Известны станки для полирования и шлифования цилиндрических изделий, которые подаются из бункера в гнезда дискового питателя, перекатывающего изделия по неподвижной фрикционной накладке для сообщения им вращения в процессе обработки хлопчатобумажным или войлочным рабочим кругом при наличии полирующей пасты.
Предлагаемый станок для полирования и шлифования цилиндрических изделий, например головок винтов, шурупов и т. п., отличается от известных тем, что под рабочим хлопчатобумажным или войлочным кругом установлен толкатель, соверщающий осевое движение.
На валу редуктора дискового питателя укренлеи диск, кулачки которого приводят в действие рычажно-храповой механизм, сообщающий гайке поступательное движение. Под воздействием гайки обеспечивается 1 ода1а пастового столбика к рабочему кругу. Такое выполнение станка автоматизирует нодаму твердой пасты на рабочий круг.
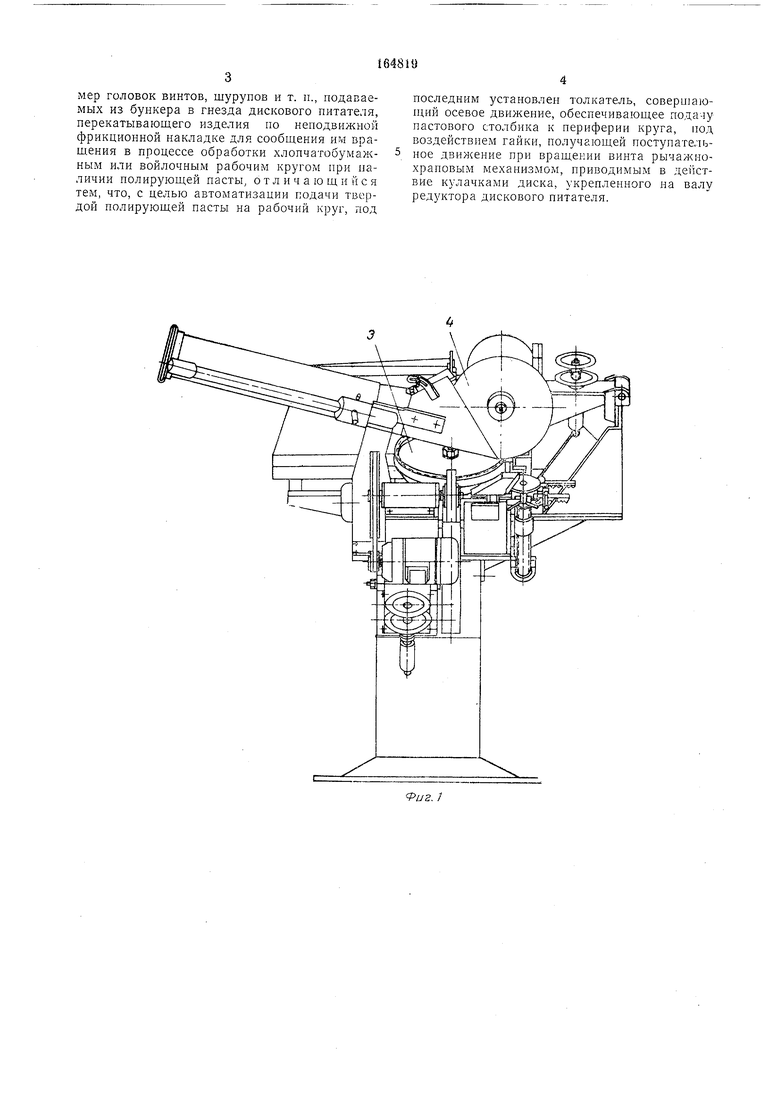
На фиг. 1 изображен общий вид станка; па фиг. 2 -то же, вид справа; на фиг. 3-рычажно-храповой механизм; на фиг. 4-узел подачи насты.
лоток 2 и движутся в гнезда дискового питателя 3.
Дисковый питатель подает винты в рабочую зону иод кругом 4 по неподвижной фрикционной накладке (на чертеже не показана) для сообщения им вращательного движения.
Подача пасты осуществляется рычаго.м 5 и храповым колесом 6. На валу редуктора дискового питателя 3 укреплен чашеобразный диск 7. Кулачки 8 диска поворачивают рычаг 5, сидящий свободно па валу винта 9.
Собачка W па рычаге 5 поворачивает посредством храпового колеса 6 вал випта 9, который через кронштейны Л, 12 крепится к четыреху1ольной трубе 13, где расположен пастовый столбик. При вращении винта 9 его raiiKa с толкателем 14, установленным под рабочим 1и)угом 4 и совершающим осевое дви кение, поднимается, так как планка, соедипяющая етержень толкателя 14 с гайкой, ходит в прорези трубы 13, что не дает возможности гайке вращаться. При этом толкатель 14 производит подачу пасты. Количество подаваемой пасты за один ход рычага 5 регулируется винтом /5.
Предмет изобретения
мер головок винтов, шурупов и т. п., подаваемых из бункера в гнезда дискового питателя, перекатывающего изделия по неподвил ыой фрикционной накладке для сообщения им вращения в процессе обработки хлопчатобумажным или войлочным рабочим кругом при наличии полирующей пасты, о т л и ч а ю щ и и с я тем, что, с целью автоматизации подачи твердой полирующей пасты на рабочий круг, под
последним установлен толкатель, совершающий осевое движение, обеспечивающее подачу пастового столбика к периферии круга, иод воздействием гайки, получающей поступательное движение при вращении винта рычажнохраповым механизмом, приводимым в действие кулачками диска, укрепленного на валу редуктора дискового питателя.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для чистовой обработки конического конца стержня малого диаметра (например, пуансона, цапф оси) | 1959 |
|
SU124333A1 |
| Полировальный автомат для отделки под гальваническое покрытие головок болтов | 1959 |
|
SU126035A1 |
| Полировальный инструмент | 1989 |
|
SU1706850A1 |
| МЕХАНИЗМ ВРЕЗНОЙ ПОДАЧИ ШЛИФОВАЛЬНОГО СТАНКА | 1969 |
|
SU252876A1 |
| БУРИЛЬНАЯ МАШИНА | 2001 |
|
RU2194142C2 |
| Способ изготовления полировального инструмента | 1989 |
|
SU1689054A1 |
| Станок для обработки круглых деталей | 1976 |
|
SU618264A1 |
| Полуавтоматический станок непрерывного действия для полирования цапф осей часовых механизмов | 1952 |
|
SU99243A1 |
| Устройство для нанесения брусковой пасты | 1990 |
|
SU1759613A1 |
| БУРИЛЬНАЯ МАШИНА | 2000 |
|
RU2181827C2 |