с первым мальтийским механизмом, приводом подачи обрабатывающего инструмента и механизмом его фиксации, отличающееся тем, что, с целью повышения производительности
обработки, оно снабжено установленным в корпусе с возможностью поворота вокруг своей оси полым шпинделем, размещенным на планшайбе с возможностью поворота вокруг своей оси, оправками с приводами их
поворота, вторым мальтийским механизмом, установленным в полом шпинделе концентрично ему, валом, при этом мальтийский крест второго мальтийского механизма установлен на шпинделе
концентрично ему, а указанный механизм кинематически связан с приводом поворота оправок, мальтийский крест первого мальтийского механизма установлен на одном конце вала, а планшайба - на противоположном, причем на одном конце каждой из оправок выполнены базовые поверхности для установки инструмента, а другие концы оправок кинематически связаны со шпинделем.
2. Устройство по п, 1, от л и ч а ю ще е- с я тем, что оно снабжено установленными на планшайбе по одному напротив каждой из оправок упорами, и кинематически связанным с приводом подачи обрабатывающего инструмента датчиком концевого положения, при этом последний установлен с возможностью взаимодействия с указанными упорами.
12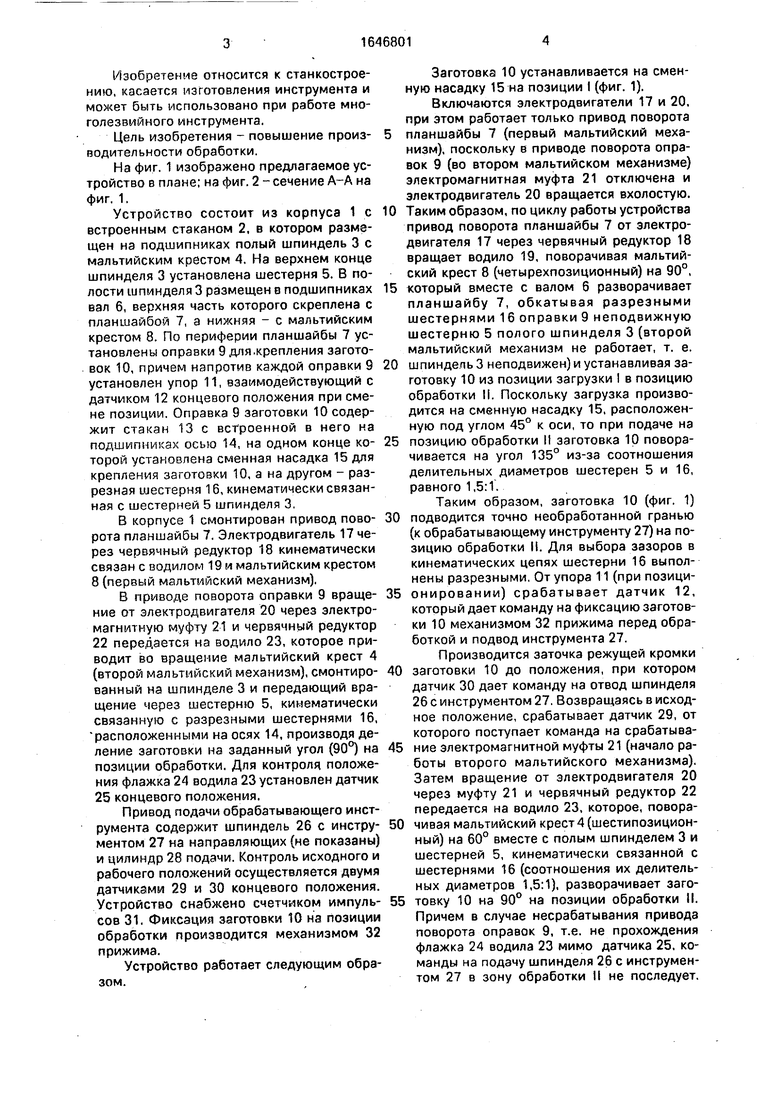
| название | год | авторы | номер документа |
|---|---|---|---|
| Заточной станок | 1989 |
|
SU1776540A1 |
| Полуавтомат для закладки клиньев в пазы статора электрической машины | 1984 |
|
SU1354349A1 |
| Многопозиционный станок для обработки зубчатых колес | 1987 |
|
SU1618531A1 |
| Многопозиционный станок | 1987 |
|
SU1454652A1 |
| Установка для металлизации изделий | 1990 |
|
SU1808400A1 |
| Станок для заточки резцов | 1980 |
|
SU1085769A1 |
| Инструментальная револьверная головка | 1987 |
|
SU1484457A1 |
| Установка для фасонной обточки пуговиц | 1987 |
|
SU1613354A1 |
| Поворотный делительный стол | 1978 |
|
SU766829A1 |
| Устройство для горячей навивки пружин из прутка | 1988 |
|
SU1542678A1 |
Изобретение относится к станкостроению, касается изготовления инструмента и может быть использовано при заточке многолезвийного инструмента. Цель изобретения - повышение производительности обработки. Полый шпиндель 3 устройства снабжен мальтийским крестом 4. На установленном в шпинделе 3 валу 6 размещены планшайба 7 и мальтийский крест 8. Оправки 9 с заготовками 10 установлены на плановd l 6 27 шайбе 7 с возможностью поворота вокруг своих осей. Одними концами оправки кинематически связаны со шпинделем 3. После установки заготовки 10 на оправку 9 производится поворот планшайбы 7 от электродвигателя 17 и мальтийского креста 8 на 90° и установка заготовки 10 на позицию обработки. Подается команда на обработку заготовки 10 обрабатывающим инструментом 27. После заточки одной режущей кромки заготовки 10 подается команда на отвод инструмента 27 и поворот мальтийского креста 4 на 60° вместе с полым шпинделем 3 и оправками 9. Происходит разворот заготовки 10 на 90°. Затем процесс заточки режущей кромки заготовки 10 повторяется. После заточки всех режущих кромок поворотом планшайбы 7 на 90° заготовка 10 отводится на позицию выгрузки, а на позицию обработки одновременно подается другая заготовка. 1 з.п. ф-лы. 2 ил. о ь о 00 О Сиг. 2
Фиг./
| Устройство для затылования режущего инструмента | 1980 |
|
SU979023A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
