Полуавтоматы для шлифования и полирования наружных радиусных поверхностен изделии, например шатунов и выноса руля велосипеда перед их гальваническим покрытием, с применением револьверного барабана, получающего периодическое враш,ение посредством механизма мальтийского креста и несундего рабочие шпиндели для установки изделия, известны.
Предлагаемый нолуавтомат отличается тем, что, с целью новышепия производительности полуавтомата, обрабатываемому изделию в рабочей позиции сообш.ают колебательпо-вращательиое движение на определенный угол, нанример 180°, для чего механизм привода шпинделей выполнен в виде поворотного копира, смонтироваппого на револьверном барабане и сообщающего качательное движение зубчатым секторам, сцепленным с шестернями шпииделей.
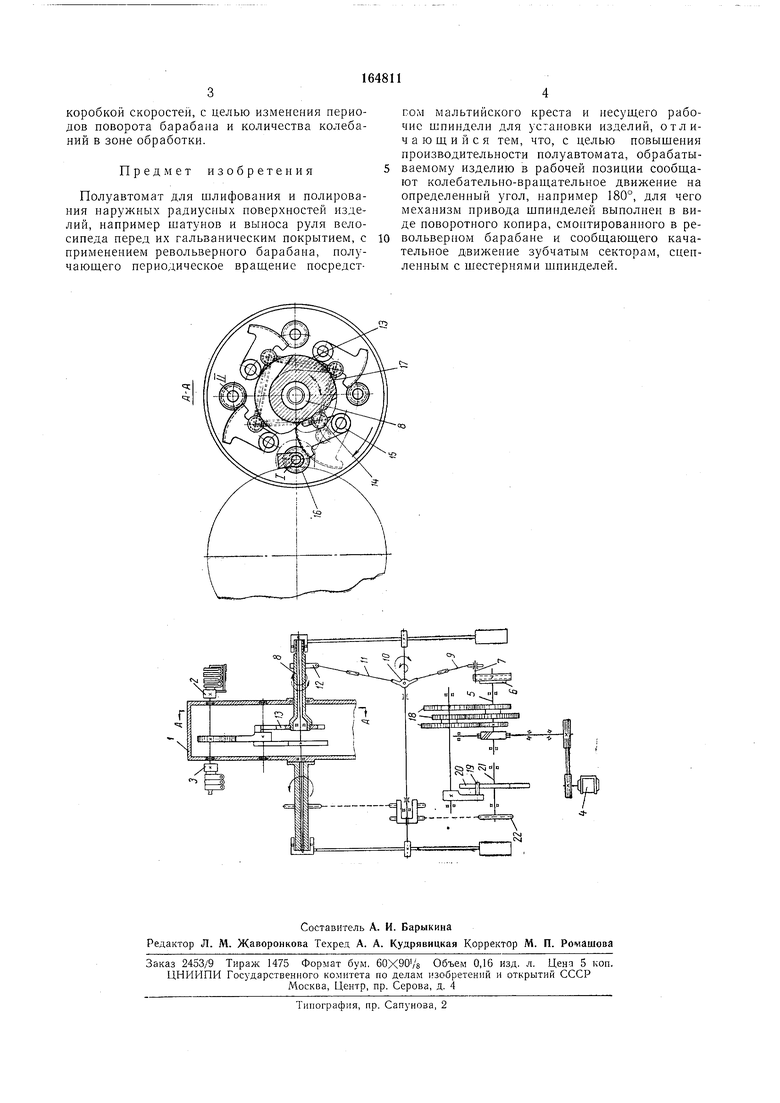
Кинематическая ехема полуавтомата изображена на чертеже.
Револьверный барабан / имеет четыре пары шпипделен 2 и 5 для крепления изделиг, подлежащих обработке. Изделия, зафиксированные в шпинделях, получают вращение переменного панравления. Механизм поворота работает следующнм образом: от электродвигателя 4 вращается вал 5, па котором в зафиксированном положении закреплен диск 6.
В пазу диска установлен палец 7. При вращении диска палец совершает круговое эксцентричное вращение относительно оси вала, чем создает колебания щпинделю 8 через тягу 9,
рычаг 10, тягу // и рычаг 12.
Копир 13, закрепленный на шпинделе 8, при повороте на необходимый угол перемещает ролик 14, укрепленный па зубчатом секторе 15, который поворачивает шестерню 16 и шпипдели 2 н 3 с изделиями, при этом изделия совершают движения. По::орот изделий в.обратном направлении осуществляется пружиной 17 по мере поворота копира в обратном направлении.
После десяти двойных колебаний барабан, поворачивается па 90 и в зону обработки входит следующая пара шпинделей с изделиями. Шпиндели е изделиями поеле обработки переходят е позиции / в позицию //. Затем цикл
шлифования повторяется.
Поворот барабана осущеетвляетея следующим образом: от электродвигателя валу еообщается вращательное движение через щестерни 18 с пальцем 19. Во время щлифования радиуеов изделий палец, вращаясь, пе касается мальтийского креста 20. Когда палец заходит в паз мальтийского креста, барабан поворачивается от вала 21 через зубчатки 22. Для подбора паиболее рациональных режи
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для обдирки наждачным кругом цилиндрических или конических наружных поверхностей деталей | 1950 |
|
SU91692A1 |
| СТАНОК ДЛЯ ОБРЕЗКИ И ЗАКАТКИ КРАЕВ | 1966 |
|
SU185829A1 |
| Устройство для устранения затиранияРЕжущЕгО иНСТРуМЕНТА HA зубОдОлбЕжНОМСТАНКЕ | 1979 |
|
SU797849A1 |
| Полуавтомат для получения сборных изделий | 1972 |
|
SU442037A1 |
| ПОЛУАВТОМАТ ДЛЯ ОБРАБОТКИ КЕРАМИЧЕСКИХ ДЕТАЛЕЙ ПОСЛЕ ЛИТЬЯ | 1972 |
|
SU324155A1 |
| АВТОМАТ ДЛЯ ДЕЛЕНИЯ И УПАКОВКИ ФОТОПЛЕНКИ | 1968 |
|
SU212818A1 |
| Устройство для обработки стекол, преимущественно автомобильных | 1972 |
|
SU443846A1 |
| АВТОМАТИЧЕСКАЯ РЕВОЛЬВЕРНАЯ ГОЛОВКА | 1990 |
|
RU2035268C1 |
| Полуавтомат для пайки погружением | 1955 |
|
SU115038A1 |
| МЕХАНИЗИРОВАННЫЙ СТОЛ СБОРЩИКА | 1971 |
|
SU316073A1 |
